组合件加工的技能操作技巧
2014-04-09南车株洲电力机车有限公司湖南412001桂志红
南车株洲电力机车有限公司(湖南 412001) 桂志红
组合件是由多个零件装配组合而成的。即使是加工方法一致,尺寸精度、形位公差均符合图样要求的参与组合的单个零件,没按有关规律“放量”;组合前,又未对配合面进行修配,一次组装就符合图样的组合技术要求是比较困难的,装配精度和参与组合的各零件的精度关系密切。因此,在组合件加工中,除单个零件尺寸精度、形位公差等要符合图样技术要求外,还应该达到组合精度要求。基于组合件的这一特点,在加工组合件时,除应对零件进行工艺分析外,还应对各配合面进行分析,全面考虑加工中影响组合精度的各种因素,并采取相应措施,否则,很难达到图样的组合技术要求。
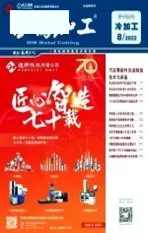
在加工组合件的过程中,特别是在技能考试中应特别注意,组合往往占总分的比例较大,因此,必须努力做到:各组合件能够组合,尽可能达到图样要求的组合精度。常见的组合件有图1所示的几种类型。
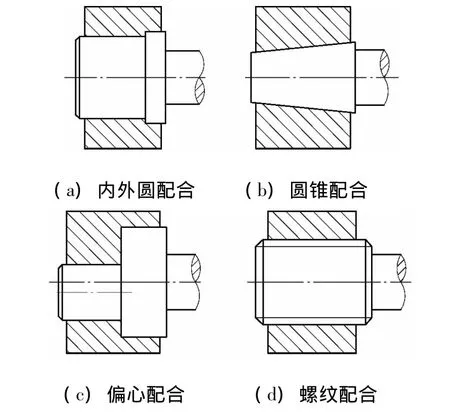
图1 常见的几种组合
1.工艺分析
看图,仔细分析图样,根据毛坯尺寸分配好材料;以图2~图6轴套四件组合件为例,分析如下:
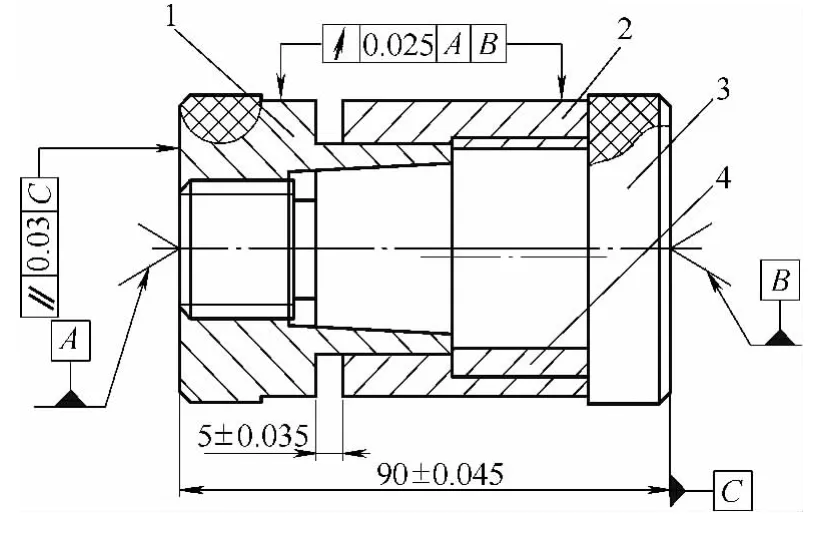
图2
图3 锥度轴

图4 偏心套
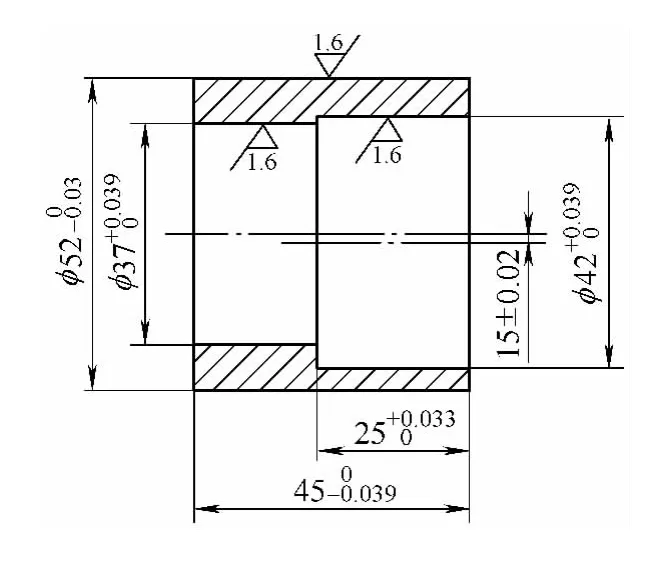
图5 偏心台阶套

图6 锥套螺母
(1)首先看组装图,此组合件为四件套组合,由锥套螺母、偏心套、偏心台阶套和锥度轴组成,提供的毛坯材料尺寸为φ56mm×235mm一根。螺母、偏心套、偏心台阶套、锥度轴共一根料使用。经分析,此组合件的四件零件的长度之和为250mm,去除切断必需用去的3×5=15mm,毛坯材料的总长度只多25mm。所以,在工艺安排时必需考虑合理、节约用料。
(2)此组合件包含圆柱配合、偏心配合、锥度配合、螺纹配合,除了未标注公差外,所有尺寸精度要求高且表面粗糙值要求小,形位公差也要求严格。其中组合后的偏心台阶套端面距离锥度螺母一侧槽宽 (5±0.035)mm,锥度螺母另一端面对于锥度轴大端端面的平行度为0.05mm,锥度螺母外圆和偏心台阶套外相对于锥度轴中心线的跳动为0.025mm,组装后组合件的总长为 (90±0.045)mm。
(3)根据以上的技术要求,以及先外圆后内孔的加工原则,先加工锥度轴,然后加工锥度螺母和偏心台阶套、偏心套的加工顺序比较合理。
2.工序设计
(1)毛坯材料下料安排。如图7所示,①夹持工件外圆:车端面、钻中心孔。②一夹一顶:粗车外圆、滚花。粗车件1、件2外圆各台阶外圆,直径与长度均留余量;粗、精车件3外圆至尺寸要求,切断。如图8所示。

图7 毛坯材料下料安排
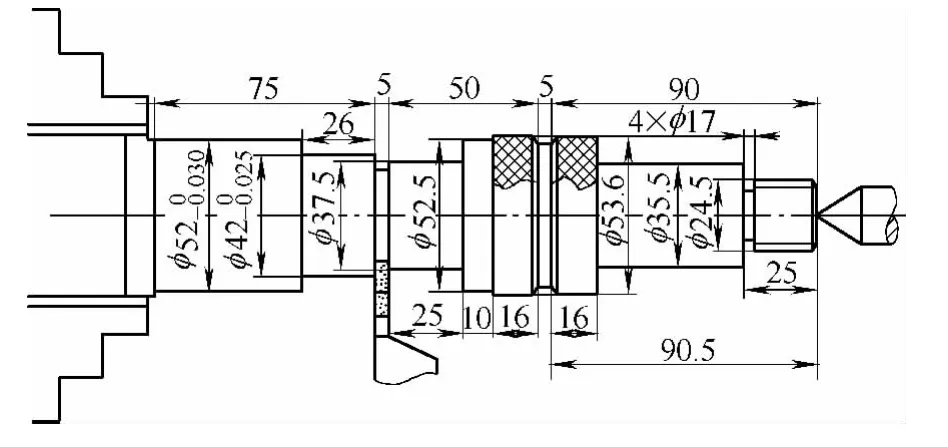
图8 粗、精外圆、滚花
(2)锥套螺母的加工:①垫紫铜皮,夹持工件,车端面。②φ17mm钻孔,粗、精内锥孔至尺寸要求。如图9所示。③粗、精外圆至尺寸要求;倒角。如图10所示。

图9
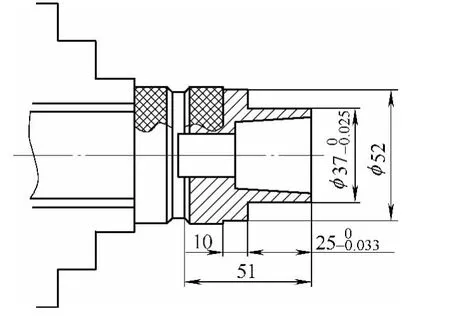
图10
(3)锥度轴的加工:粗、精车外圆→切槽→粗、精车外圆锥→粗、精车梯形螺纹→倒角→检验。

图11
(4)偏心台阶套加工:为了保证偏心台阶套及偏心套偏心距的一致,达到顺利组装的目的,采用两件产品一次装夹的办法进行车削,具体方法如下:①垫紫铜皮,夹持工件,校正工件。②车端面,钻孔至φ30mm;精车内通孔φ35mm;粗、精车台阶孔φ37mm。如图12所示。③垫紫铜皮,夹持工件,校正偏心。④粗、精车台阶孔φ42mm,长度φ25mm;倒角,切断。如图13所示。

图12
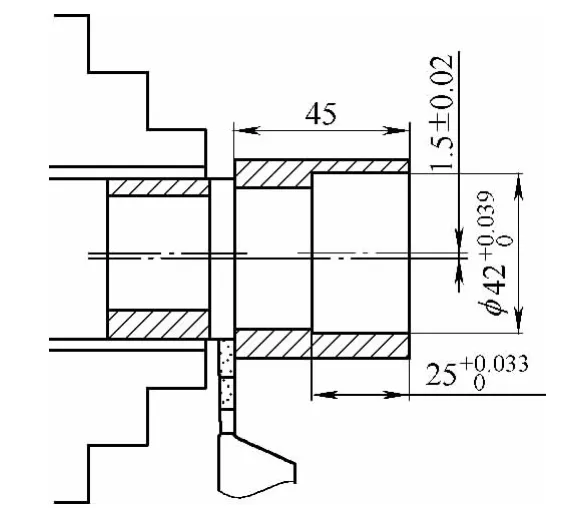
图13
(5)偏心套的加工:车端面,定总长至尺寸要求;粗、精车台阶孔φ35mm;如图14所示。
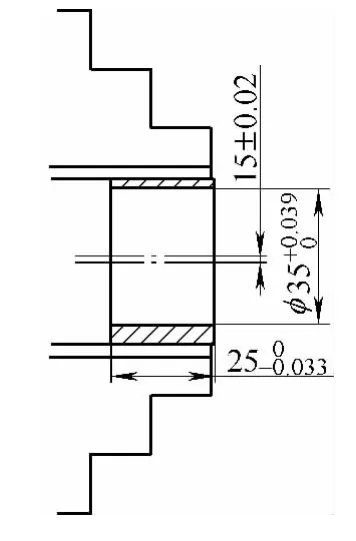
图14
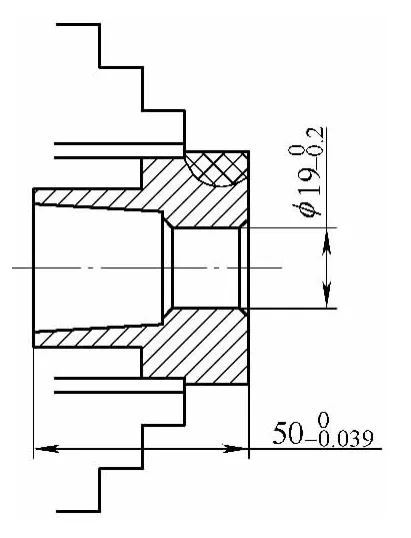
图15
(7)锥度轴反面加工:车端面,定总长尺寸(90±0.045)mm,钻中心孔。
(8)总组装。将锥度轴、偏心套、偏心台阶套、锥套螺母4件产品清冼干净进行组装,保证组装后的总长度 (90±0.045)mm和槽宽 (5±0.035)mm,如有误差,需要进行修正,必要时可舍弃相应零件的长度精度来保证组装精度。
按以上工艺路线加工时,还必须控制好各尺寸精度及各表面粗糙度值。影响表面粗糙度值的因素有切削用量、切削刀具材料、切削刀具几何角度以及合适的切削液等。
3.主要部位的检验
(1)跳动的检验:如图16所示,两端顶,用手轻轻转动轴一周,用百分表检测φ52mm外圆相对于中心孔圆跳动误差。

图16
(2)平行度的检验:左端面与基准C面的平行度误差不大于0.02mm。检验时可用外径千分尺测量其四个角的尺寸差;还可用平板、百分表移动测量和比较正方体两平行面间四个角的测值是否相等,其测值差即为平行度误差。