双旋转钻夹具设计
2014-04-09贵州凯星液力传动机械有限公司遵义563003叶义书
贵州凯星液力传动机械有限公司(遵义 563003) 叶义书
图1所示零件是联接变速器与发动机的联接盘之一,需根据用户的要求而变化。随着公司的发展,联接盘的种类由少变多,尺寸由小变大。φ7.8H12斜孔原在坐标镗床上钻孔,由于受加工空间的限制,刀杆细长,又在斜面上钻孔,钻孔效率较低,使公司的零件在坐标镗床上加工成为瓶颈,并且φ7.8H12孔有时与外壁或内壁接穿,又由于联接盘的尺寸变大,坐标镗床的加工范围不能满足要求。为此,笔者对零件图及存在问题进行了分析,按零件大小及斜孔的斜角大小进行分类,设计了双旋转钻夹具。
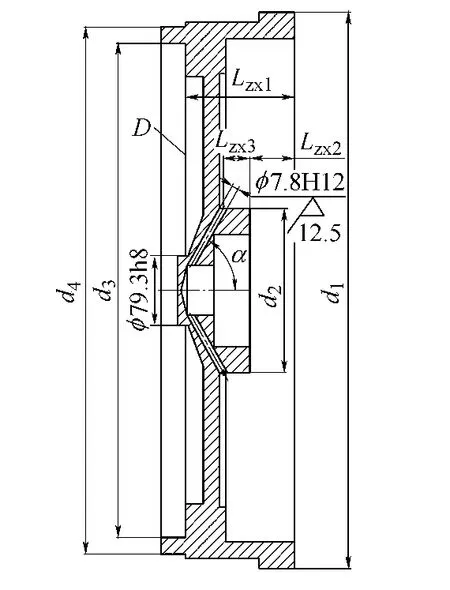
图1
1.分析设计图及工艺规程
收集同类联接盘的设计图及工艺规程,同类联接盘有17种,两端对接尺寸随发动机和变速器的变化而变化,质量为45.5~92.0kg,外径d1为477~695mm,公差等级IT14;外径d2为100~180mm,公差等级IT7;内径d3为395.0~571.4mm,公差等级IT14;外径d4为423.0~609.7mm,公差等级IT8;对接定位外圆φ79.3h8为定值,轴向尺寸Lzx1为75~172mm,公差等级IT8,轴向尺寸Lzx2、Lzx3公差等级IT14。斜孔的孔径为φ7.8H12,斜角α为42°~65°,孔数为2~4个,在斜面上钻孔,钻孔刀杆悬伸长170~230mm。有的零件无内径d3、外径d4组成的凸台环。斜孔φ7.8H12在精车削内外圆、端面后加工,表面粗糙度值Ra=12.5μm。从加工过程分析,为了保证轴向尺寸Lzx3,轴向尺寸Lzx2的公差等级工艺加严为IT7~IT8。φ7.8H12孔的加工可设计钻夹具在摇臂钻床钻孔即可达到要求,并可降低加工成本,提高效益,降低操作人员的操作难度。
2.夹具的设计及制造
根据对设计图及工艺规程的分析,选用联接盘的D面作轴向定位,外圆φ79.3h8作径向定位,钻第一个斜孔时圆周位置不需控制,钻其余斜孔用定位销定位,夹紧方式采用压板压紧。按零件大小及斜孔的斜角α大小分类,分阶段设计了两套同结构的双旋转钻夹具。
双旋转钻夹具组成和装配要求如图2、图3所示。底座1用于支承旋转台3和支承角架7,在底座的两支承板上钻有装定位销2的定位孔,此孔钻于过装旋转台心轴8的孔中心,并与垂直方向成45°的直线上;旋转台3用于安装定位盘4,在旋转台的台面上钻有装定位销5的一个定位孔,在旋转台的两筋板上钻有装定位销2的定位孔,其中一孔为基准孔,如图4所示状态装定位销2的孔,此孔钻于过装旋转台心轴8的孔中心,并与垂直方向成45°的直线上,圆周半径与底座上装定位销2的定位孔相同,以基准孔为基准,其余定位孔的位置及数量由斜孔φ7.8H12的斜角α确定,用以控制斜孔φ7.8H12的斜角α;定位盘4用于安装工件,装定位销5的定位孔的位置及数量由斜孔φ7.8H12的圆周角度及数量确定,圆周半径与旋转台3上装定位销5的定位孔相同,用以控制斜孔φ7.8H12的圆周角度;支承角架7用于装钻模板,钻孔时支承角架可在底座1的立槽中上下移动,从而调整钻模板的高度;钻模板6可在支承角架7的水平槽中移动,从而确定钻孔位置。
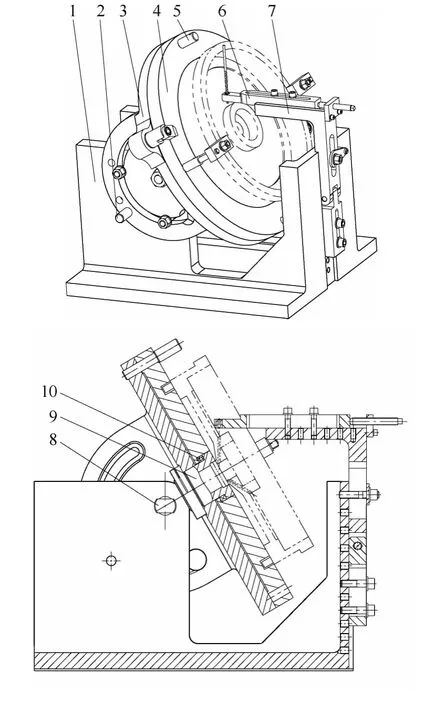
图2
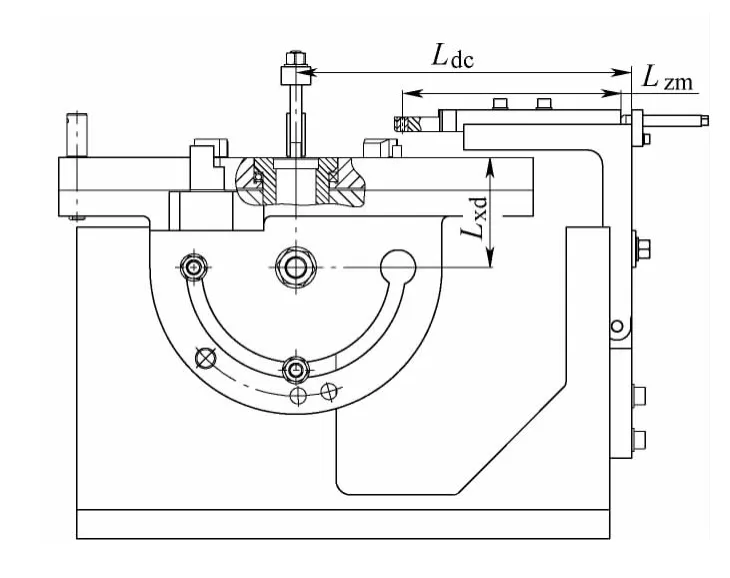
图3
轴承10装入定位盘4的中心孔中,将定位盘4装于旋转台3上,中心孔装定位盘心轴9,装定位盘心轴9的锁紧螺母,并用锁紧螺母调整定位盘4与旋转台3之间的松紧程度,定位盘4能转动即可,用锁紧螺母的锁紧螺钉锁紧锁紧螺母,用旋转台3上的带埋头螺母的钩形压板压紧定位盘4。将旋转台3、定位盘4装于底座1上,用旋转台心轴8及其螺母固定,用定位销2装入定位孔中,用4颗螺母压紧旋转台3,装支承角架7、钻模板6,钻模板装在合适位置。将夹具上镗床,校准定位盘心轴9的定位孔,钻、镗装钻套的孔,此孔位置要保证壁厚5mm。测量Lzm的值,将Lzm的值电刻于钻模板上,测量Ldc的值,将Ldc的值电刻于支承角架上,测量Lxd的值,将Lxd的值电刻于旋转台的侧面。取下钻模板,装好钻套,再装好钻模板。
3.钻夹具的应用
在使用钻夹具之前,需按工件斜孔φ7.8H12的轴向尺寸、斜角α及钻夹具上实测的数据计算Ljs和Lcl的值,计算过程如下,尺寸如图4所示。

图4
BC=Lzx1-(Lzx2+Lzx3),在 BC、Lzx1、Lzx2、Lzx3组成的尺寸链中,从加工过程分析得知Lzx3是封闭环,利用尺寸链计算BC的上下偏差值,BC的值取中间值,即得BCz;

式中,CO=Lxd。

式中,d2的值取中间值。
按工件斜孔的斜角α旋转旋转台3和定位盘4,用定位销2定位,拧紧旋转台3的4颗压紧螺母。松开压支承角架7的压板,旋转支承角架7及钻模板6。装工件,用压板压紧工件。用支承角架7调整钻模板的高度,钻模板距工件合适位置即可,拧螺母压紧支承角架7。调整Lcl的距离,用螺钉压紧钻模板。钻工件的第一个斜孔φ7.8H12,松开压定位盘4的钩形压板,拉出定位销5,转动定位盘和工件,按斜孔φ7.8H12的圆周角度找准定位孔,用定位销5定位,拧紧压定位盘4的钩形压板螺母,钻第二个斜孔,依次重复钻完。
4.结语
该双旋转钻夹具属通用类夹具,操作简单,定位可靠。调整钻模板所需的定值在夹具装配时测量出实际值,从而减轻了夹具的制造难度,并且提高了钻孔的位置精度。经实践证明,既能获得较高的生产效率,又能减少设备投资,降低加工成本,有效提高了经济效益。