钻镗结合加工轴套深孔
2014-04-09济钢集团重工机械有限公司山东济南250101黄一声
济钢集团重工机械有限公司(山东 济南 250101) 黄一声
1.工艺方案分析
我公司近期承制了一批小直径深孔加工的轴套,工期紧,内孔精度高。原工艺设计外径使用车床车削;内孔先使用卧式深孔钻床钻深孔,后使用镗床精镗内孔至图样尺寸精度。
现将其典型工件进行分析,如图1所示,零件毛坯材料为45圆钢调制坯,毛坯外圆直径为60mm,长510mm。原工艺过程如下:夹外径找正,使用φ33mm加长钻头在卧式深孔钻床上钻出φ33mm内孔;将外圆按图样要求粗、精车至尺寸,齐平两端面至全长500mm;按外圆找正0.01mm以内,精镗内孔尺寸至图样要求,保证全长同轴度0.02mm以内。
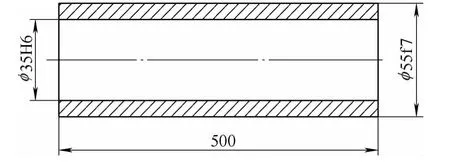
图1
该零件的加工难度主要是在内孔的切削,由于深孔刀具较细,强度和刚度比较差,加工效率低下,在深孔钻孔过程中钻头过深时很容易折断,往往难以取出来而使得工件整体废品。深度越大,钻头折断的概率越大;钻头无法使用切削液冷却,刀具容易过热,损耗较大,增加生产成本;镗孔过深时刀杆体本身的刚度原因以及切削中由于刀杆体自重引起的切削刃相对于中心偏移产生的振颤,必然使工件内孔超差,影响表面粗糙度。
工件本身重量小产值低,内孔又需要分为钻床和镗床两道工序,生产效率极低,成本相对很高。虽然这批订单工期紧任务重,技术难点大,但是在市场竞争日益激烈的情况下,考虑到企业的生存和效益,必须想方设法提高工艺技术水平,通过各种技术工艺手段完成加工,提高产品的技术附加值。不但要保证产品工期,更要保证产品质量。技术人员充分考虑这两种机加工方法的优缺点,通过钻镗结合的工艺方法,提高生产效率,保证产品质量。
通常情况下,钻孔与镗孔比较,钻孔效率高但精度低;镗孔效率低但精度高,因此传统工序要先粗钻后精镗。我们考虑在效率更高的钻床工序上进行工艺改进,如能成功,则在加工工艺上也是一个突破和巨大进步,今后类似加工难题可迎刃而解。可将镗刀与钻头有机地结合在一起,钻头起到替代镗杆的作用,一次性将钻镗工序完成,不但省去了机床之间的工序转运成本,也省去了二次装夹找正的时间,大大提高了生产效率;而且钻头和镗刀一前一后能够互相起到一定的定位支撑作用,也提高了产品加工精度。
2.工艺改进的具体方案
技术人员通过多次试验,在加长钻头外径适当位置钻孔安装镗刀,利用钻头本身代替镗杆支撑镗刀,实现在卧式钻床上一次性同步钻镗切削 (见图2),其优点如下:
(1)钻头钻深孔时后方的镗刀同时进行精加工切削,精加工孔径大于钻头外径,刀杆空腔形成切削液循环,钻头和工件之间形成间隙,冷却刀具,延长刀具寿命;改进刀刃结构,改善切屑形状,利于排屑,避免了钻头过深时切削液无法进入且切削过大排屑困难造成钻头折断的风险。
(2)镗刀切削时前方钻头在工件中自然形成中心孔定位以及支撑作用,刀杆的工作力臂缩短,不但可以防止镗刀加工时跑偏,更避免了镗刀悬臂过长振颤形成刀纹影响加工精度。
(3)粗精加工同时进行,一步加工到位,使用造价相对较低的钻床替代了造价高的镗床,节省了钻床到镗床工序之间的工件转运成本和转运工件二次装夹找正的生产时间,大大提高了生产效率,降低了生产成本。
通过切削试验,证明了改进后的钻镗结合加工工艺方法完全能满足小直径深孔加工的需要,在提高工作效率的同时保证了工件内孔的加工精度和表面粗糙度要求。
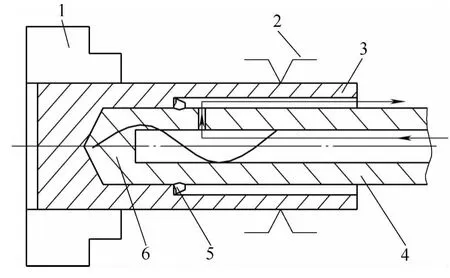
图2 钻镗结合工艺原理图
3.钻镗工具
(1)在钻头尾部上加工两个长孔 (见图3)。该孔直接钻通到钻头的前端螺旋槽部位,用于进入切削液。钻孔之前,首先把钻头本体尾部进行改造,即把尾部锥柄车成螺纹,这个螺纹用于与后面的加长钻杆联接在一起,加长钻杆安装在车床后尾座上。钻这两个小孔时,小孔的位置应偏离钻头中心线,分布在两侧,用合金钻头钻出,创新的形状如图4所示。

图3 钻头本体的尾部改造结构和切削液进入孔的位置

图4 切削液进入孔钻通位置
(2)在钻头本体径向部位加工一个方孔用于安装镗刀头。该方孔按照所用的镗刀外形尺寸确定,保证方孔径向与轴向垂直 (见图5、图6)。

图5 安装镗刀的方孔位置
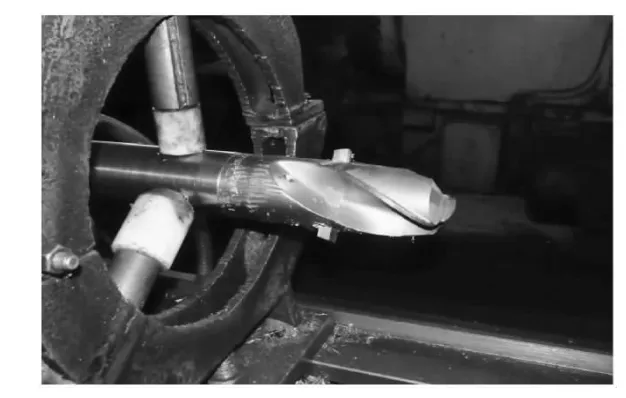
图6 镗刀安装后的状态
安装镗刀后,即可实现钻镗一体化的功能,如图7所示的加工状态。

图7 安装镗刀后的加工功能状态
当大钻头开始钻削时,切削液可以进入钻头前端,后面的镗刀也随即开始同步镗削,并能受到良好的冷却和润滑,有效地延长了各刀刃的使用寿命。本方法投用以来加工了大批量日钢、太钢和济钢等连铸辊子内孔。
4.结语
工件的深孔加工,不宜采用高速切削,一般采用中、低速切削,综合考虑到刀具冷却是否充分,排屑是否流畅等多方面的因素。钻镗结合工艺方法完全可以适应单件小批量生产中的工件小直径深孔加工,既能提高工作效率,又能保证工件的加工精度及表面粗糙度,也不易发生引偏和振动,方法简单实用,以较小的成本取得满意的经济效益。新技术和新工艺的应用是降成本提工效的有力措施。鉴于该种钻镗结合方法的优越性,我们已经广泛应用于国内外的冶金、矿山机械产品,取得经验后在全公司范围内推广应用,并在与同行业的技术交流中进行了推广,具有极好的社会效益。