改进型PID在烟草薄片水分控制中的应用
2014-04-03
(上海烟草集团太仓海烟烟草薄片有限公司1,江苏 太仓 215433;上海威士顿信息技术有限公司2,上海 200092)
0 引言
随着卷烟“降焦减害”要求的不断提高,发展优质烟草薄片是稳定烟叶原料结构和卷烟产品质量的一个重要途径。一方面,烟草薄片具有很强的可塑性,它为卷烟加香、加料提供了新的载体,能够为卷烟配方提供很大的自由度;另一方面,由于烟叶来源的时间和产地不同,生产优质卷烟所需的烟叶原料越来越紧张,使卷烟吸味难以稳定,而通过烟草薄片可起到稳定卷烟品质的作用。
传统工艺处理烟草薄片时,烟草薄片旋转干燥设备表面温度不易准确测量,且水分控制存在滞后现象。根据实际需求,采用改进型PID控制算法,设计了一套烘缸出口烟草薄片的水分控制系统。
1 烘缸加工原理
造纸法薄片生产过程是将烟末、烟梗等原料,按照一定的配方要求,用水进行配比浸泡萃取。萃取后的水不溶性物质用类似造纸的方法进行打浆,抄造成满足一定要求的片基;而水溶性物质采用真空加热方式浓缩到一定的浓度后,加入适当的功能添加剂,然后涂洒到抄造成型的片基上,干燥后成为再造烟叶。
抄造是造纸法薄片生产过程中一个至关重要的工序,直接影响到产品的大部分物理性能。烘缸是该工序中最为主要的干燥加热设备,其作用是将从成型网布而来的湿纸中的水分蒸发到一定的干度,以满足后续生产的工艺要求。
基片定量和水分是衡量本工序的两个关键工艺指标,两者间存在紧密的耦合关系。只有稳定地控制经过烘缸加热干燥后的基片水分,才能准确测量基片水分。
在烘缸自动控制系统中,水分控制回路没有直接可作为控制输出的执行机构,需要借助于烘缸的温度控制实现水分的控制调节。因此不仅需要实现物料的水分自动控制,还需完成烘缸缸体表面温度的自动控制,两个控制回路通常需要相互配合共同工作。
烘缸工序的加工原理如图1所示。
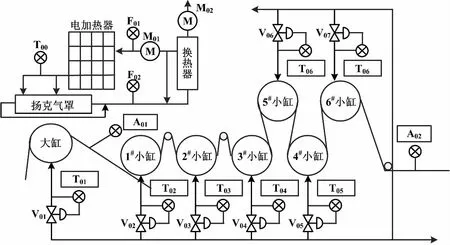
图1 烘缸工序加工原理图
2 PID控制算法的改进
长期以来,传统的PID控制算法由于结构简单、参数易整定等优点被广泛应用于工业控制系统中。然而针对一些多变量、大滞后、非线性、强耦合的系统,PID算法往往并不能获得十分满意的控制效果。随着控制理论的发展,出现了各种分支,如专家系统、模糊逻辑、神经网络、灰色系统理论等,它们和传统的PID控制策略相结合又派生出各种新型的PID类控制器,大大改善了传统PID控制器的性能。
滞后过程是实际工业生产中广泛存在的一类过程,对这类过程的控制方法和机理的研究,引起了控制工作者的普遍重视。
Smith预估器被认为是解决滞后过程控制的里程碑。该算法采用时滞补偿原理,将过程的滞后环节从系统的特征方程中消除,使系统的输出响应经过滞后时间后按照规定的要求进行设计。但该算法存在两个方面的缺陷:①对模型的误差非常敏感,特别是对滞后时间的误差;②对设定点的跟踪性能好,但抗干扰的能力十分有限。
比较而言,模型预测控制算法更适合于大滞后过程的优化控制。同Smith预估器相比,模型预测控制算法的优化目标不是一成不变的全局优化目标,而是采用有限时段的滚动优化策略,并具有反馈校正的功能。这种控制策略更加适用于复杂的工业过程,并获得广泛的应用。但模型预测控制也有着自身的缺点: ①算法比较复杂,计算量比较大;②实施周期长,参数整定复杂;③算法的稳定性还没有从根本上得到有效的解决;④在重要干扰变量不可测或干扰模型不可辨识时,系统的控制性能将严重恶化。
经过多人的改进,由Astrom于1995年提出的具有预测功能的PI控制器已经成功地应用于国内烟草行业的一些控制系统中。该控制器的输入输出传递函数可表示为:
(1)
式中:T为过程的主导时间常数;K为过程增益;τ为系统滞后时间;λ为可调参数。
这种控制器从本质上看也是一种PID控制器,其结构的第一项为PI控制器,第二项为预测控制器。该控制器依据先进的控制机理,如内模原理、广义预测原理、遗传算法和人工智能原理等来设计控制器参数;它把PID的简单性、实用性、鲁棒性和模型预测控制算法的预测功能有机地结合起来。因而该控制算法既具有PID控制算法结构简单、整定方便的优点,又具有预测的功能。
3 烘缸控制系统的设计
从成型网布而来的湿纸依次经过1个大烘缸和6个小烘缸的表面,被加热干燥到工艺要求的水分指标。其中在大烘缸的上部设有1套扬克气罩系统,用于通过循环热风带走大烘缸干燥产生的大量水蒸气,从而进一步提高烘缸工序的干燥能力。
为了使烘后的基片水分更能稳定地控制在工艺允许的偏差范围内,将整个烘缸工序分为大烘缸和小烘缸2个子工序分别加以控制。
在大烘缸控制系统中,以大烘缸出口的基片水分作为控制对象。通过调节大烘缸的蒸汽阀门来调节进入大烘缸的蒸汽压力,即改变了缸体表面温度,同时调节扬克气罩的热风温度和热风风速。
大烘缸出口水分的主要调节手段为大烘缸蒸汽管道上的调节阀(图1中的V01)。但是大烘缸的缸体表面温度不能过高,否则易产生“粘缸”造成断纸。为此当需要提高干燥能力时,须调节扬克气罩的热风温度和热风风速。由于纸屑粉尘被热风带入管道,过高的热风温度会造成风管内“起火”,因此热风温度一般设定为一个安全固定值。
当大烘缸表面温度不足以控制水分时,通常热风风速将参与调节过程。管道内的热风风速应该保持平衡,即送入扬克气罩的热风风速和排出的风速应该始终保持一个恒定的差值,从而保证大烘缸表面的薄片纸张不会因此而被变化的风力撕破。当然,在调节扬克气罩内热风风速时需要同时控制好大烘缸的缸体表面温度。
大烘缸水分控制系统的结构如图2所示。
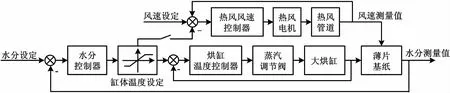
图2 大烘缸水分控制系统结构图
大烘缸控制系统的出口水分即为小烘缸控制系统的入口水分。基纸经过小烘缸的路程较长,其中1#和6#小缸为基纸入口和出口,根据实际观察发现这两个小缸在蒸汽管道压力稳定的情况下,固定蒸汽调节阀开度后对基纸的水分影响很小。因此,在系统设计中将这两个小缸作为独立的控制回路,保持稳定即可。
将中间的4个小缸分为2组:第4#、5#小缸为第一组,主要完成当出口水分控制出现偏差时的反馈控制功能;第2#、3#小缸为第二组,当第一组的反馈控制无法完成调节时,将调节量级联到这一组。
根据分组,下面分别详述这两组小缸水分控制系统的控制策略。
① 第一组小缸水分控制系统设计
以小缸出口水分为控制对象,将出口水分测量值和出口水分设定值比较后,通过出口水分控制计算出达到水分设定值所需要的烘缸温度,将这个温度值作为4#、5#烘缸温度的设定值并传送给小缸温度控制器,达到稳定小缸温度的效果。因为小缸间存在热容性的差异,所以两个小缸的温度调节是各自独立进行的。
② 第二组小缸温度控制系统设计
当第一组的反馈控制无法完成调节时,根据一定的逻辑,将第一组的控制器输出作为第二组的设定。具体控制策略如下。
当小缸出口的基纸水分过高,而第一组小缸的温度已经调节到设定上限,且在设定的时间段内小缸的温度设定值始终保持在设定上限,则按规定的增量增加第二组烘缸的温度设定值。
反之,当第一组出口水分过低,小缸的温度已调节到设定下限,且在设定的时间段内小缸的温度设定值始终保持在设定下限,则按规定的增量减小第二组烘缸的温度设定值。
小烘缸出口水分控制系统结构如图3所示。
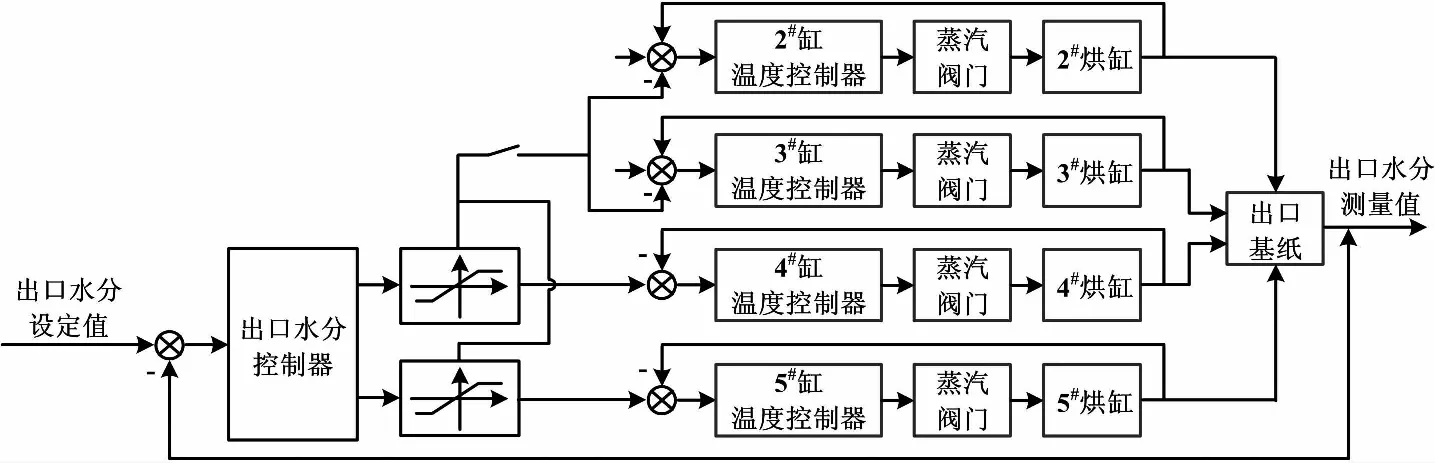
图3 小烘缸出口水分控制系统结构图
以小缸出口水分控制回路为例,在生产车速为100 m/min时,从入口到出口约需30 s,而调节蒸汽管道的阀门开度后,烘缸的表面温度约在20 s后出现变化,反映到出口水分的时间则更长。由此可知,该系统的滞后性较大,采用传统的PID控制算法进行控制时控制效果较差。
对于具有预测功能的PID控制算法,其在考虑单输入单输出对象时的传递函数模型为:
(2)
式中:T为过程时间常数。
以图3所示控制结构中的出口水分控制器为例,研究单个控制回路的输入与输出,其闭环传递函数模型如式(3)所示:
(3)
式中:λ为可变参数。
因此控制器的传递函数如式(4)所示:
(4)
分析小烘缸子工序的出口水分、烘缸表面温度、蒸汽阀门开度等历史数据,辨识出如下参数的控制器传递函数:
(5)
4 系统实现与应用效果
由于烘缸在生产过程中始终处于旋转状态,而缸体表面又被薄片基纸所覆盖,因此缸体表面温度的准确测量一直是较大的技术难题。系统采用有线接触式温度测量技术,克服了传统的红外温度测量法探头易受水蒸气、粉尘污染和无线传感器不易安装、价格昂贵的各种不足,为提高烘缸表面温度测量的准确性提供了一种经济实用的温度测量技术方案。
温度传感器的安装采用耐磨损技术。随着长时间的使用,传感器内底部被压缩的弹簧装置逐渐释放,产生的推力使得传感器探测元件与烘缸的旋转表面始终保持紧密接触。传感器与安装支架采用一对螺母对夹的方式固定,即便当弹簧装置被全部释放后,仍可调节螺母,使整个传感器外壳向烘缸表面靠近,并再次压缩弹簧装置,实现传感器的经久耐用。
由于烘缸圆柱形筒体表面被成型的烟草薄片所覆盖,仅在接近两端底面处留有空隙,因此将温度传感器测量装置分别安装在此两端底面空隙处。
由于需要对小烘缸出口薄片基纸作整个幅面的定量和水分测量,而此处通常采用扫描架周期往复的扫描,因此对于此处扫描架探头检测到的数据要作处理。具体的方法是将直接采集到的水分测量数据先作有效性判断,即只有在正常范围内的数据才用于控制,否则直接剔除;保留后的数据再作递推平均滤波处理,最后再参与水分控制回路的计算调节。
系统上线应用后,大烘缸出口水分控制误差在±2.0%以内,小烘缸出口水分控制误差在±1.0%以内。系统投运前后小缸出口水分两个星期的历史数据如表1所示。
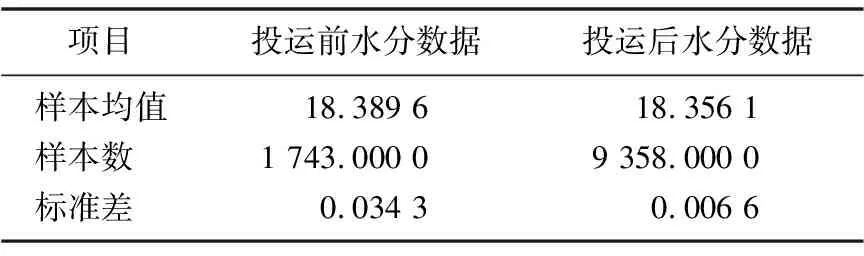
表1 水分数据对比
受停产、断纸等影响,对剔除非正常生产后的数据作对比分析可以看到,在应用新控制系统后,小缸出口薄片水分的稳定性得到了明显的提高。由于生产时不同牌号产品的工艺设定值不同,因此“样本均值”项不作为比较参考。
5 结束语
烘缸水分控制系统是抄造工段主要的质量控制系统之一,在本次改造中应用了一种改进型的PID控制算法,并结合接触式测量传感器对烘缸表面温度进行了准确测量。从实际投入运行后的大量数据分析看,小缸出口的基纸水分稳定性得到了很大改善,保障了基纸定量等其他关键工艺质量参数的稳定控制,提高了烟草薄片加工过程中基纸的产品质量。造纸法薄片生产的主要流程均借鉴了制浆造纸生产工艺,因此本系统改造的成功经验,对造纸过程中类似的加工工序也具有一定的参考价值。
[1] 刘金琨.先进PID控制及其MATLAB仿真[M].北京:电子工业出版社,2002.
[2] 邵惠鹤,任正云.预测PID控制算法的基本原理及研究现状[J].世界仪表与自动化,2004(6):17-21.
[3] 任正云,邵惠鹤,张立群.多变量对象的预测PI控制及其在工业应用[J].哈尔滨工业大学学报,2005(2):183-186.
[4] 周磊,费树岷,黄家才.一种新型的预测函数PID控制算法的研究[J].自动化仪表,2013,34(9):63-66.
[5] 田士翔,胡泽建,董俊清,等.红外热电偶的原理与应用[J].自动化仪表,2007,28(9):121-122.
[6] 田广军,谭少仲,曹英惠.温度测量中的数据模型及其应用[J].自动化仪表,1999,20(2):13-14.
[7] 姚新跃,张辉.大型纸机干燥部温湿参数动态特征及热能节约原理的研究[J].中国造纸学报,2009,24(4):81-86.
[8] 刘卫国.纸张定量水分纵向控制浅析[J].湖南造纸,2007(4):31-33.
[9] 姚新跃,张辉,胡慕伊.纸机干燥部纸幅水分控制系统优化方案的分析[J].南京林业大学学报:自然科学版,2010(4):52-56.
