铝合金厚板轧制设备电液位置伺服系统建模与分析
2014-04-03
(广东技术师范学院自动化学院1,广东 广州 510635;广东水利电力职业技术学院自动化工程系2,广东 广州 510611)
0 引言
在热轧板带的生产过程中,板厚精度是衡量生产质量的一个重要指标。因此,精确调节轧辊辊缝,自动实现对来料厚度和温度等的动态控制,是生产优质产品的关键。随着液压系统与控制技术的紧密结合,电液伺服控制技术得到了迅速发展,并不断应用于铝合金轧制设备。电液位置伺服系统作为液压自动厚度控制系统的一项核心技术[1-4],具有死区小、响应快、动态性能好、精度高等优点,得到了广泛的应用,成为铝合金生产设备中不可或缺的纽带。
本文首先阐述了电液位置伺服系统的工作原理,同时,为了提高铝合金厚板轧制设备的轧制动力和轧制精度,设计了采用三通阀控非对称液压缸的动力机构,建立了电液位置伺服系统数学模型。然后分析了常规PID整定系统阶跃响应,以及给定阶跃输入时正向运动下线性和非线性模型阶跃响应及其模型误差。仿真数据表明,所设计的三通阀控非对称液压缸能有效提高轧制设备的轧制动力和轧制精度。
1 电液位置伺服系统的工作原理
电液位置伺服系统主要由控制器、伺服放大器、电液伺服阀、液压缸、位移传感器等组成,其结构如图1所示。

图1 电液位置伺服系统的结构框图
控制器采用PID控制,将偏差信号的比例、积分、微分通过线性组合对被控对象进行控制。电液伺服阀是电液位置伺服系统的关键,电液伺服阀的特性直接决定了整个系统的特性。一般地,当系统执行机构的固有频率低于50 Hz时,当作惯性环节;高于50 Hz时,当作二阶振荡环节处理。带内置式放大器的电液伺服阀是连接系统液压与电气的桥梁,其将小功率的电输入信号转变为阀运动,从而控制介质的流量和压力,使电、液信号相互转换、放大,达到对液压缸执行机构的控制。位移传感器采用增量编码器读取位移和转速值。
电液位置伺服系统闭环控制过程如下。给定压力信号,设置轧机入口厚度为H,轧制后的厚度为h;位移传感器工作,将此时检测到的输出位置转换为电压信号,并反馈给加法器与设定的电压信号作比较,差值信号经过控制器调节和伺服放大器放大,电压信号转换成电流信号,以控制电液伺服阀驱动液压缸调整轧辊辊缝,直到实测值与设定值相等(H-h=0),液压缸不动作。实际应用中,为了避免活塞相对于缸体摆动而产生的摆动误差,常将位移传感器安装在活塞杆内部的中心位置。
2 电液位置伺服系统建模
2.1 液压缸模型
目前,铝合金轧制设备中常用的动力机构为对称阀控非对称缸。对称阀控非对称缸典型的弊端在于非对称油缸两腔的有效工作面积不相等,当作正反向运动时,对称阀造成系统所需流量不相等,从而产生压力跃变,形成附加静差。
为了改善对称阀控非对称液压缸动力不足的缺陷,提高精度,改善稳定性,本文采用三通阀控非对称液压缸作为系统的动力机构,可以得到足够大的轧制力,同时还可以避免传统结构因换向压降不同而带来的巨大的压力跃变[5-8]。
本文所设计的三通阀具有体积小、结构简单、成本低等优点,其结构模型如图2所示。
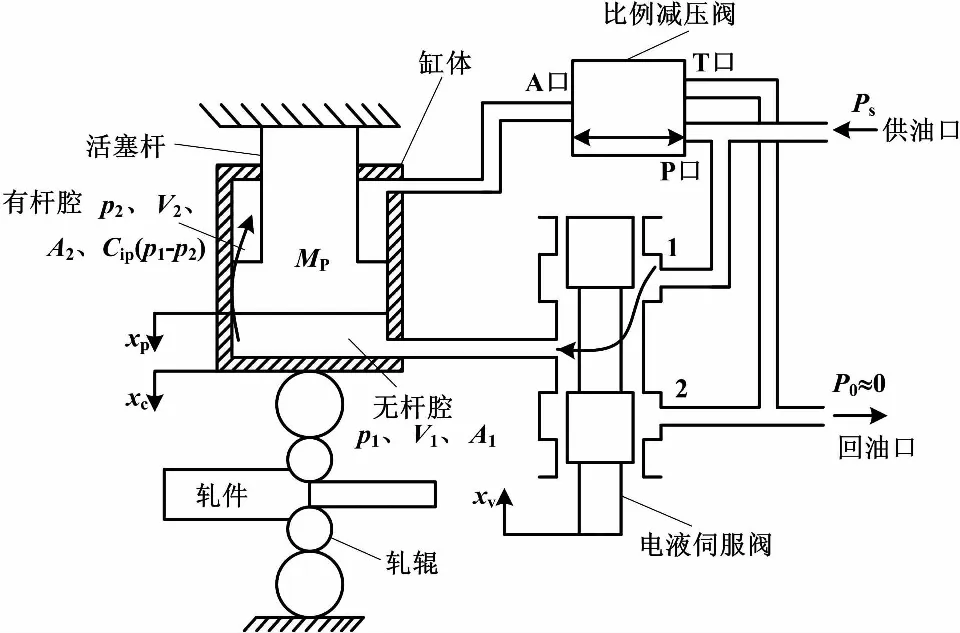
图2 三通阀控非对称液压缸模型
图2中:p1为无杆腔压力,p2为有杆腔压力,Ps为供油压力,P0为回油压力;A1为无杆腔面积,A2为有杆腔面积;MP为活塞质量;xv为阀芯位移,xc为液压缸位移,xp为活塞位移;QL为负载流量;Cip为液压缸内泄漏系数(忽略液压缸的外泄漏)。
由图2可知,电液比例减压阀A口左连液压有杆腔,右连供油口、回油口,电液伺服阀则左连无杆腔,右连供油、回油口。液压缸上抬时,取消工作,此时,油路从供油口到比例减压阀的P口,再通过减压阀到A口,最终进入有杆腔,同时无杆腔回油,从电液伺服阀口2回到回油口。液压缸下压时,开始轧制工作,无杆腔进油,电液伺服阀1口打开,供油口供油,同时,有杆腔内的油通过比例减压阀到T口再到回油口进行回油。
缸体与活塞的相对位移通过传感器来检测,位移量为Δxc:
Δxc=xc-xp
(1)
液压缸倒置安装在上支承辊轴承座和牌坊之间,活塞杆固定不动,液压缸缸体做相对运动。缸体向下运动时,即对铝合金厚板进行轧制加工。
当建立液压缸的线性模型时,认为轧机的刚度无穷大,同时不考虑轧辊压扁的情况,且将轧辊与液压缸作为一个整体来考虑。建立液压缸的线性模型如下:

2.2 电液位置伺服系统模型
本文所设计的三通阀控非对称液压缸在换向时仍存在流量波动,为了维持换向时负载流量和速度的稳定,本文设计了流量补偿环节,保证了负载流量与电液伺服阀的输入电流成正比,实现了控制元件的放大系数呈线性变化[9-10]。完整的电液位置伺服线性系统方框图如图3所示。
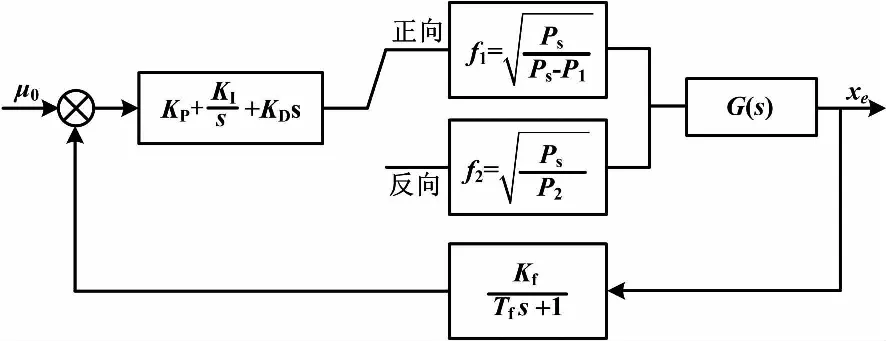
图3 电液位置伺服线性系统方框图
电液位置伺服系统是一个复杂的非线性模型,系统参数与供油压力、负载质量等多个因素有关。经过简化后可得到如下模型,非线性系统没有流量补偿环节,阀控缸部分直接封装为非线性模块。非线性系统方框图如图4所示。
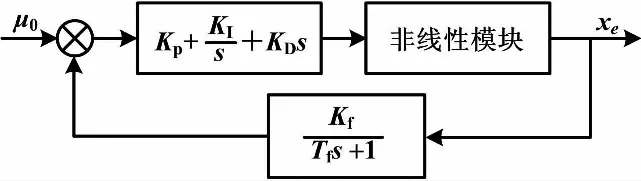
图4 电液位置伺服非线性系统框图
3 仿真结果
3.1 电液位置伺服系统参数设定
基于已建立的系统数学模型,采用数值仿真方法。基于天铁2500轧机设定了仿真参数,其值如表1所示。
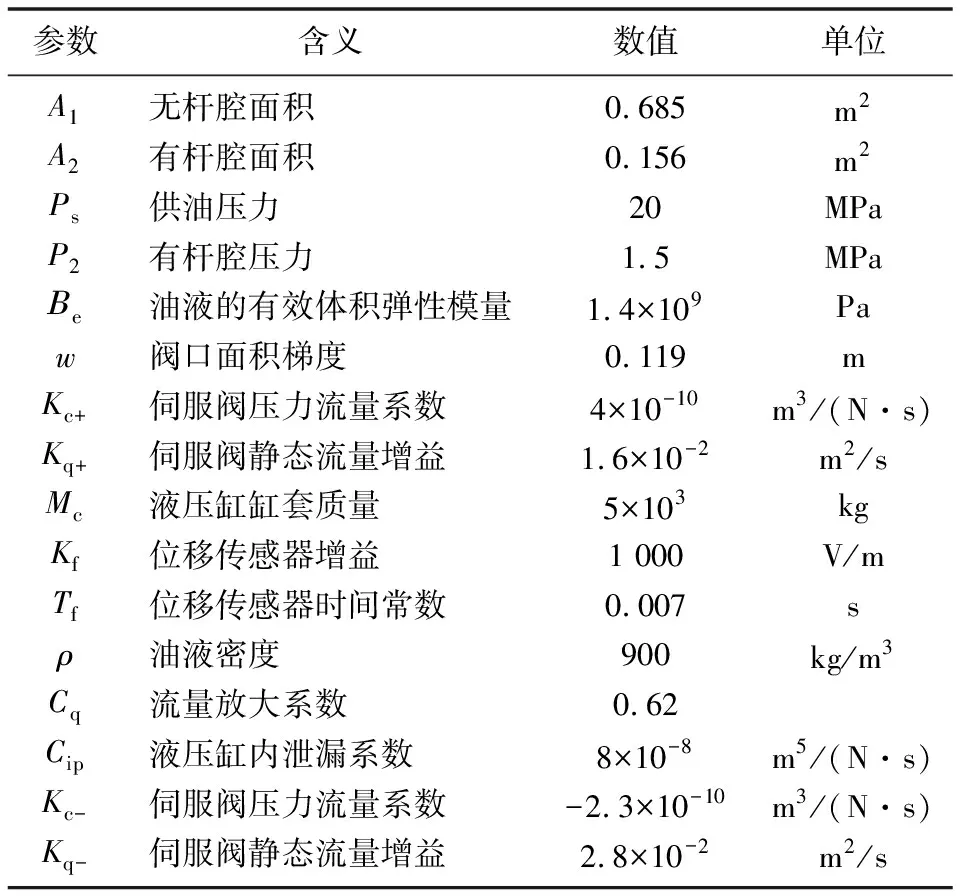
表1 仿真参数
3.2 仿真结果分析
液压缸下压时为正向运动,液压缸上抬时为反向运动。电液位置伺服系统线性和非线性模型在常规PID整定下的正、反向运动的阶跃响应曲线如图5所示。

图5 系统阶跃响应曲线
正向运动时,系统给定阶跃输入,其线性和非线性模型的输出响应曲线和误差曲线如图6所示。进而可得到当前状态下线性和非线性模型的积分时间绝对误差指标分别为4.533 7、4.951 9。

图6 系统阶跃响应和误差曲线
4 结束语
本文设计的电液位置伺服系统的动力机构——三通阀控非对称液压缸是非对称阀控非对称缸,具有较大的轧制力,能够避免对称阀控对称缸换向瞬间带来的巨大压力跃变。
根据系统的动力机构组成及工作原理,建立了完善的数学模型。着重分析了常规PID整定系统阶跃响应,以及给定阶跃输入时正向运动下线性和非线性模型阶跃响应及其模型误差。仿真结果表明,给定阶跃输入时,正向运动下线性和非线性模型的积分时间绝对误差指标分别为4.533 7、4.951 9,所设计的三通阀控非对称液压缸能有效提高轧制设备的轧制精度。
[1] 王平,贾艳梅,刘燕柱,等.液压伺服系统在热轧板带自动厚度及位置控制中的应用[J].轻金属,2008(10):58-61.
[2] 呼小军,何安瑞,王连生,等.基于改进遗传算法的铝热轧精轧负荷分配[J].轻合金加工技术,2010(38):30-34.
[3] 张智慧,左玉婷,刘淑凤.7B04铝合金板沿厚度方向显微组织、织构及力学性能的研究[J].电子显微学报,2011,30(4):322-326.
[4] 崔风平,孙玮,刘彦春.中厚板生产与质量控制[M].北京:冶金工业出版社,2008:28-45.
[5] 陈振华,蔡庆伍.基于板形控制铝热连轧规程的研究与应用[J].轻合金加工技术,2013,41(3):31-35.
[6] 孔祥东,李斌,权凌霄,等.阀控非对称缸气体参数在线调整装置研究[J].液压与气动,2010(9):1-4.
[7] 潘炜,彭利坤,邢继峰,等.数字液压缸换向冲击特性研究[J].液压与气动,2012(2):77-81.
[8] 顾凯,李长春,周欣.电液伺服系统同步控制研究[J].液压与气动,2010(6):1-3.
[9] 马明.液压伺服控制系统的模糊控制研究[D].太原:太原科技大学,2009.
[10] 张卓,贾晨辉.基于人工智能与改进PID的纠偏算法的研究[J].机床与液压,2011,39(5):56-58.
