精益节拍化生产运用研究
2014-04-02唐军军蒋新艳
唐军军 蒋新艳
摘 要:HXN5B机车电器柜组装由于工艺流程不清晰、集中作业、缺乏作业标准规范、物料管理混乱等原因导致生产能力严重不足且产品质量较低,通过成立节拍化生产项目小组,通过规范工艺流程、查找工序瓶颈、工位切分、编制标准化作业指导书,同时采用精益管理进行改善,最终实现1台/天节拍化生产,提升了生产效率和产品质量。
关键词:节拍;工位制;标准化作业;精益管理
1 引言
DJDQ公司负责HXN5B机车电器柜组装试验工作,由于生产任务量较大、周期较短且相关设计工艺方案不够完善,导致无法立即实现批量化连续生产作业能力。因此,如何优化流程,规范作业标准,设计一个有效的生产组织模式,以消除瓶颈,实现生产节拍化、管理精益化,值得进行分析研究。
2 电器柜组装生产现状
HXN5B机车电器柜组装已于2012及2013年相继完成1、2号车两台试制工作,最初生产组织只是借用HXN5机车作业场地及其生产模式,未针对HXN5B机车实际产品特点和作业要求重新进行方案设计,生产效率较低;由于前两台机车给定试制周期较长,对工艺方案优化改进和物料供应的节点要求相对较低,因此生产作业的重心在于产品性能和产品质量,产能相对较低;按照公司计划,3号车起,HXN5B机车将正式大批量投产,由于设计优化更改方案较多,相应工艺方案短时间无法及时转化,且缺乏有效生产组织方式,上下工序混合作业,生产场地杂乱,无配套工艺装备,班组员工流动频繁导致技能和经验水平不足,难以实现电器柜组装工位制节拍化生产。
3 目前存在的问题
3.1 工艺流程不清晰
由于1、2号试制机车生产工艺基本参照HXN5机车模式进行,试制完成后未能有效分析梳理,由于后续生产的不确定性,也无法对其进行固化,且3号车加装改造项目较多,既有工艺流程已不适用于当前生产。与HXN5B机车电器柜内主要以继电器、二极管、电阻、电容等小型电气元件安装不同,HXN5B机车还包含了线槽、大线、铜排、电抗器、微机柜、超级电容等大型元器件安装,这导致电器柜组装工艺复杂化,既要求有预组装工序,相应的辅助工序也明显增多,这就造成了电器柜组装试验工艺流程不清晰、不细化,生产周期无法预测,也无法进行下一步的流程优化。
3.2 工位切分困难
前两台机车电器柜组装试制都是采用集中作业方式进行,各工序混杂,同时作业情况时有发生,不仅效率低下,且存在大量等待浪费时间,无法对作业人员合理分工,生产瓶颈较为严重。而HXN5B机车电器柜为特殊的“L”型三面柜体结构,与HXN5机车单面柜体差异较大,可允许工序并行作业的空间较充裕,因此电器柜组装工位化设计既不能简单的集中作业,也不能完全按工序逐个分解,需要在考虑均衡生产的前提下进行优化切分,以满足节拍化生产。
3.3 工艺标准不完善
既有电器柜组装工艺文件及相关作业指导书均为针对前两台试制机车所编制,不符合3号车起由于大量设计优化改造导致的工艺变更要求,因此无法有效规范现场操作,产品质量难以保证。同时,现有作业指导书只是对电器柜组装整个流程进行概括性规范,不仅未完全覆盖所有工序,而且无法满足工位切分的需求,特别是部分新增工序仍无明确规范,导致存在依靠操作经验而不是作业标准进行作业的现象,因此,标准化作业亟需完善。
3.4 工艺装备匮乏
由于后续生产的不确定性,电器柜试制阶段并未重新设计符合该产品特性的相关工装设备。工作台位、配件存放架等工位器具基本沿用HXN5机车,仅能满足临时作业,除部分可改造后继续使用外,大多需重新制作;DITMCO试验台硬件设施可继续使用,但测试软件程序需重新编制并验证实施。因此,以目前工装设备能力来看,还远不能满足大批量生产的需求,也无法实施节拍化生产。
4 节拍化能力设计与实施
通过对目前已有问题进行分析梳理,决定成立节拍化生产项目组,分工合作,从设计、工艺、质量、现场等多方面进行流程设计、优化改善,具体措施如下:
4.1 工艺流程规范与优化
4.1.1 编制工艺流程图
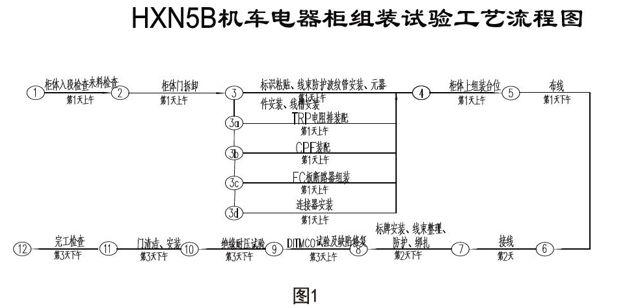
通过对设计新增改造方案进行确认,结合原版工艺流程图,清晰划分各工序,流程再造并优化,最终经过现场生产周期测算,修改编制完成HXN5B机车电器柜组装试验工艺流程图,如图1所示。
4.1.2 查找工艺瓶颈并改善
对工艺流程图进行分析可以发现,电器柜组装工艺瓶颈在于柜内线束布线接线两个工序,其原因主要是柜内线束走向错综复杂,原工艺方案为柜内线束整体制作,线束无固定走向,布线耗时耗力,且布线完成后既不美观也无法保证工艺质量,分析1、2号车布线接线周期大约需5天时间,即使考虑操作者熟练度提升也不会有很大改善。通过对放线卡片和柜内元件布局分析发现,柜内线束按布线工艺不同可分成两个模块,即连接器线束模块和散线线束模块,再对两个线束模块按元件布局分别进一步细化制作,实现集束化、分类化,这样不但缩减了柜内线束制作周期,而且大大缩短了柜内布线接线时间,工艺瓶颈顺利解决,生产效率得以提升,通过跟踪5台车实际测量发现,在操作者熟练度一定提升后,工艺改善后布线接线作业周期约1.5天,效率大大提升。
4.2 切分工位,编制工序推移图
通过对工序作业标准工时测定,以满足均衡化生产为基础,对电器柜组装进行工位切分,分为元件预组装、小线布线、大线铜排安装及耐压试验、DITMCO试验四个工位,另设置三个辅助工位:铜排热缩、CPF及TRP组装、线槽制作,此三个工位与电器柜组组装线可并行作业。设计每工位作业节拍为1台/天,据此编制电器柜组装试验工序推移图,按推移图测算周期为5天。经过一周时间对组装现场工装、工具重新设计更新,完成了前期准备,自11号车起按设计工位进行生产,同时对工序推移图写实汇总,实际作业周期5天,生产节拍1台/天,与设计方案完全一致,与原始方案相比,生产周期缩短2天,实现了节拍化生产。
4.3 按工位划分编制标准作业指导书
针对现场作业缺乏规范标准、内外部返工问题日益严重,对作业指导书重新修订。首先,对原始版本作业指导书内容项点进行完善,细化充实,特别针对自动开关、万转开关、接线端子排等质量问题点突出的配件组装工序进行作业规范,新增纳入电器柜组装作业指导书;其次,查询相关标准,重新核对完善作业标准中的量化参数,同时修订作业记录卡片。现场操作评审,规范作业标准中定性指标并完善作业指导书;最后,对作业指导书按工位进行切分,组织操作人员进行培训,按作业标准编制工位作业自检记录卡片,工艺覆盖率达到100%,实现了工位化标准化作业,提升了产品质量。
4.4 优化完善物料管理
4.4.1 精益物流配送
物流公司商讨,决定实施精益物料配送,按照电器柜组装BOM表每台单台份配送。首先,根据组装BOM编制物料配送清单,按物料所属仓库及管库员进行细分,将配送清单划分为物流公司各库房子清单,明确配送台份为1台份,配送时间为上午8:30,确认交接人员;其次,以存取方便和安全吊运为原则,根据电器柜内元件外形尺寸及产品防护需求设计制作专用物料配送工装,通过物流公司配送牵引车实现精益物流配送。
4.4.1 工位物料BOM编制
物料保证是节拍化生产的关键因素,任何一个工位由于物料异常而停产都会影响整个组装生产线的运转,因此,将电器柜组装BOM按照各工位进行了切分,工位BOM中明确每个物料的物料编码、规格型号、设计数量以及原理图代号,便于操作人员能准确及时反馈物料异常,也便于管理人员对生产现场实施管控。
5. 总结及后续工作设想
通过上述优化整改,HXN5B机车电器柜组装工位制节拍化生产线基本建成,经过近两个月的生产运作,已实现预期目标,工艺流程清晰,工位切分合理,各工位产能相对均衡,产品质量显著提升,节拍化生产稳定。
后续阶段,将继续对电器柜组装生产线进行精益化改善,通过推行CTPM现场改善活动,号召员工积极参与提案活动,制作标准维持卡,建立自主维持机制;开展红牌作战,进一步提升5S管理水平;着重开展小团队活动,针对目前仍然存在的质量问题进行梳理,专项整改,以进一步提高产品质量;推行精益管理理念,提升公司管理水平。
