偏光片划线机的研制
2014-04-01洪小英
洪小英
(四川信息职业技术学院 机电系,四川 广元 628017)
1 偏光片生产背景
目前FPD 平板显示行业所使用的偏光片都必须做相应的标识或划线,附贴生产偏光片时必须严格按照偏光片的标识生产。一旦标识错误或者生产时未按照WI(工作指引)文件执行,那么显示屏的显示效果将会有明显的色彩差异或者完全不正常,乃至无任何显示。偏光片的种类繁多,有黑白型,CSTN 型,TFT 型,OLED 型等等,各类型显示屏都有自己的偏光片设计要求,尤其是对偏光片的吸收轴,透过轴,光学补偿膜角度有着特定的要求。目前,每个项目的划线标识方式不一致,有的项目采用打点标识,有的采用斜线标识,有的使用横线标识,还有的使用箭头标识;因此,附贴生产的方法也是不一样。生产经常因为标识的不一致而导致附贴生产出错,显示异常而返工返修,降低了生产的效率,增加了产品的成本。
2 偏光片标记现状
偏光片厂家通常都只生产大尺寸偏光片。使用厂家在使用前将大张偏光片按新的划线标识方法划线,再安排裁切成小片。现在的生产模式有两种:1)如图1 的手工附贴偏光片;2)如图2 的使用半自动贴片机的生产。用刚试产的“28 项目”、“35 项目”做过测试。在生产“28 项目”、“35 项目”各10 K,合计20 K 数量。附贴偏光片时,严格按照以下的新标准。
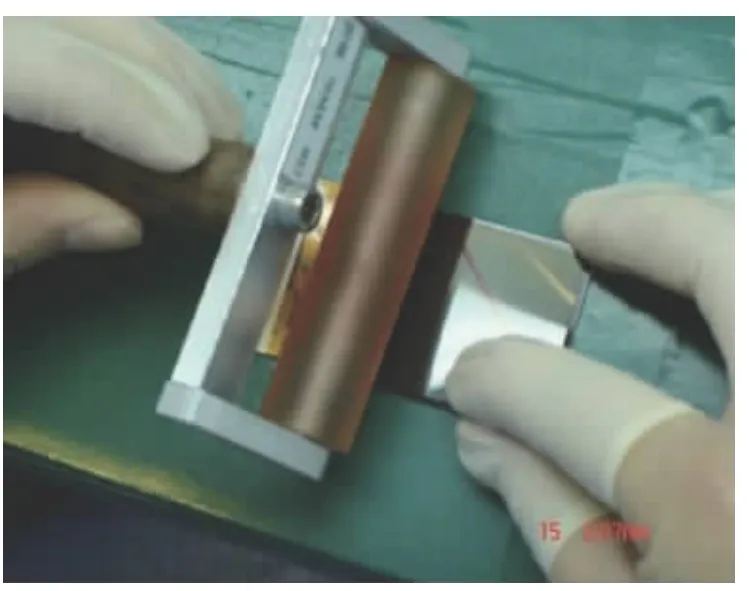
图1 手工附贴偏光片
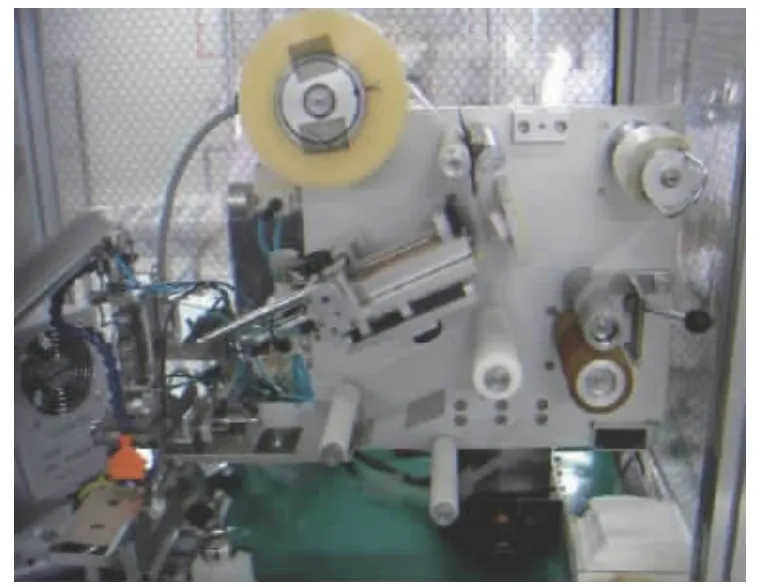
图2 半自动贴片机的生产过程
1)不能改变偏光片的固有属性及对应的设计标准。
2)不能改变偏光片的附贴生产工艺及条件。
3)新的划线标识方法及附贴生产必须易操作,且提高生产效率及产品优良率。
4)新的划线标识方法及附贴生产必须满足批量生产的要求。
在测试过程中,大张偏光片在切割前的划线标识易出错是最主要的问题。针对这个问题可以通过对偏光片切片组员工进行相应知识的培训及考核,让切片组严格按照图样划线及生产。为了增加切片组划线的效率设计了划线机。
3 划线机的结构设计
划线机需要高效,能一次画出多条线条,这就需要设计一款划线机,可以一次完成如图3 的划线效果。图4 是划线机的示意图,该划线机主要包括6 大部分结构。偏光片的底座,偏光片的定位机构、运动臂、运动臂支撑体、运动臂导轨以及油性笔固定装置。其中导轨和偏光片的定位机构均固定在底座上面。

图3 划线效果
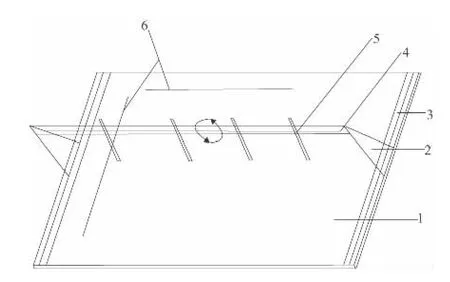
图4 划线机示意图
3.1 支撑机构
划线机偏光片的支撑机构,主要是有两个作用,一是放置偏光片,二是用来支撑整个设备。可以选择钢板或者电木板,要求该面光滑平整。整面做支撑是不合适的,故用角钢制造一个支撑底座,将电木板底座面板用螺钉固定在支撑底座上。
3.2 导轨和偏光片定位机构设计
导轨主要是用来限制运动臂的运动轨迹,导轨应与底座有一定的距离,以便于支撑体的滑动。故设计4 个轴承座,用螺钉安装在底板上,用以固定导轨,导轨和轴承座采用45 钢制造。轴承座的顶部用一颗固定螺钉限制导轨的位置。
偏光片在划线前需要准确的放置在电木面板上,在划线的时候需要准确的放置偏光片。由于偏光片有一定硬度和厚度,切片前多为长方形,并且尺寸并不是完全一致,因此只需要限定偏光片相邻的两条直角边,故设计了两块限位板,采用螺钉与底板连接,销钉定位,分别限定前面和左侧的位置。
3.3 运动臂滑动机构的设计
运动臂主要是加持油笔,带动油笔运动。运动臂主要有两大运动:1)沿着运动臂的导轨做直线运动;2)沿着运动臂的固定轴心做旋转运动。直线运动主要实现划线的轨迹。而沿轴心的旋转运动,主要是考虑油笔的安装和角度。偏光片厚度仅为0.4 mm,一般是一叠一起放置,画完一张,去除一张。运动臂的旋转,可以更方便地实现油笔的安装和高度位置的调整。采用两根压缩弹簧,放置在运动臂垫板和运动臂支撑体之间。弹簧自然状态时,保持运动臂成水平状态,安装油笔时,压住运动臂,使其可做10°~20°旋转。
3.4 油笔的夹持机构设计
要实现高效的划线,偏光片是每完成一张划线就需要取出,也就是说偏光片的竖直方向的位置是在不停地变化。油笔是通过 一个固定笔套夹持,在笔套上设计一颗紧定螺钉,以适用于不用直径的油笔安装。固定笔套用一个滑座连接固定在运动臂上,与竖直方向设计有一定的角度。在固定笔套和滑座之间设计一压缩弹簧,利用弹簧的弹力,让油笔在偏光片位置改变的时候,依然可以紧紧的贴住偏光片实现划线。

图5 划线机装配图
4 总体装配工作和效率测试结果
图5 为划线机样机的装配图,样机中设计了7 组油笔夹持机构,可根据实际的需要来确定油笔的数目,运动臂上有刻度尺,划线的间距可以根据实际需要来调整。调整好油笔的高度和间距,推动浮动手柄,使运动臂沿导轨运动,便可以快速的划线。此外在样机的机箱底部留出了电机的空间,可以后续开发由电机驱动的划线机。
完成样机后核算该样机的批量生产成本不足1 000元。利用样机生产“28 项目”,“35 项目”各10 K,合计20 K数量,测试效率比手动划线提高了8 倍。
5 结语
在追逐高效率和高品质的今天,传统的手工划线方法已经无法满足市场的需求。开发一种适用于中小尺寸偏光片的划线机,具有很好的市场前景。该设备结构简单、成本低,具有很好的操控性能,劳动强度不大,工作效率高。经过中试生产得到结论,该设备具有很强的推广意义。此外,该设备还可以用于其他一些需要划线标记的场合。
[1]高鸿锦,董友梅.《液晶与平板显示技术》[M].北京:北京邮电大学出版社,2007.
[2]黄子强.《液晶显示原理》[M](第二版).长沙:国防工业大学出版社,2008.