高精密标准镜头定心装调技术研究
2014-03-27左晓舟惠刚阳
左晓舟,姜 峰,张 燕,惠刚阳,刘 欣
(中国兵器工业第205研究所,陕西 西安 710065)
引言
随着计算机在光学设计领域的广泛应用,光学设计工作进入了一个新的阶段。目前,设计高质量的光学系统或镜头已不是一件十分困难的事情,真正影响光学系统最终成像质量的是制造误差,而这其中最重要的一项因素就是定心精度[1-3]。例如某国防光学计量标准镜头,主要用于对紫外OTF测量装置进行标定[4],属于高精密计量用元件,相较于普通光学系统,它要求更高的分辨力及成像质量,装调后要求其各镜组光轴之间的倾斜偏差≤5″,平移误差≤3 μm。本文针对高精密标准镜头的定心技术展开研究,提出了一种车削加工与计算机辅助装调相结合的高精度定心装调技术,对其原理及各项关键技术进行了逐一阐述,最终保证镜头的定心精度满足设计指标。
1 定心原理
该紫外传函标准镜头的光学系统由2片单透镜组成,每片透镜的表面镀有中心波长300 nm、透过率96%以上的紫外增透膜,要求装调后两片透镜之间的倾斜偏差≤5″,平移误差≤3 μm。
2块透镜光轴之间存在的中心偏差分为2部分:平移误差与倾斜偏差,如图1所示。在定心装调过程中,光轴倾斜偏差首先通过单个镜组的凹槽端面及平行隔圈进行初步保证,其后利用计算机模拟辅助装调的方式,微量修磨隔圈对倾斜偏差进行精调;而平移误差则通过镜框外圆的工艺孔来进行调整。具体操作过程如下:
图1 定心装调结构示意图Fig.1 Schematic diagram of centering alignment model
1) 镜组Ⅰ、镜组Ⅱ的定心车削。将镜组Ⅰ通过定中心工装装配到精密车床上,利用反射式定心法确定透镜光轴后精车凹槽A面,保证A面与光轴垂直度≤5 μm;同理定心精车镜组Ⅱ的凹槽B面,保证B面与光轴垂直度≤5 μm。
2) 根据光学系统间隔要求加工隔圈C,要求隔圈两端面的平行差≤0.01 mm。然后将镜组Ⅰ按图示装配关系装入镜组Ⅱ中,这样2块透镜光轴之间的倾斜偏差得以初步保证。
3) 在高精度中心偏测量仪上测量倾斜偏差值,结合各球心像点的空间坐标值,利用三维软件模拟光轴实际状态,定点定量微量修磨隔圈(研磨量不超过0.02 mm),使倾斜偏差控制在允差范围内。
4) 镜组Ⅰ与镜组Ⅱ之间灌封硅橡胶保证可靠性,在胶层固化过程中,利用高精度中心偏测量仪同时对4个透镜表面的球心像进行监控,通过镜组Ⅱ外圆的一圈工艺孔D调整镜组Ⅰ的径向位置,从而控制平移误差在允差范围内。
根据上述定心原理,制定了高精密标准镜头的定心装调工艺技术流程,见图2。
图2 高精密定心装调工艺流程图Fig.2 Process flow chart of high-precision centering alignment
2 定心关键技术
2.1 可调式镜组结构形式的设计
在传统的光学系统光机结构中,光学件与金工件的连接形式常采用滚边法、压圈法等固定形式[5-6],这些装配形式中各透镜之间不存在调整环节,多是通过透镜与镜筒之间径向的7~9级公差配合以及台阶面或压圈实现自定心,如图3(a)所示。 采用此类结构形式的光学镜头,各透镜之间平移误差超过0.1 mm,倾斜偏差为1′左右,远不能满足标准镜头的要求。为此,本项目设计了可调式的镜组结构形式,如图3(b),透镜固定在各自的镜框中形成一个整体,镜框与镜筒之间留有较大的间隙,通过工艺孔实现平移调整;倾斜方向利用可修的平行隔圈,在保证光学间隔的同时,实现各透镜之间倾斜偏差的调整。
图3 光机结构形式对比Fig.3 Comparison of different optical-mechatronics structures
2.2 定心工装的设计
在车削定心与装调定心过程中,需要利用合适的转接工装满足镜组与车床定中心夹具及中心偏测量仪之间的连接。为了保证车削与装调过程中的基准相对固定,所设计的转接工装必须连接可靠,否则在车床主轴转动过程及切削过程中就会出现松动及颤刀现象。为此设计加工了2种定中心接头,其结构如图4、5所示。其中车削定中心接头一端通过M50X1细牙螺纹与定中心夹具连接,螺纹配合公差等级选择7H,配合长度不小于20 mm;另一端设计了2组各4个螺纹孔,分别与镜组Ⅰ、镜组Ⅱ连接,装配时螺钉应带有防松弹垫。装调定中心接头设计有两组工艺孔,分别与中心偏测量仪转台及镜组连接,实现产品镜组的装调回转要求。
图4 车削定中心接头Fig.4 Tooling of centering by turning
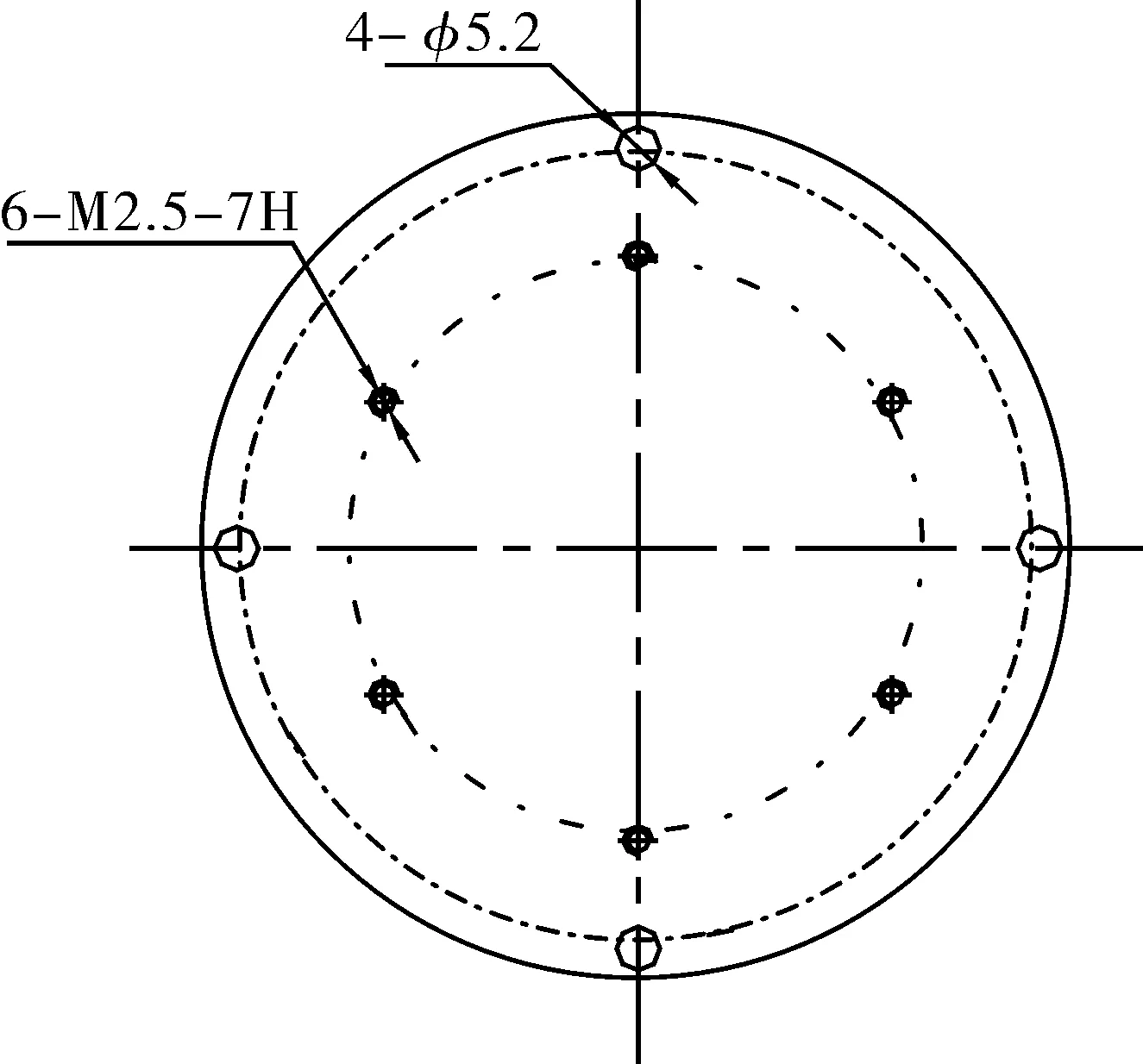
图5 装调定中心接头Fig.5 Tooling of centering by alignment
2.3 球心反射像位置的精确计算


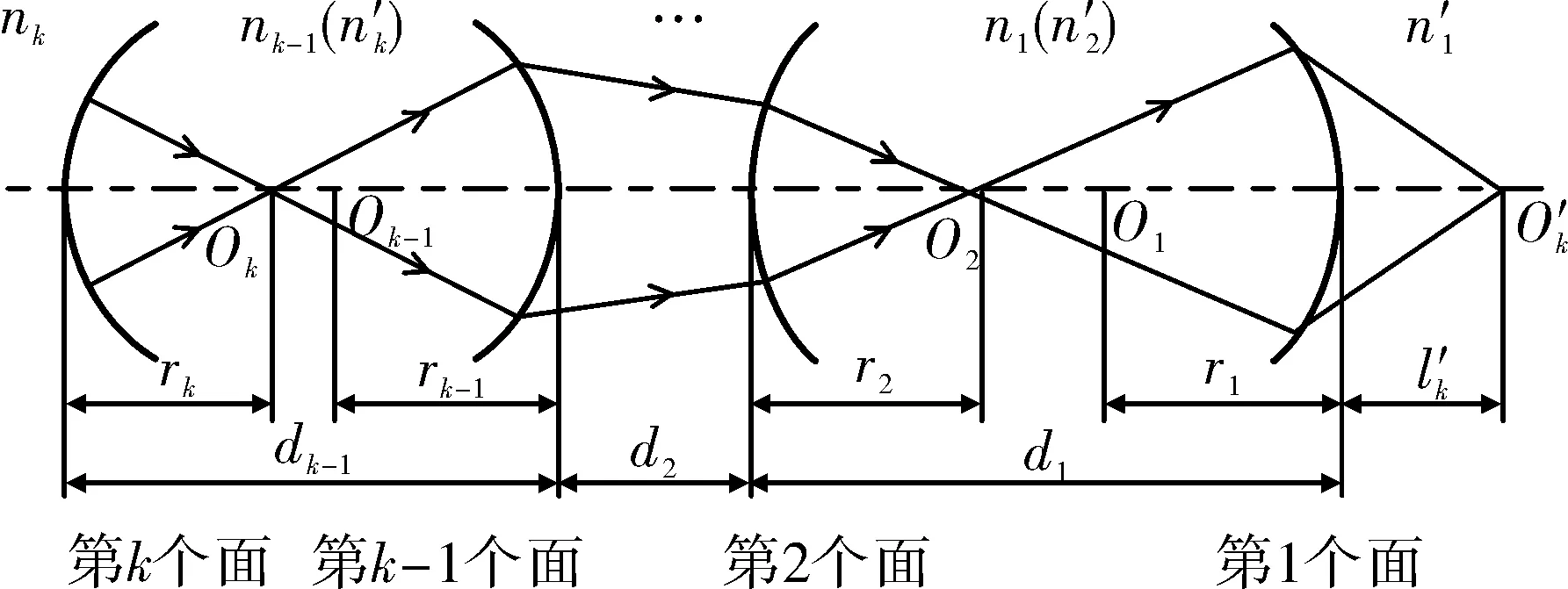
图6 多球面球心反射像光学系统图Fig.6 Optical system diagram of multi-reflection image in center
2.4 车削定心操作
1) 在定心调试过程中,需要利用平移与倾斜两个调整环节分别调节使单透镜2个面的球心反射像划圈变小,如果调整环节选择不当,会使2个像的划圈相互干扰,越调越大,效率很低。经过摸索和验证,总结出了一条合理的调试技巧:对于透镜来说,球心位置距离定中心夹具球摆的圆心位置较近的镜面用平移调节,较远的镜面通过倾斜环节进行调整。遵循该调试技巧,装调效率得到了明显的提升。
2) 该项目车削定心的精度直接决定着两镜组光轴之间的倾斜误差,为了提高车削定心精度,工艺上要求调试时利用内调焦对心器可变倍率的性能,首先用2倍的转像显微物镜找像并粗调使划圈变小,再更换5×或10×显微物镜精调,保证反射像划圈直径均≤5 μm,达到目前装调的极限水平。
3) 考虑到标准镜头的稳定性与可靠性,产品的镜框材料采用钛合金。钛合金材料的切削性能较差,在定心车削时容易出现光轴走动的现象。为此,工艺中制定了“粗调-粗车-精调-精车,全程监控”的加工路线,确保加工过程不会影响到镜头的装调精度,图7所示为车削定心过程示意图。
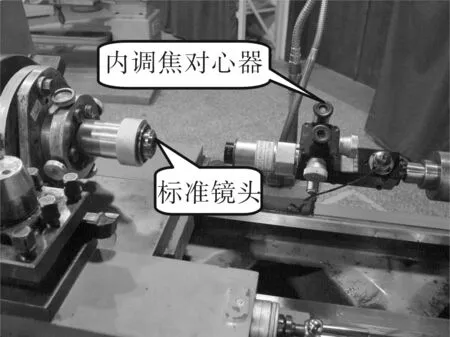
图7 车削定心Fig.7 Centering by turning
2.5 计算机辅助精密装调定心
车削定心过程仅仅初步保证了两镜组光轴之间的倾斜误差,装调定心才是该技术的核心。利用高精度中心偏差测量仪,结合计算机模拟辅助装调的手段,实现整个镜组的高精密装调定心。
对于倾斜误差,首先用仪器测量出车削定心后残余倾斜偏差值,该值在20″~1′之间。然后结合仪器给出的各球心像点的空间坐标值,利用三维软件模拟出光轴实际状态,如图8所示。此时可直观地看到两镜组光轴朝哪个方向偏,该如何调整。最后根据残余倾斜偏差值计算研磨量(不超过0.02 mm),定点定量修磨隔圈,使倾斜偏差在允差范围内。
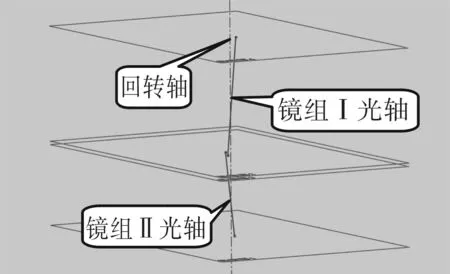
图8 光轴空间状态模拟Fig.8 Simulation of optical axis space state
对于平移偏差,需要同时监控测量2个镜组共4个面的球心反射像划圈情况,通过结构上预留的调整环节,使三轴重合(两镜组的光轴及中心偏测量仪回转轴),最终实现了产品预期的要求。图9、图10分别为中心偏差测量的示意图与球心像最终的划圈情况。
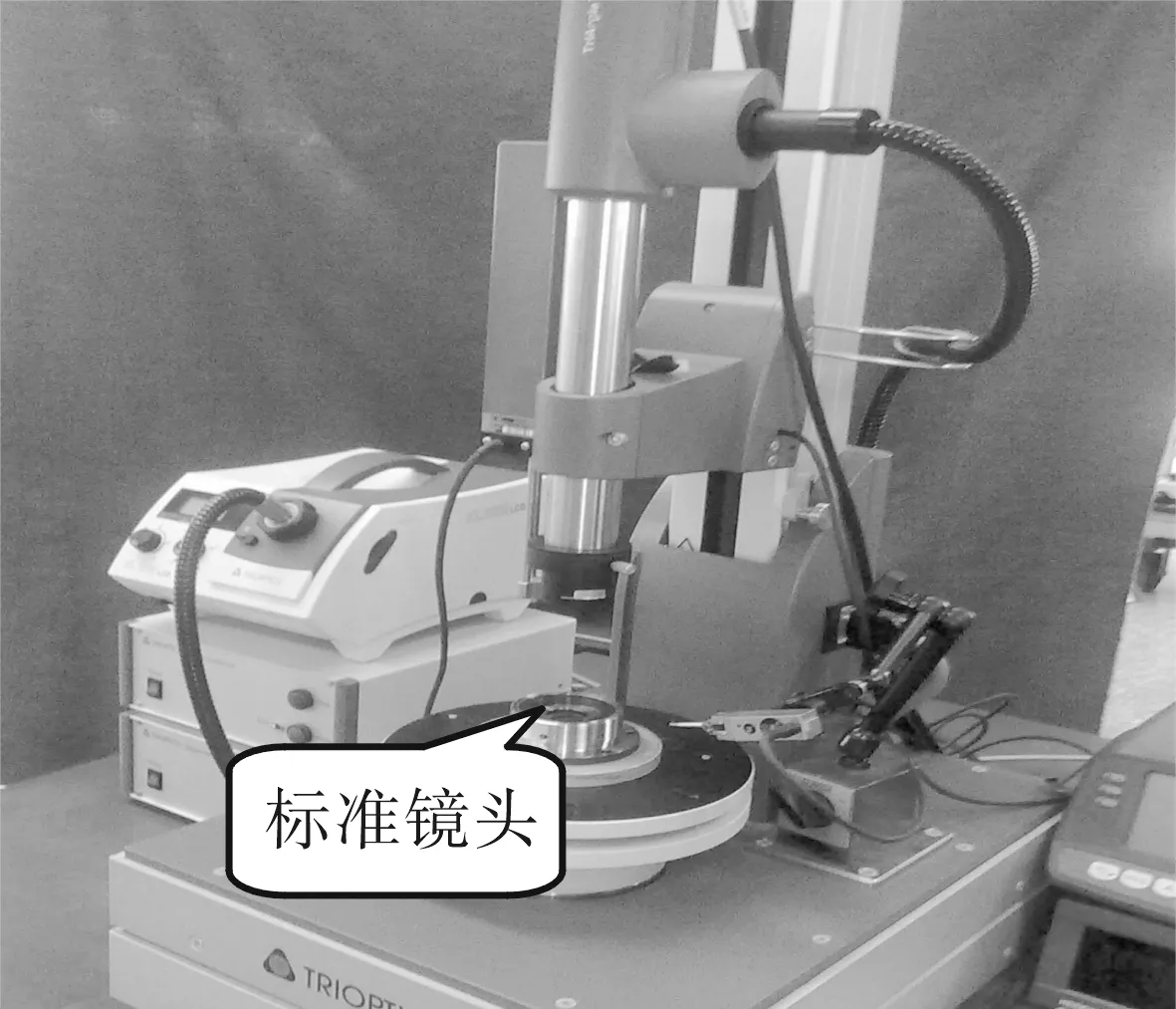
图9 中心偏差测量示意图Fig.9 Schematic diagram of center-errors measurement
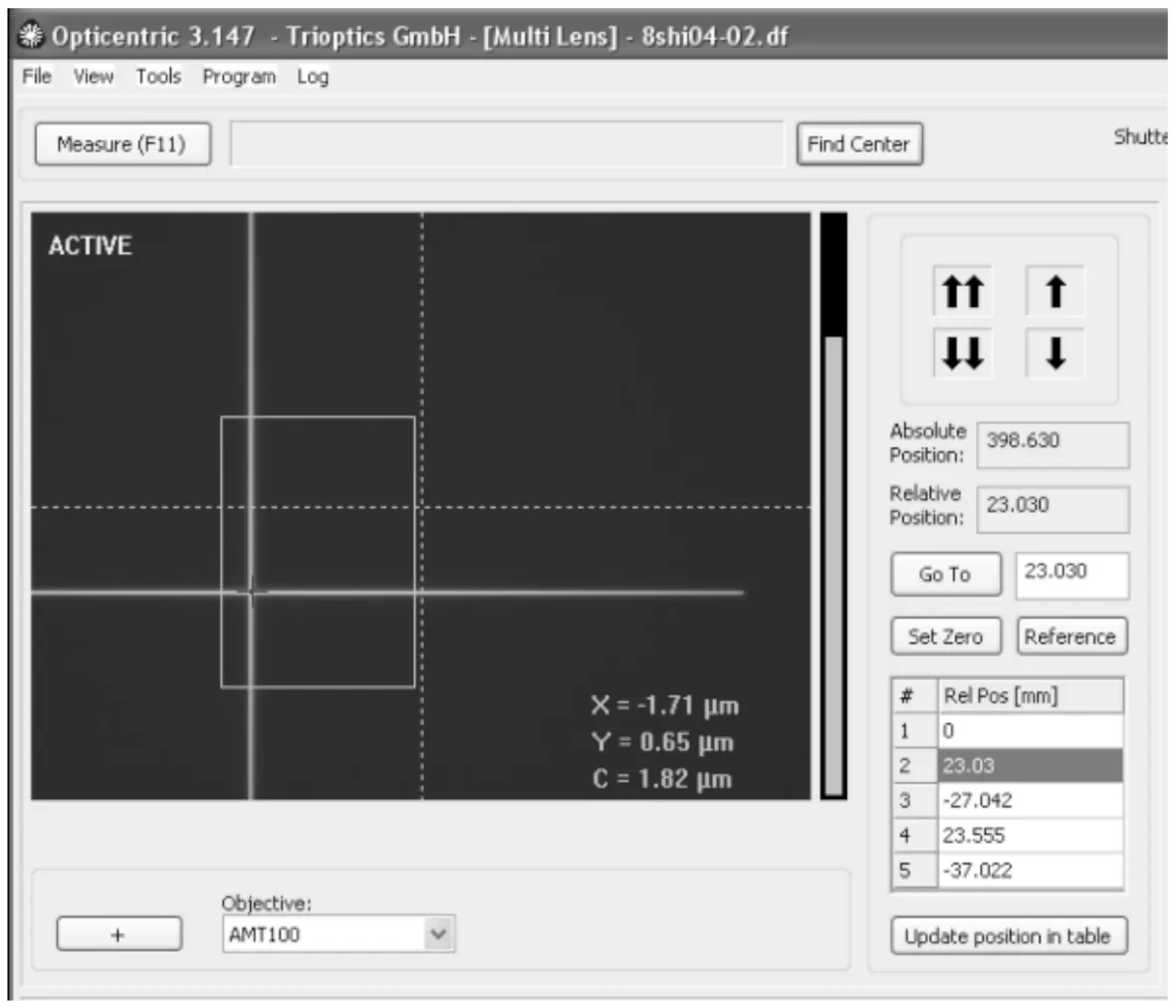
图10 球心像划圈Fig.10 Circle of center image
3 装调结果
应用该定心技术完成光机装调后,对10台产品的残余中心偏差进行测量,得到表1的测量结果。
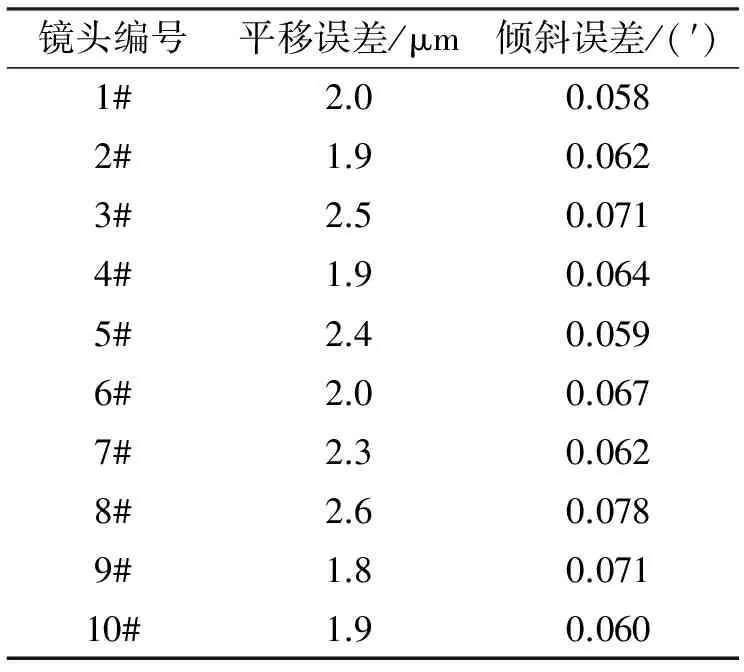
表1 中心偏差测量结果Table 1 Measurement results of center-errors
从表1可以看出,最终全部标准镜头的倾斜偏差均≤5″,平移误差≤3 μm,满足设计指标要求。
4 结束语
高精密标准镜头定心装调技术是以某紫外传函计量用标准镜头为研究载体,对传统的光学系统装调工艺技术进行了优化,利用高精度中心偏测量仪结合精密车床对光学系统进行“逐片”装调定心,在定心过程中采取了计算机模拟辅助装调及其他一系列手段提高精度及效率,对影响镜头中心偏的平移偏差和倾斜误差分别进行了控制,结果表明,运用该技术定心后,标准镜头各镜组间的倾斜偏差≤5″,平移误差≤3 μm。该定心装调技术可结合非球面、反射式光学系统的特点进一步优化,从而使其得到更广泛的应用。
[1] Wei Quanzhong. The research on confirm the center of objective lenses in the high performance optical system[D].Chengdu:University of Electronic Science and Technology, 2003.
魏全忠.高性能光学系统定中心研究[D].成都:电子科技大学,2003.
[2] Zeng Fushan. The research on automatic measuring of the decentration of optical lenses group[D].Wuhan: Huazhong University of Science and Technology,2007.
曾付山.透镜组中心偏自动化测量的研究[D].武汉:华中科技大学,2007.
[3] Dong Shi. The research on optical alignment machining and assembly technology[D].Changchun: Changchun University of Science and Technology,2012.
董时. 光定心加工及装配技术研究[D].长春:长春理工大学,2012.
[4] Yang Hong, Kang Dengkui,Jiang Changlu.Study of ultraviolet optical transfer function measurement equipment[J].Journal of Applied Optics,2013, 34(2):284-286.
杨红,康登魁,姜昌录.紫外光学传递函数测量装置研究[J].应用光学,2013,34(2):284-286.
[5] Duan Xueting.Research on consistency assembling and adjustment of coaxial optical system by the aid of computer[D].Beijing:Graduate University of Chinese Academy of Sciences,2006.
段学霆.共轴光学系统计算机辅助光轴一致性装调研究[D].北京:中国科学院研究生院,2006.
[6] Jiang Feng,Bai Bo,Zhang Jinliang,et al. Integration technology of stabilized electro-optical sight system[J]. Journal of Applied Optics, 2007,28(2):156-158.
姜峰,白波,张锦亮,等.光电稳瞄系统装调的关键技术[J].应用光学,2007,28(2):156-158.
[7] Zhang Quan,Luo Jinfeng. The measurement of decentration for reflective optical system[J]. Optical Instruments, 2008,30(5):6-7.
张泉,罗劲峰.反射式光学系统中心偏的测量[J].光学仪器,2008,30(5):6-7.
[8] Sugisaki K, Oshino T. Assembly and alignment of three aspherical mirror optics for extreme ultraviolet projection lithography[J]. SPIE,2000,3998:751-758.
[9] Kumler J J,Affiliation N M.Alignment technique for precision optical assemblies[J].SPIE,1993,1996:67-76.
[10] Zhang Yimo.Applied Optics[M].3rd ed. Beijing:Publishing House of Electronics Industry,2008.
张以谟.应用光学[M].3版.北京:电子工业出版社,2008.
