基于液态光固化成型机光敏树脂补偿系统的研究
2014-03-26陈建刚张昌明赵知辛韩万龙
陈建刚, 张昌明, 赵知辛, 韩万龙
(1.陕西理工学院 机械工程学院, 陕西 汉中 723003; 2.西安长庆科技工程有限责任公司, 陕西 西安 710018)
0 引 言
快速成型制造技术是20世纪80年代中期发展起来的一项高新技术,它可直接根据计算机辅助设计(Computer-Aided Design,CAD)的图形数据制造出具有任意复杂形状的新产品模型,无需任何模具、刀具和工装,实现新产品开发的“无模制造”,大幅度缩短新产品的研发周期,降低成型件的加工成本、提高成型件的加工质量。目前快速成型技术的工艺方法已有十余种,其中光固化成型法(Stereo Lithography Apparatus,SLA)、叠层实体制造法(Laminated Object Manufacturing,LOM)、激光选区烧结法(Selective Laser Sintering,SLS)和熔融沉积法(Fused Deposition Manufacturing,FDM)得到世界范围内的广泛应用。
20世纪70年代末到80年代初,Charles W.Hll在美国的UVP公司支持下,研发了光固化成型的完整系统SLA-1,这是快速成型(Rapid Prototyping,RP)发展的一个历程碑。光固化成型法也是最早出现的快速原型制造工艺,为新型产品的造型分析提供必要的研究依据。光固化成型机也存在一些亟待完善的问题,如液槽的光敏树脂更换成本高、刮板拉伤已固化的成型表面、液槽中静止的光敏树脂粘度增大、光敏树脂连续微量补偿的可靠性等。本文对成型机光敏树脂的微量补偿问题进行研究,提出了一种改造后的光敏树脂的连续循环补偿系统,通过该系统的应用与实践,较好地提高了光固化成型机的加工效率,减少光敏树脂的损耗,降低成型件的加工成本,提高了光敏树脂微量补偿的可靠性。
1 光固化的成型过程

图1 光固化成型过程流程图

1—工作液槽;2—托板;3—工件;4,5—振镜;6—激光束;7—激光发生器图2 光固化成型过程示意图
液态光固化成型机成型的全过程一般分为前处理、分层叠加成型和后处理三个主要的步骤。图1为光固化成型过程流程图。首先对需要加工的成型件进行CAD建模,再进行分层处理,导入Magics9.55进行成型件的加工。
具体成型过程就是采用液态光敏树脂为原材料,在计算机的控制程序控制下,激光发生器产生特定波长与强度的紫外激光束,逐层对液态树脂表面进行扫描,使其扫描点产生光聚合反应,经过点到线、线到面的成型过程,形成零件的一个厚度为0.1 mm的层面,当一层固化完后,工作台向下移动,在原先固化好的树脂表面进行树脂的涂层处理,进行下一层树脂的扫描固化。新固化的一层牢固粘在前一层上,如此往复直到完成整个零件的加工。
图2为光固化成型过程示意图。当零件加工完成后,工作托盘将已加工完整的成型工件升出液体树脂表面,再对成型件进行后续处理工艺,如采用乙醇进行清洗、去除支撑、二次固化等工艺,即可实现整个零件的成型过程。
光固化的成型工艺的特点:原型件精度高,零件强度和硬度好,可制出形状特别复杂的空心零件,具有很强的柔性化模型生产功能,可随意拆装,是间接制模的理想方法。缺点是需要支撑,树脂收缩会导致精度下降,因此,在零件成型加工过程中,需要不定量的连续补偿工作液槽中光敏树脂的体积收缩量。
2 光敏树脂及特性
2.1 光敏树脂
光敏树脂(Ultra Violet,UV)由聚合物单体和预聚体组成,其中加有光(紫外光)引发剂(或称为光敏剂),在一定波长(250~300 nm)的紫外光照射下会发生聚合反应,完成固化。在国外,液态光固化成型机常用的光敏树脂有3类,即自由基型光敏树脂、阳离子型引发聚合的光敏树脂及紫外激光固化快速成型光敏树脂,其中自由基型光敏树脂常见的主要有3种:①环氧树脂丙烯酸酯,具有聚合快、聚合强度高的特点,但脆性大,易泛黃;②聚酯丙烯酸酯,具有流平和固化性能好的特点;③聚氨酯丙烯酸酯,具有柔顺性和耐磨性好的特点,但聚合速度慢。阳离子型引发聚合的光敏树脂与自由基光敏树脂比较优点如下:①固化收缩率低,约2%~3%,而丙烯酸类的自由基树脂的收缩率约为5%~7%;②粘度低,加工好的成型件易于排净多余的液态树脂;③成型件精度高、强度大,可直接用于注塑模具。
我国的紫外激光固化快速成型光敏树脂基本上依赖进口美国Huntsman公司和DSM SOMOS公司,其价格昂贵,每千克高达1 200元人民币。为了研发紫外激光固化快速成型光敏树脂,通过对美国DSM SOMOS公司的SOMOS11120树脂的研究,西安交通大学研发出低粘度的国产光敏树脂SPR和CPR系列,该系列中应用较为广泛的有SPR4000、SPR4000B及SPR6000。
2.2 紫外激光固化成型光敏树脂
根据紫外激光固化快速成型原理,该类成型机设备所用光敏树脂应具备以下特点:①粘度低,低粘度树脂有利于成型中树脂能较快流平;②固化收缩小,光固化树脂在由液态转化为固态的过程中会产生内应力收缩,这种收缩会引起成型件的变形、翘曲、开裂等缺陷,使成型件的精度降低;③溶胀小,成型件在液态的树脂中的溶胀会造成零件尺寸偏大;④对光的敏感度高,即所吸收波长的范围要窄,以提高成型件的精度;⑤树脂粘接性强,以保证后固化过程中不产生层间剥离;⑥成型过程中固化速率高,以提高生产效率;⑦液态光敏树脂要有良好的贮存稳定性,一般贮存有效期至少应1年;⑧毒性小,以利于操作者的健康和降低环境污染;⑨成本低的成型件,以利于实现商品化。紫外激光固化快速成型所需光敏树脂,需要同时具有以上这些特点,致使其光敏树脂研究和开发具有一定的难度。
3 光敏树脂补偿系统设计
液态光固化快速成型机工作过程中,需设计一个光敏树脂动态循环补偿系统,来解决工作液槽的光敏树脂的体积超过规定的高度或低于规定高度对成型件加工质量的负面影响。
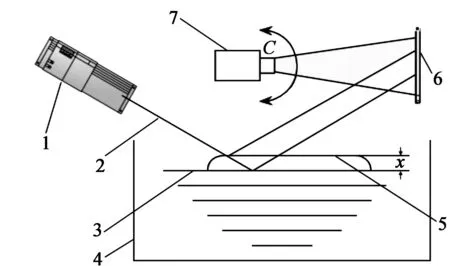
1—激光器;2—激光束;3—光敏树脂液面;4—工作液槽;5—凸起液面;6—白板;7—CCD摄像机图3 SLA光敏树脂液面 检测系统示意图

1—刮刀;2—直线导轨;3—工作液槽;4—暂存液槽;5—直流电机;6—齿形带;7—飞轮;8—弹性微液流三角形;9—溢流壁面图4 SLA快速成型机光敏 树脂补偿机构
3.1 SLA光敏树脂液面检测系统
检测原理是将一条线光源照在工作液槽液面上,经工作液槽光敏树脂液面反射后,对其成像进行处理来检测液面的平整度,如图3所示为检测原理示意图,主要用于光敏树脂液面高低点液位的测量,x的大小反映出光敏树脂液面高低点的液位差y的大小,并且满足y=x/2,所以只要知道x,也就知道y的大小,即液位差,从而给控制系统一个补偿信号,来实现光固化快速成型机的工作液槽光敏树脂的自动补偿。
3.2 SLA光敏树脂循环补偿机构
根据光敏树脂的特性,结合光固化成型机的工作全过程,为改造光敏树脂的微量循环补偿系统,借鉴“木桶原理”的思路进行工作液槽的设计,盛水木桶是由多块木板箍成的,盛水量也是由这些木板共同决定的。若其中一块木板很短,则此木桶的盛水量就被短板所限制。这块短板就成了这个木桶盛水量的“限制因素”(或称“短板效应”)。按照此原理可以很好地解决光敏树脂补充过量的问题,即将树脂槽的一个侧面高度相对其余三个侧面的高度降低一定的尺寸,当树脂液槽的补偿过量时就会通过此侧面溢出,从而保持整个树脂槽液面的恒定,同时要将该溢流侧面设计成斜面,以延缓光敏树脂的溢流速度,减小工作液槽的液面波动。图4所示为SLA快速成型机光敏树脂的循环补偿机构。一个装有光敏树脂的立方体工作液槽,工作液槽的端面上安装有直线导轨和液面刮板,一个带圆形矩阵排列孔的升降方形薄板托盘位于工作液槽中,支撑被加工的成型件,矩形暂存液槽与工作液槽共用一个带有斜边的溢流壁面,飞轮的驱动装置安装在矩形暂存液槽的外壁面。
该液态光固化成型机光敏树脂补偿系统工作过程:当工作液槽的光敏树脂的液面高于限位高度时,工作液槽的光敏树脂就会逐渐漫过带有斜边的溢流壁面进入暂存液槽中,相反,当工作液槽的光敏树脂的实际高度低于预定的高度时,通过液位检测系统的输出电压经数据采集后输入计算机,控制程序利用控制算法和输出电压的变化量就能间接地算出液面的变化量,然后把信息传给控制系统,从而驱动电动机通过齿形带给飞轮以一定的转速匀速运动,通过匀速转动的飞轮外圆周面和弹性的微液流三角形可将暂存液槽的光敏树脂转移到工作液槽中,如此反复循环,即可实现光敏树脂的循环流动,同时在飞轮的前端安装一个带有竖直金属挡板的弹性的微液流三角形,作用在于对液态光敏树脂进行导流,通过竖直金属档板可以延缓光敏树脂的流速,以减小工作液槽中光敏树脂液面的波动对成型工件加工精度的影响。
本液态光固化快速成型补偿系统能够保持光敏树脂的微量循环流动,减小紫外光对静止状态光敏树脂的散射作用,避免聚合反应造成光敏树脂粘度变化。
4 总 结
通过光固化成型机的光敏树脂补偿系统的设计与研究发现:
(1)光固化成型机工作液槽中的光敏树脂需要连续的、不定量的微量补偿;
(2)光敏树脂需要不断微动和交替循环的过程,减小紫外光对静态光敏树脂的散射,有效避免液态光敏树脂粘度的变化,提高光敏树脂的利用率;
(3)光固化成型机的补偿系统中的直流电机通过齿形带与飞轮连接后,整个工作液槽的微震动减小,从而改善成型件的加工精度。
[参考文献]
[1] KRUTH J P.Material incress manufacturing by rapid prototyping techniques[J].Annals of CIRP,1991,40(2):603-614.
[2] RENAP K,KRUTH J P.Reooating issues in stereolithogrphy[J].rapid prototyping Journal,1995,3(1):4-16.
[3] JOON Park,MICCHAEL J Tari,THOMAS Hahn H.Characterization of the laminated object manufacturing(LOM) process[J].Rapid Prototyping Journal,2000,6(1):36-49.
[4] 赵万华.激光固化快速成型的精度研究[D].西安:西安交通大学,1998.
[5] 武殿梁,丁玉成,洪军.光固化快速成型过程中零件变形的数值模拟[J].西安交通大学学报,2001,35(3):307-311.
[6] 叶世栋,李耀棠.激光固化快速成型的树脂液面控制与涂覆[J].机电控制技术,2001,40(5):93-94.
[7] 吴懋亮,赵万华,李涤尘,等.光固化快速成型树脂涂层厚度的研究[J].西安交通大学学报,2002,36(1):47-50.
[8] STEVE Upcraft,RICHARD Flecher.The rapid prototyping technologies[J].Assembly Automation,2003,23(4):318-330.
[9] KRUTH J P,WANG X,LAOUI T,et al.Lasers and materials in selective laser sintering[J].Assembly Automation,2003,23(4):357-371.
[10] 赵毅.激光快速成型中光敏树脂特性的实验研究[J].高分子材料科学与工程,2004,20(1):36-39.
[11] 洪军,唐一平,卢秉恒,等.光固化快速成型中零件非水平下表面的支撑设计规则研究[J].机械工程学报,2004,40(8):155-159.
[12] 杨媛丽,王永祯,王爱玲.光固化快速成型中光敏树脂固化机理研究[J].材料开发与应用,2006,21(6):8-10.
[13] 路平,王广春,赵国群.光固化快速成型精度的研究及进展[J].机床与液压,2006(5):206-210.
[14] 黄笔武.SOMOS11120型光敏树脂粘度测试、红外光谱表征及光敏性研究[C]//第九届中国辐射固化年会论文集,2008.
[15] 李涤尘,吴婧,乐光,等.一种压制式光固化快速成型再涂层装置:中国,201110151607.6[P].2011-12-21.
[16] CHOI Jae-won,FRANCISCO Medina,CHIYEN Kim,et al.Development of new metal polymer materials for rapid tooling using Fused deposition modelling[J].Journal of Materials Processing Technology,2011(7):424-432.
[17] DANIEL Rayneau-kirkhope,MAO Yong,Farr Robert,et al.Remote rapid prototyping manufacturing network using optimization recurrent hidden Markov models[J].Journal of vibration and control,2012,18(14):2122-2128.
[18] YUEN Po Ki,VASILIY N Goral.Low-cost Rapid Prototyping of Whole Glass Microfluidic Devices[J].Science and Technology,2012(10):1288-1292.
