极低温钢用Ni基合金焊条①
2014-03-23何少卿刘昕王辉刘凤来编译
何少卿,刘昕,王辉,刘凤来 编译
(1.锦州市特种设备监督检验所,辽宁锦州121000;2.唐山鸿鹏焊业有限公司,河北 唐山063020)
0 发明概述
极低温钢焊接用镍基合金焊条用于极低温钢建造的LNG、LEG等储罐的焊接。镍基合金焊缝金属具有容易产生凝固裂纹、液化裂纹等热裂纹(以下称微裂纹)的特征。为了改进镍基合金焊缝金属的抗裂性能,在特開昭53-37555号公报中报道了使用Ni-Cr系焊芯,在焊芯或药皮中添加Ta元素控制药皮中含水量,来改善焊缝金属微裂纹的焊条。
然而,由于近年来LNG和LEG需求的持续增加,随着储罐的大型化,使用40~50 mm的极厚板进行多层多道焊接施工建造储罐。在这样的多层多道焊接中,即使使用特開昭53-37555专利的改善抗微裂纹性能的焊条,在后道的热影响区也产生微裂纹,抗裂性能不充分。此外,现在追求高品质、长寿命的储罐,希望开发即使多层多道焊,也难以产生微裂纹,即使产生微裂纹时,微裂纹处也不产生龟裂,具有抵抗塑性龟裂扩展的特性,即研制了焊缝金属CTOD特性优良的焊条。
为了解决上述课题,对焊芯和药皮组成进行各种研究,焊条中不含有Si、Nb时,具有良好的抗微裂纹性能。但是,从焊缝金属力学性能的观点出发,为了确保焊缝金属抗拉强度,焊条中的Nb不应过低。作为添加Nb的方法,从药皮中添加比从焊芯中添加减少偏析,抗微裂纹效果更有效。为了具有良好的CTOD特性,认为焊条中Si、Nb含量控制到较低的程度为好。
根据上述的开发理念和见解,极低温钢焊接用镍基合金焊条的特点如下。
Ni-Cr基合金焊芯中含有55% ~75%Ni,10% ~18%Cr,0.5% ~2.5%Nb,余量为 Fe 和 Mn、Mo、Ti以及不可避免的杂质;药皮中含有20% ~45%金属碳酸盐,10% ~30%金属氟化物,由硅酸盐、硅酸盐化合物和粘结剂中换算成的 Si为1.0% ~2.5%,而且,焊条中 Si=焊芯中的Si+0.1(药皮中的Si)≤0.5%,焊条中Nb=焊芯中的 Nb+0.5(药皮中的 Nb):1.5% ~3.5%,焊条中Si+焊条中Nb≤3.15%。
1 发明的内容
Ni是构成焊缝金属的主要成分,形成奥氏体组织。为了确保极低温状态下焊缝金属的拉伸性能、塑性、韧性等基本特性,Ni含量必须大于55%,如果是75%更为充分。因此,Ni含量为55% ~75%。Cr是确保熔敷金属抗拉强度的主要元素,为了满足要求,必须大于10%,如果18%更好。因此,Cr含量为10% ~18%。
焊缝金属中含有一定量的Nb,不仅可以从药皮中,而且还可以从焊芯中添加,这是发明的基本条件。Nb是降低焊缝金属中氧含量,提高塑性和强度的有效成分,必须大于0.5%,超过2.5%时,在冷却过程中Nb容易与C、S形成低熔点化合物。形成的低熔点化合物在晶界偏析,成为裂纹源,抗微裂纹性能恶化,CTOD特性恶化。因此,Nb含量控制在0.5% ~2.5%范围。
药皮组成的控制。金属碳酸盐高温分解产生气体,隔断空气侵入电弧中,由于保证了电弧气氛是高碱性,防止降低焊缝金属塑性和产生缺陷,熔渣有合适的粘度和流动性,确保优良的焊接工艺性能。所以,金属碳酸盐必须大于20%,超过45%时,脱渣性能和焊道外观不好。因此,金属碳酸盐为20% ~45%。金属碳酸盐是指碳酸钙、碳酸钡、碳酸锂、碳酸锰、碳酸镁等。
金属氟化物与金属碳酸盐一样,高温分解产生气体,隔断空气侵入电弧中,有效地降低焊缝金属中的氧含量,提高塑性和韧性。此外还具有合适的熔渣粘度和流动性,确保了焊接工艺性能,有效改善脱渣性能。因此,金属氟化物必须大于15%。超过30%时,电弧不稳定,焊接工艺性能恶化。因此,金属氟化物15% ~30%。金属氟化物是指萤石、氟化铝、氟化镁、冰晶石、氟化钠、氟化锆、氟化锂、氟化钡和氟化钾等。
药皮中Si换算值的控制。控制由药皮中的石英、硅灰石等硅酸盐化合物及硅酸钠和硅酸钾粘结剂等中的SiO2换算成的Si是发明的基本条件之一。Si换算值对焊条脱渣性能有良好的影响。对于微裂纹,Si与焊缝金属中的C、Nb容易形成低熔点化合物,是产生微裂纹的原因。为了获得良好的脱渣性能,Si含量必须大于1.0%,超过2.5%时,抗微裂纹性能不好。因此,药皮中的Si换算含量为1.0% ~2.5%。
焊条中Si系数和Nb系数的控制。焊条的Si系数[焊芯中Si含量+0.1(药皮中的Si含量)]与产生微裂纹有很大的关系,如图1所示。Si系数大时容易产生微裂纹,系数大于0.5时,微裂纹增加,系数小时,有改善产生微裂纹的倾向。因此,焊条中Si系数控制在0.5以下。
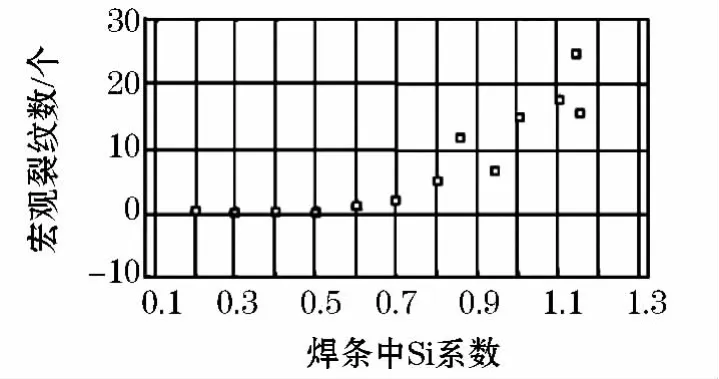
图1 焊条中Si系数与微裂纹的关系
焊条的Nb系数[焊芯中的Nb含量+0.5(药皮中的Nb含量)]与产生微裂纹有很大的关系,如图2所示。Nb系数大时容易产生微裂纹,系数大于3.5时,微裂纹增加,系数小时,产生微裂纹的倾向小。焊条中Nb系数对焊缝金属的抗拉强度也有影响,如图3所示。LNG和LEG储罐焊接时,熔敷金属抗拉强度要求大于660 N/mm2,为了满足这个要求,Nb系数必须大于1.5,因此,焊条中Nb系数控制在1.5% ~3.5%范围。
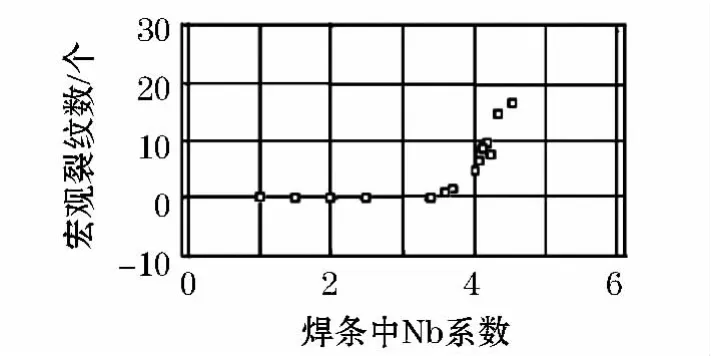
图2 焊条中Nb系数与微裂纹的关系
控制焊条中Si系数与焊条中Nb系数之和小于一定值是发明基本条件之一。焊条中Si系数与焊条中Nb系数之和与抵抗塑性破坏特性(CTOD值)有关,如图4所示。焊条中Si系数与焊条中Nb系数之和超过3.15时,大幅度降低CTOD值。因此,焊条中Si系数与焊条中Nb系数之和控制在3.15以下。

图3 焊条中Nb系数与熔敷金属强度的关系
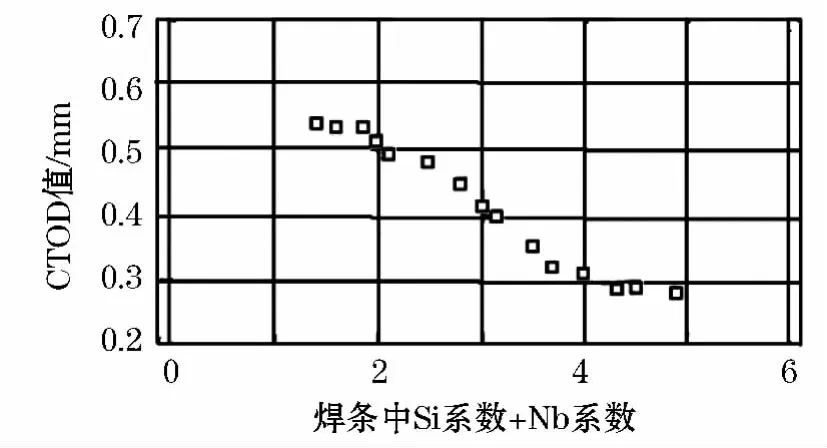
图4 焊条中Si系数与Nb系数之和与CTOD特性的关系
焊芯中的Mo是有效提高强度的元素,过多添加降低塑性。因此,Mo含量最好为1.0% ~4.5%。Ti有效降低焊缝金属中氧含量,提高塑性,提高抗气孔性能,过多添加时,抗裂性能恶化。因此,Ti含量最好为0.1% ~0.5%。Mn是有效提高提高塑性的元素,添加过多时,韧性差,因此,Mn含量最好为0.9% ~2.7%。
为了得到优质的焊缝金属,药皮中添加金属Al、Fe-Al等脱氧剂,为了得到具有某些特性的焊缝金属,添加适量金属铬、Fe-Cr、金属锰、Fe-Mn、金属钼、Fe-Mo、金属镍、金属钨等金属粉末,在药皮中添加氧化钛作为造渣剂,不损害发明的特征。但是,合金剂配比量过多时,焊缝金属的成分容易不均匀,所以,添加量控制在30%以内。
2 实施例
表1是焊芯化学成分。焊芯是经熔炼、锻造、压延和拉伸后,切成φ4.0 mm×350 mm规格而制成。表2是药皮组成。试验焊条使用表2所示的药皮组成以25%~35%的药皮重量系数涂覆到表1所示是焊芯上,经400~450℃烘干60 min制造。表3是焊条的试验结果。在图5所示的9%Ni钢试板上,以140 A焊接电流(交流)15~18 cm/min的焊接条件,在平焊位置每层焊接6~7道,堆焊10层,从堆焊金属的最后层表面磨削1 mm,使用液体渗透对表面进行探伤检验,检查微裂纹。同时检查电弧状态、飞溅、脱渣性能、焊道形状等焊接工艺性能。当电弧状态、飞溅、脱渣性能、焊道形状等全部良好时为焊接工艺性能良好,以外的为不良。
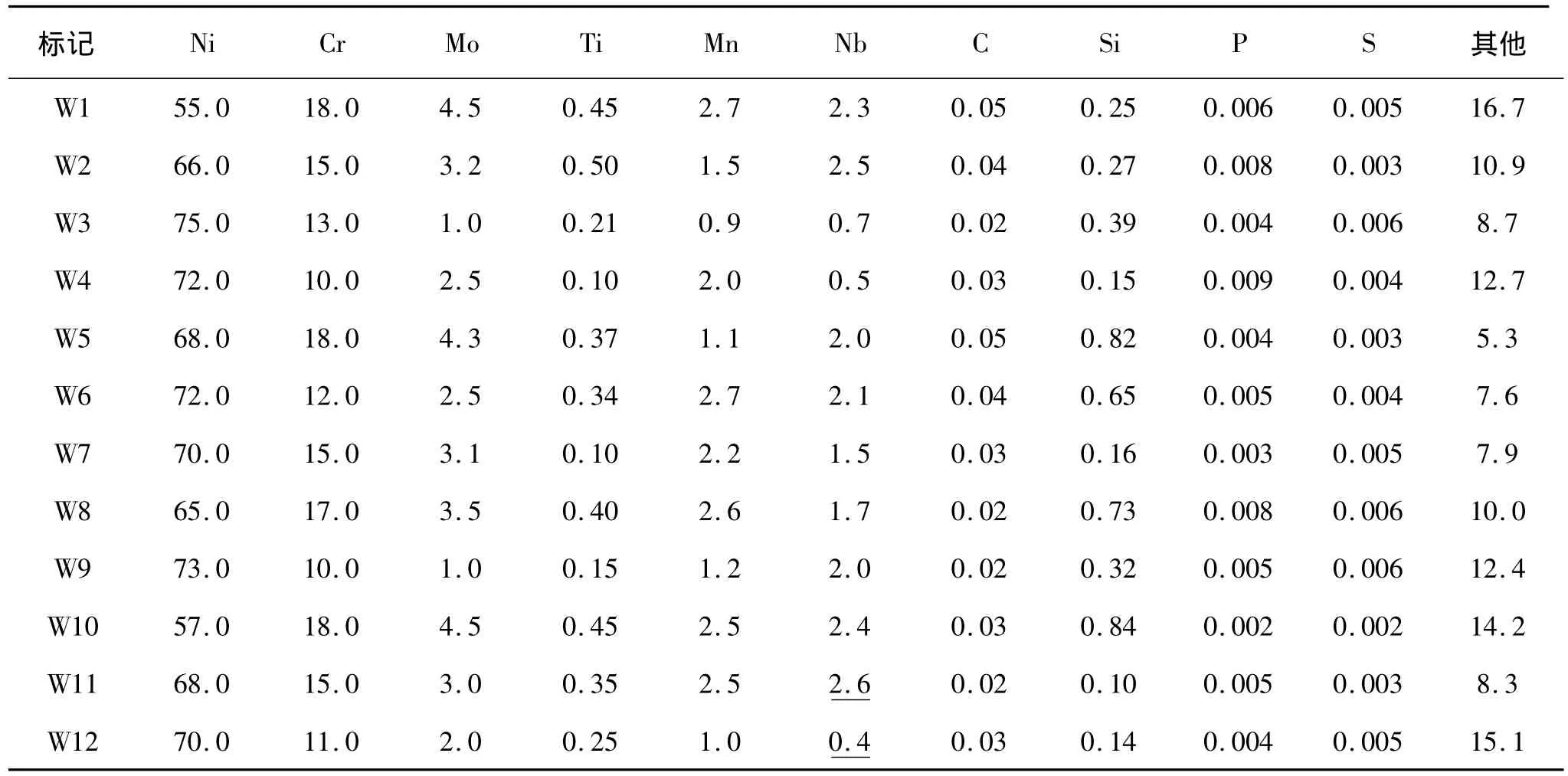
表1 焊芯化学成分(质量分数,%)
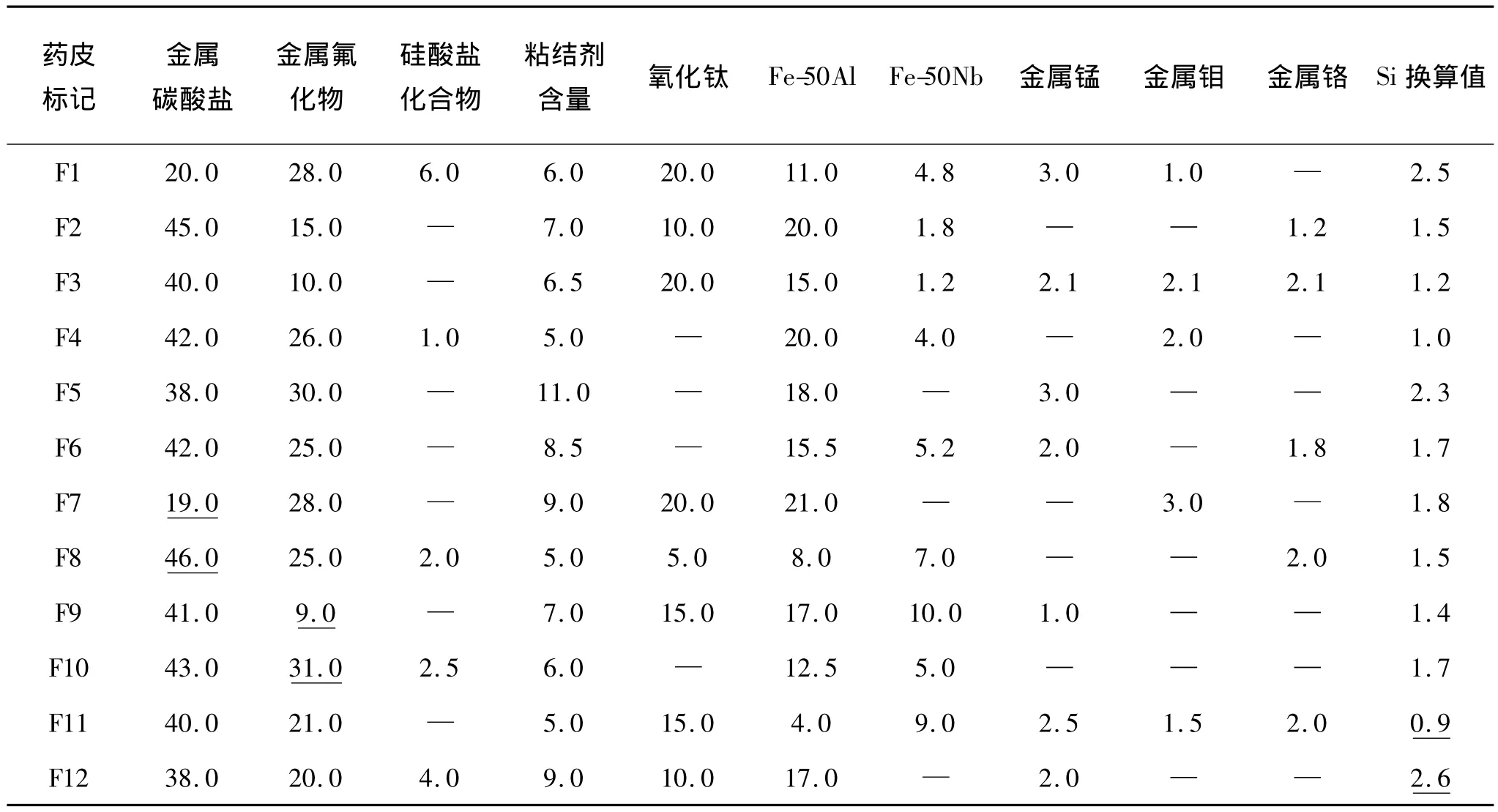
表2 药皮组成(质量分数,%)

表3 试验结果
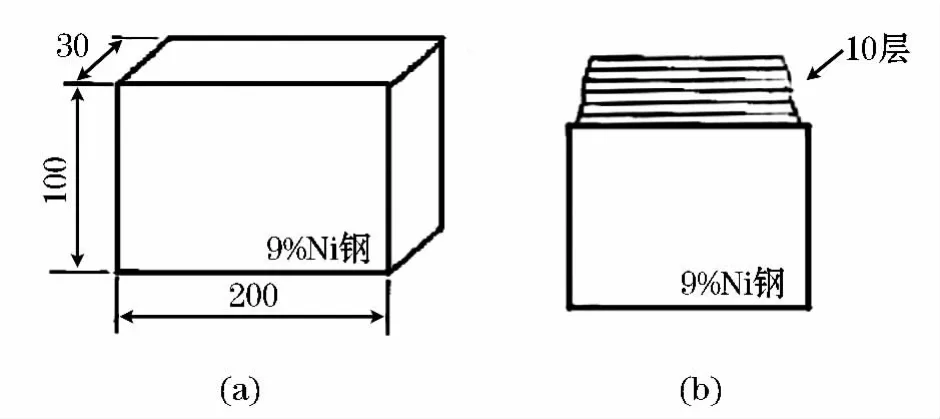
图5 实施例中抗微裂纹性能的试板示意图
在图6所示的9%Ni钢坡口内,以120~130 A焊接电流(交流)4~7 cm/min的焊接条件,进行立对接焊后,截取试样,按照BS5762—79的CTOD试验标准进行-198℃试验。CTOD值大于0.4 mm为良好,CTOD值小于0.4 mm的为不良。抗拉强度按照JIS Z3225熔敷金属性能试验标准进行检测,抗拉强度应大于660 N/mm2要求,其结果见表3。
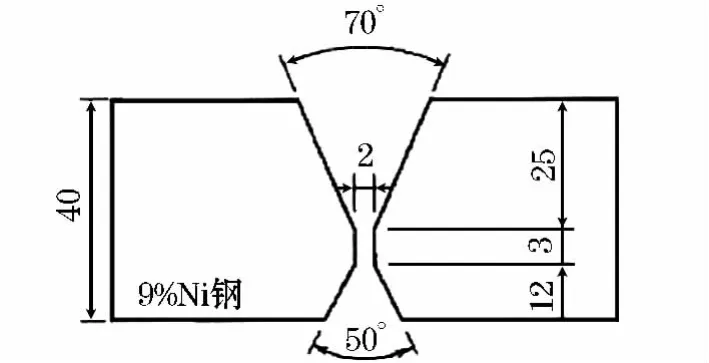
图6 实施例中CTOD试验用的坡口形状
综合评定,全部满足要求时标记为○,如果有1个不满足标记为×。标记1~8发明焊条获得了优良的抗微裂纹性能、CTOD特性、熔敷金属和焊接工艺性能。
比较例中的标记9焊条,由于焊条中Nb系数高,抗微裂纹性能差;由于焊条中Si系数与Nb系数之和高,CTOD特性差。标记10焊条,由于焊条中Si系数与Nb系数之和高,CTOD特性差。
标记11焊条,由于焊条中Si系数高,抗微裂纹性能差。标记12焊条,由于焊条中Si系数高,抗微裂纹性能差;此外,由于焊条中Nb系数低,抗拉强度低。标记13焊条,由于焊条中Nb系数低,抗拉强度低。标记14焊条,由于焊条中Si系数高,抗微裂纹性能差;此外,由于F7药皮中的金属碳酸盐含量低,焊接工艺性能不好。
标记15焊条,由于焊条中Si系数和Nb系数高,抗微裂纹性能差;此外,由于焊条中Si系数与Nb系数之和高,CTOD特性差;还由于F8药皮中的金属碳酸盐含量高,焊接工艺性能不好。标记16焊条,由于焊条中Nb系数高,抗微裂纹性能差;此外,由于焊条中Si系数与Nb系数之和高,CTOD特性差;还由于F9药皮中的金属氟化物含量低,焊接工艺性能不好。
标记17焊条,由于焊条中Si系数高,抗微裂纹性能差;此外,由于焊条中Si系数与 Nb系数之和高,CTOD特性差;还由于F10药皮中的金属氟化物含量高,焊接工艺性能不好。标记18焊条,由于焊条中Nb系数高,抗微裂纹性能差;此外,由于焊条中Si系数与Nb系数之和高,CTOD特性差;还由于药皮F11的Si换算值低,焊接工艺性能不好。
标记19焊条,由于药皮中Si换算值高,焊条中Si系数高,抗微裂纹性能差;此外,由于焊条中Si系数与Nb系数之和高,CTOD特性差。标记20焊条,由于焊芯W11的Nb系数高,焊条中Nb系数高,抗微裂纹性能差;还由于焊条中Si系数与Nb系数之和高,CTOD特性差。标记21焊条,由于焊芯W12的Nb系数低,焊条中Nb系数低,抗拉强度低。
3 发明的效果
如上的详细叙述,提供了不损害焊接工艺性能,多层多道焊接时具有优良的抗微裂纹,而且抵抗塑性破坏特性优良的极低温钢用镍基合金焊条。实际应用中取得了良好效果。
