低合金耐腐蚀钢用焊条的研制和选配
2014-03-23尹士科王移山田源
尹士科,王移山,田源
(1.中国钢研科技集团有限公司,北京100081;2.天津中集集装箱有限公司,天津300461)
1 概述
为了开发我国青海盐湖中的钾矿资源,在国家攻关项目中列入了低合金耐腐蚀钢及其配套焊条的研制内容。由于盐湖一带的环境条件恶劣,腐蚀介质中有MgCl2、KCl和NaCl等,故要求采用耐腐蚀性优良的钢种。国外在盐田设备上使用的低合金耐腐蚀钢以法国的APS钢为代表,故我国也研制了与其成分相近的低合金耐腐蚀钢,包括Cr2-Al和Cr4-Al两个成分系列,钢板的合金成分和力学性能如表1和表2所示。

表1 试验用钢板的合金成分(质量分数,%)

表2 试验用钢板的力学性能要求
与钢板相配套的焊条首先要满足耐腐蚀性能的要求,在力学性能指标上也要与钢板相接近,从施工上考虑还必须有良好的抗裂性能和焊接工艺性能。为此,开展了相关试验工作。
2 焊缝化学成分对腐蚀性能的影响
化学成分的变化主要是改变Cr的含量,也作了Mo含量的稍许改动;另外,又选择了一种奥氏体焊条,即18%Cr-8%Ni的A102焊条。试验工作包括挂片腐蚀试验和电化学腐蚀试验,挂片腐蚀试验又分为熔敷金属挂片试验和焊接接头挂片试验。
2.1 挂片腐蚀试验
熔敷金属的腐蚀试片尺寸是3 mm×25 mm×30 mm,腐蚀介质为:MgCl223.3%,KCl 3.3%,NaCl 2.3%,水71.1%。介质温度35℃,采用动态腐蚀方式,总腐蚀时间796 h。不同熔敷成分的挂片腐蚀试验结果见表3。焊接接头的腐蚀试片尺寸是3 mm×30 mm×40 mm,其他腐蚀条件同熔敷金属的腐蚀试验,钢板采用Cr4-Al钢。不同成分的焊接接头挂片腐蚀试验结果见表4。
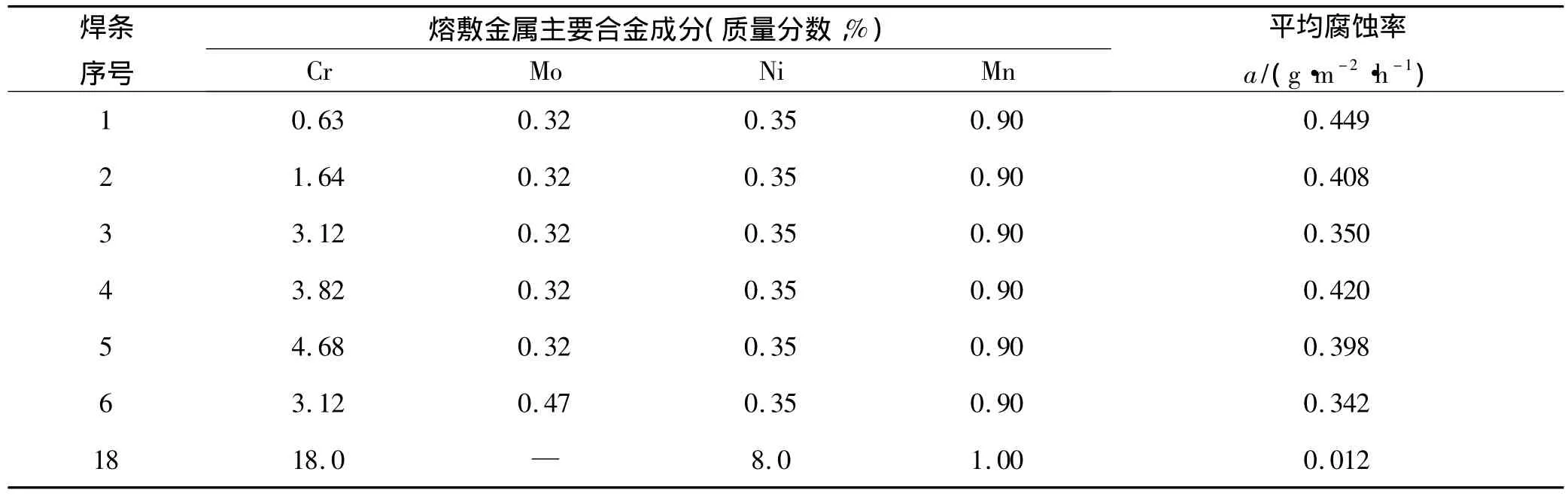
表3 不同成分的熔敷金属挂片腐蚀结果

表4 不同成分的焊接接头挂片腐蚀结果
由表3可以看出,随着Cr量的增加,腐蚀率下降,抗腐蚀性能有所改善。但Cr含量超过3%以上时腐蚀率不稳定,原因待查。A102焊条的抗腐蚀性能明显优于其它成分的焊缝。
由表4可以看出,采用Cr含量为0.63%的焊条焊接Cr4-Al系钢之后,焊缝金属的耐腐蚀性能明显低于母材,致使焊缝的腐蚀深度达0.3 mm;采用Cr含量在3%以上的焊条焊接Cr4-Al系钢时,焊缝金属的腐蚀情况与母材相接近。可见,焊接Cr4-Al钢时,焊缝中Cr的量不能低于3%。采用Cr含量为18%的A102焊条焊接Cr4-Al系钢之后,焊缝金属几乎不被腐蚀,热影响区和母材则腐蚀严重。其原因一是不锈钢本身的抗腐蚀性优良,二是不锈钢焊缝处于阴极,母材为阳极,阳极的腐蚀起到了保护阴极的作用。就挂片的试样而言,母材所占的比例不大,容易被腐蚀;而在实际的焊接结构中,母材所占的比例是很大的,这时母材腐蚀情况要明显减轻。
2.2 电化学腐蚀试验
腐蚀介质与挂片试验完全相同,采用美国进口的250A型腐蚀测定仪,扫描速度为100 mV/s,电化学腐蚀试验结果如表5所示。

表5 电化学腐蚀试验结果
由表5可以看出,随着Cr含量的增加,腐蚀电位变正,腐蚀电阻增加,腐蚀电流下降,年腐蚀率也减少。另据测定,Cr4-Al系母材的腐蚀电位是-0.700 V,与含3%~5%Cr的熔敷金属电位相接近。电化学腐蚀试验也证明,焊缝中铬的量不能低于3%。总的来看,焊接Cr4-Al钢时,焊缝中Cr的量不能低于3%,而奥氏体型的A102焊条的抗腐蚀性最优良。
3 化学成分及热处理对焊缝力学性能的影响
为了满足焊缝金属力学性能要求,对Cr含量不同的焊条进行了试验,也采用A102焊条作了对比试验。焊条直径φ3.2 mm,焊接电流120 A,道间温度120~130℃。各焊条的熔敷金属的力学性能如表6所示。
由表6可以看出,Cr含量在3% ~4%的焊条,焊态下熔敷金属的抗拉强度太高,远高于对母材的强度指标要求(≥500 MPa);由于强度过高,韧性明显下降,达不到50 J的指标要求;还因为焊缝强度高,进行弯曲试验时焊缝基本不变形,使变形集中于热影响区部位,故弯曲至90°左右时沿熔合线附近产生了开裂。为了改善焊缝的力学性能,将Cr含量约4%的焊接试板进行了回火处理,其加热温度和保温时间参照钢板的回火制度。经过热处理后,焊缝的强度明显下降,韧性大幅度提高,塑性也有所改善,这时的焊缝性能与钢板性能已基本相当。采用A102焊条与Cr4-Al钢板组合焊接后,焊缝强度不太高,塑、韧性都优良,接头弯曲达到180°也不裂,满足了力学性能相匹配的要求。Cr含量≤2%的焊条,虽然表现出了高的韧性水平,但是耐腐蚀性能达不到要求。
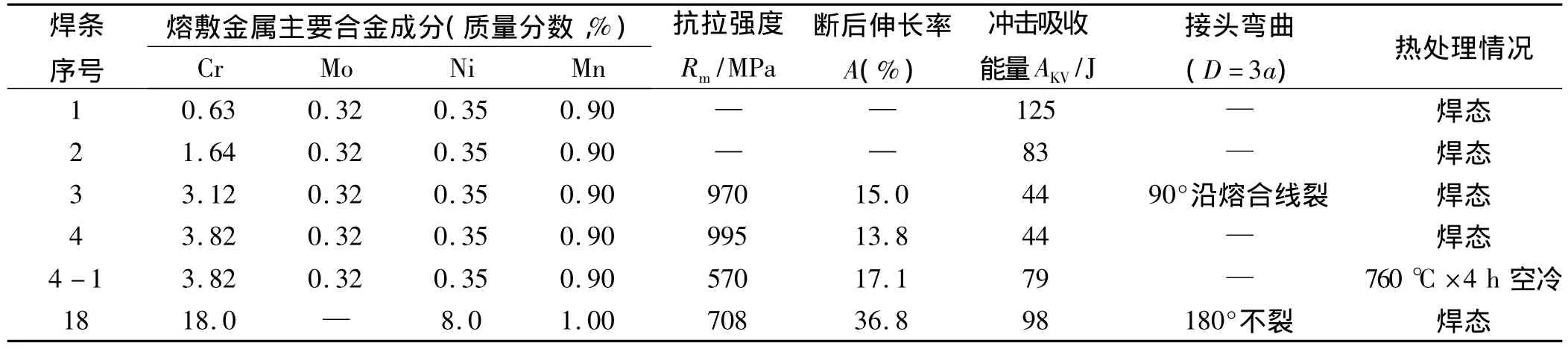
表6 熔敷金属的力学性能
4 化学成分对抗裂性能的影响
采用了“铁研式”裂纹试验方法,焊条的烘干条件是350℃ ×1 h,焊条直径3.2 mm,焊接电流约100 A,环境温度14℃,不同成分的焊条及预热温度对裂纹的影响见表7。
抗裂性试验结果表明,Cr含量超过3%的焊条抗裂性能是不好的,即使预热到100℃仍然产生了严重的裂纹。要避免产生裂纹,必须采取更为严格的工艺措施,如提高预热温度、缓慢冷却及进行后热等。因为在这么高的Cr含量情况下,空冷后的焊缝组织仍是马氏体,其抗裂性很差。然而,A102焊条表现出了优良的抗裂纹能力,即使在较低的环境温度不预热也可以避免裂纹,有利于保证焊接质量,也给焊接施工提供了方便。A102焊条的焊缝是奥氏体组织,它可以容纳大量的扩散氢,既可避免焊缝中出现裂纹,又可减少进入热影响区的扩散氢量,还能缓解热影响区的应力,对避免出现热影响区裂纹起到了有利的作用。针对这几种成分的焊条进行了多方面的性能试验后,发现了各有利弊之处,如表8所示。

表7 不同成分的焊条及预热温度对裂纹情况的影响

表8 几种成分焊条的综合性能对比
由表8可知,Cr<1.6%的焊条耐腐蚀性不过关;3%<Cr<5%的焊条力学性能和抗裂性能差,即使通过回火处理改善了力学性能,在施工上也很难解决裂纹问题;只有A102焊条,从保证抗腐蚀性能、接头力学性能和方便施工等几个方面看,具有综合优势,因此最终选定A102焊条作为Cr4-Al系低合金耐腐蚀钢用的配套焊条。为了降低焊条的成本,采用低碳钢焊芯、通过药皮过渡合金元素的方式进行合金化,进而开发出了A102T焊条。它不仅满足了上列各项性能的要求,而且解决了不锈钢焊条的药皮发红、开裂问题,另外,它可以使用较大的焊接电流,提高了焊接生产率。新研制的A102T焊条具有良好的焊接工艺性能,电弧稳定性好,飞溅不大,脱渣容易,适于交、直流两种电源。根据青海送变电公司的订货要求,试生产了一吨多焊条,并已成功地应用于青海省内的输电线路工程上。试生产焊条的熔敷金属合金成分和力学性能如表9所示。

表9 试生产焊条的熔敷金属合金成分和力学性能
5 结论
(1)挂片腐蚀试验与电化学腐蚀试验表明,焊接Cr4-Al钢时,焊缝中Cr的量不能低于3%,而奥氏体型的A102焊条具有最优良的抗腐蚀性。
(2)Cr含量在3% ~4%的焊条,焊态下熔敷金属的抗拉强度太高,塑、韧性明显下降,接头弯曲试验不合格。A102焊条的焊缝强度不高,塑、韧性优良,弯曲试验180°合格。
(3)铁研式裂纹试验结果表明,Cr含量超过3%的焊条抗裂性能不好,即使预热到100℃ 仍产生了严重裂纹。而A102焊条表现出了优良的抗裂纹能力,不预热也不产生裂纹。
(4)为了降低焊条的成本,采用低碳钢焊芯、通过药皮过渡合金元素,开发出了A102T焊条,已成功地应用到相关的输电线路工程上。
