承压输水铸铁管道不停产开孔连头施工研究
2014-03-23郭道厚
郭道厚
大庆油田工程建设有限公司油建公司
承压输水铸铁管道不停产开孔连头施工研究
郭道厚
大庆油田工程建设有限公司油建公司
大庆油田产能建设工程新建场站清水管道一般为碳钢管道,与其连接的清水干线为铸铁管道。在不停产的清水干线铸铁管道外壁安装钢制“套袖”,采用灌注铅水的方法对铸铁管道外壁和“套袖”内壁之间的空隙进行密封。在钢制“套袖”外壁焊接带法兰的碳钢支管,然后安装阀门,利用开孔设备对铸铁管道进行带压开孔,完成不停产连头施工。该施工方法解决了铸铁管道焊接性能差和不宜直接焊接连头的难题,有效保证了施工质量。
铸铁管道;“套袖”法;不停产开孔连头
大庆油田产能建设工程新建场站清水管道一般为碳钢管道,与其连接的清水干线为铸铁管道。站内清水管道施工完成后,需要与清水干线连接,由于清水干线停产会对生产有较大影响,并且铸铁管道的焊接性能差,直接将碳钢管道焊接在铸铁管道上质量难以保证,给铸铁管道的不停产连头施工增加了难度。应用“套袖”法不停产开孔连头施工方法,解决了铸铁管道焊接性能差、清水干线停产对生产影响大的问题,实现了铸铁管道不停产开孔连头施工。
1 工艺原理
在不停产的清水干线铸铁管道外壁安装钢制“套袖”,采用灌注铅水的方法对铸铁管道外壁和“套袖”内壁之间的空隙进行密封。在钢制“套袖”外壁焊接带法兰的碳钢支管,然后安装阀门,利用开孔设备对铸铁管道进行带压开孔,完成不停产连头施工,其工艺原理如图1所示。
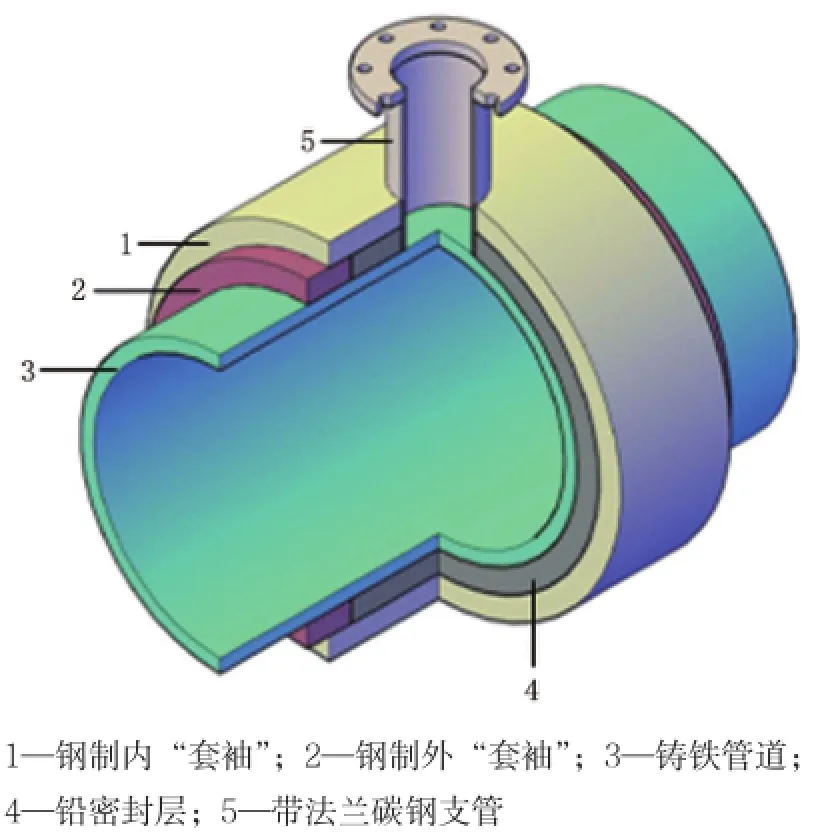
图1 工艺原理示意图
2 施工方法
2.1 制作钢制“套袖”
钢制“套袖”由3个套环组合而成,套环用10mm钢板卷制,材质为Q235—B。2个内置套环宽度为100mm,外置套环宽度为500mm,内套环直径比外套环直径小20mm,套环椭圆度≤0.5mm。并在外套环上开出与连头支管连接的马鞍口。
2.2 安装钢制“套袖”
安装前,采用磨光机打磨铸铁管道外壁及“套袖”外环套内壁至见金属光泽,以确保铅层浇注后与管道内外壁紧密结合。
(1)安装内环套。将预制好的“套袖”套环用火焊均匀切成两瓣。按照“套袖”尺寸用石笔画出2个内“套环”安装位置,内外“套环”搭接宽度为50mm,用和泥麻绳均匀密实地缠绕在划线区域。然后将2个内套环对扣安装,对好焊口后先点焊下部焊口,用大锤敲击环套将密封麻绳压严实,再点焊上部焊口,并用泥填充内环套两侧的缝隙。
(2)安装外环套。将内套环外侧同样用麻绳和泥缠绕,然后将2个切开的外套环对扣安装,将密封麻绳压严实,上下焊口全部满焊,最后用泥填充缝隙。
(3)安装支管。将预制好的带有法兰的支管焊接在“套袖”外环套的马鞍口上。支管与铸铁管间的缝隙用麻绳和泥封严,防止浇注时铅水渗漏。
2.3 灌注铅水
在外环套底部设置2个灌注口,外环套顶端设置2个排气口,如图2所示。灌注前,在“套袖”管底部进行加热烘烤,保持灌注空间内干燥,防止铅水遇水飞溅出来造成烫伤。将铅水从浇注口连续均匀灌注,排气口见到铅水后停止灌注。整个浇注过程要保持连续,防止铅水进入“套袖”内冷却断流形成断层或缺陷。

图2 灌注口、排气口示意图
2.4 砸“套袖”铅封
“套袖”灌铅完成后,拆掉内环套。利用扁铲塞入外环套与铸铁管之间的缝隙,用铁锤敲击扁铲,将内部凝固的铅层挤压密实。分别从“套袖”的两侧沿圆周方向同步砸,防止铅块在“套袖”内移动,使内部铅块从两侧同时受挤压,从而起到更好的密封效果。待两组铅封砸完两圈后,切掉浇筑口和排气口,并用钢板将之焊接封堵。
2.5 水压试验
在支管法兰上安装一片盲法兰,盲法兰上安装试压丝头及阀门。采用手动柱塞泵向“套袖”内注水,边注水边检查“套袖”四周是否渗漏。当表压升至2.0MPa时,停止注水,稳压30min后,若无渗漏,即铅封成功。
2.6 带压开孔
支管上安装平板闸阀,将开孔设备安装在平板闸阀上,进行带压开孔。带压开孔完成后,将清水管道安装平板闸阀上,完成清水管线连头。
3 结语
铸铁管道“套袖”法不停产开孔连头施工方法,解决了铸铁管道焊接性能差和不宜直接焊接连头的难题,有效保证了施工质量,并且避免了清水干线停产造成的经济损失。
(栏目主持杨军)
10.3969/j.issn.1006-6896.2014.6.009
