基于IMAC-400控制器的自动光学轨道研究
2014-03-22蔡丽枝
蔡丽枝
(福建省计量科学研究院,福州 350003)
0 引言
光照度是光度计量中最主要的基本技术指标之一,我国于1982年就建立了光照度国家基准,用于复现和保存光照度单位量值,并通过光照度工作基准及照度一级、二级标准向全国广泛开展量值传递[1]。光照度计检定装置主要由光度测量装置即光学轨道、光阑、滑车、光照度计装夹装置、发光强度标准灯、直流稳压电源及电测仪表等组成[2]。目前,我国各省市计量部门使用的光照度计检定装置大都是手工操作,由检定人员推动标准灯滑车和光阑滑车在光学轨道上移动来调节标准灯与被检光照度计的距离。根据光照度计检定规程要求,每只照度计需要检定十几个光照度值,按照距离平方反比定律计算出十几个位置距离,在光学轨道上要改变标准灯灯丝面到光度头之间的距离十几次,这样的检定方法非常耗时、耗力,检定效率低,因此,研制一条自动光学轨道势在必行。笔者研究设计了一条6m的自动光学轨道,该自动光学轨道采用IMAC-400运动控制器进行多轴控制,可实现标准灯滑车自动位移到检定照度值对应的位置上,使光照度计接收到多个标准光照度值,标准灯前的光阑滑车可与标准灯同时联动自动位移,并设计有手动控制杆进行控制微调光阑的位置。
1 IMAC-400控制器
IMAC-400控制器是由美国Delat Tau公司开发的开放式多轴运动控制器。它以Motorola DSP数字信号处理器为核心,提供了运动控制、内务处理以及同PC机交互等全功能运动控制体系,能同时控制4个轴运动,适用于各种工况的高性能、高可靠性的运动控制解决方案[3]。IMAC-400的CPU与轴是通过特殊设计的门阵列ICs(即DSPGATE) 来实现接口的。每一个ICs能够控制4个模拟输出通道、4个作为输入的编码器和4个来自附件的模拟驱动输入。IMAC-400软件拥有一套功能强大的调试工具软件,使得系统设置变得更简单,这些程序可以对电动机伺服参数进行优化。IMAC-400控制器还提供含速度和加速度前馈的PID控制,用户可以通过自动和手动方式调节PID参数,从而很好地解决大部分系统特性问题,可大大提高控制系统的整体稳定性和可靠性[4]。
2 自动光学轨道控制系统及原理
该自动轨道绝大部分工作是通过IMAC-400控制器的PMAC卡来实现的,如磁栅尺及伺服电机码盘信号的采集与处理、伺服电机控制和误差补偿等。整个控制系统主要由4部分组成: 滑行定位执行装置、伺服控制器、检测反馈装置、限位开关。上位机(PC机)通过IMAC-400控制器的软件PEWIN界面发送目标位移量或指令给IMAC-400控制器,IMAC-400控制器按设定的参数或运行预先编写的运动程序来控制滑行定位执行装置实现移动定位,同时检测反馈装置(磁栅尺)不断地检测标准灯滑车在光学轨道上的实际位置,并实时地将检测信号反馈回IMAC-400控制器,直到满足标准灯滑车的定位准确度要求。自动光学轨道的系统结构图如图1所示。主要硬件包括:控制计算机、IMAC-400多轴控制器、富士伺服电动机及驱动器、光学轨道、滑行定位执行装置、磁栅尺和霍尔限位开关。

图1 系统结构图
2.1 滑行定位执行装置
滑行定位执行装置作为光学轨道的机械部件,是将伺服电机转动转换为光学轨道上标准灯滑车和光阑滑车的直线运动的变换装置。本系统采用的方案是伺服电机加上减速机通过联轴器带动滚珠丝杠,滚珠丝杠通过丝杠螺母带动滑车往返运动,从而实现标准灯滑车和光阑滑车的移动及定位。由于6m长的尺寸限制不能采用空心管加工丝杠,设计采用了6m实心棒料,这样使得丝杠的自重比较高,要求每隔1m做一个滚柱支撑,因此丝杠螺母就不能采用全螺母,也不能装上滚珠,而只能采用3/4螺母,并且对丝杠的牙深和牙型精度有很高的要求。设计采用4mm深的梯形牙,牙距6mm。图2为自动光学轨道的实物图。

图2 自动光学轨道的实物图
2.2 伺服控制部分
伺服控制部分主要由PC机、IMAC-400控制器的PMAC卡以及相应的通信、控制软件组成。IMAC-400控制器的PMAC卡为伺服控制核心,该部分主要完成滑行位置信号的控制、采样处理、误差计算、误差补偿以及对伺服电机驱动器发出控制信号。在以PMAC卡为核心控制器的伺服系统中,用户可以根据自己系统的要求来调整伺服系统的相关参数,IMAC-400控制器配置的软件PEWIN为用户提供了一个非常方便的工具,即通过分析系统的脉冲响应和正弦响应来评估系统特性,调整控制环的步骤一般是先采用自动调整方法找到一组较为合适的参数,粗调一次,然后用手动细微调整的方法对系统进行精调,脉冲响应过程主要用来调整系统的P、I、D等参数,而正弦波响应主要是用来调整系统的动态特性,涉及到的参数主要是速度和加速度前馈[5]。
PMAC卡作为全数字伺服系统,它利用计算机的硬件和软件技术,采用新的控制方法改善系统的性能,引入了前馈控制,实际上构成了具有反馈-前馈的复合控制系统结构,使位置跟踪滞后误差大为减小,提高了位置控制精度。这种系统在理论上可以完全消除系统的静态位置误差、速度误差、加速度误差以及外界扰动引起的误差,即实现完全的“无误差调节”。
2.3 信号检测部分
要构成一个闭环控制系统,在线检测装置是必不可少的[6]。所谓闭环控制就是把码盘信号作为速度环反馈,把磁栅信号作为位置环反馈。考虑到系统的长度有6m,位置控制准确度要达到0.2mm的特点,本系统采用的是德国ELGO磁栅尺作为在线检测装置,完成对标准灯滑车位移信号的实时检测。磁栅尺的测量分辨力为0.01mm,测量重复性为0.01mm,测量准确度为±(0.025+0.02×L)mm,L为测量长度,单位为m,6m的测量准确度为±0.145mm,输出信号为0~5V TTL方波信号。IMAC-400控制器的ENC口可接收0~5V TTL的方波信号作为闭环反馈控制信号。
3 自动光学轨道测试数据分析
为了测试自动光学轨道实际定位的准确度,采用激光干涉仪XL-80来测试自动光学轨道中标准灯滑车的移动定位准确度。根据光照度计检定的要求,标准灯滑车需在光学轨道上自动位移到多个位置,使光照度计探测器接收多个标准照度值。按实际使用标准灯的发光强度来计算在50lx、80lx、100lx、150lx、200lx、500lx、800lx、1000lx、1500lx光照度值检定点对应的位置值,调节好起始零位后,其对应位置值如表1所示。由自动系统控制标准灯滑车位移,采用激光干涉仪同步测量标准灯滑车的实际位移。标准灯位移控制的定位准确度和重复性如图3和图4所示。
表1标准照度值对应的位置值

标准照度值(lx)150010008005002001501008050对应标准灯位置(mm)18 9203 0321 4618 41442 81789 72371 82746 13685 5
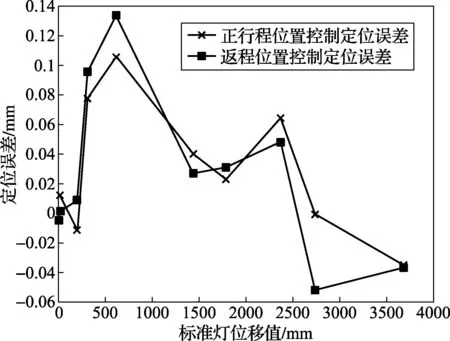
图3 标准灯定位准确度
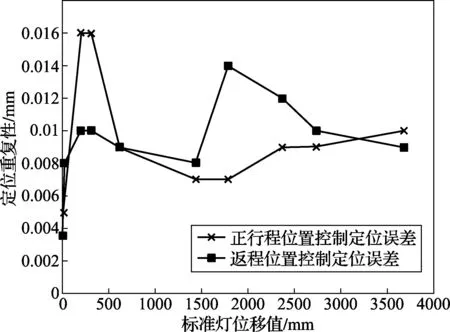
图4 标准灯滑车定位重复性
4 结论
笔者设计研制的自动光学轨道是利用IMAC-400控制器控制伺服电机和减速机,通过丝杠和丝杠螺母带动滑车移动,利用磁栅尺实现反馈控制和测量准确度,从而实现标准灯的精确定位和光阑的移动。由实际测试的数据分析结果表明,自动光学轨道在闭环控制情况下,标准灯滑车定位误差小于0.2mm,定位重复性小于0.02mm,达到了设计的控制目的,满足了光照度计检定过程的要求。
[1]姜晓梅,马燕,刘慧.高照度标准装置和量值传递方法的研究[J].计量学报,2009,6A(30)
[2]姜晓梅,高执中.JJG 245—2005光照度计检定规程.北京:中国计量出版社,2005
[3]赵伟强,刘慧,刘建,等.基于6030电机控制卡的LED分布光度计小型化研究[J].计量技术,2011(1)
[4]沈灿钢,陈岳林,孙宁.基于PMAC和安川伺服电机的一维精密定位控制系统研究[J].计量与测试技术,2005,32(9)
[5]欧阳航空,陆林海,华晓青.基于PMAC的精密定位系统研究[J].机电一体化,2005(1)
[6]米凤文,戴旭涵.0.1μm 大行程精密定位控制系统的研究[J].仪器仪表学报,1998,21(1)