板料冲裁工艺探析
2014-03-18张大林刘炳承
张大林 刘炳承
(南昌职业学院,江西 南昌 330004)
冲裁是将板料按封闭的轮廓线分离的工序,包括落料和冲孔两种工序。落料时,冲落部分为成品,而周边为废料;冲孔时,冲下部分为废料,而带孔的周边为成品,如图1所示。

图1 冲裁
①冲裁变形过程
为了深入了解冲裁工艺,控制冲裁件质量,分析冲裁是板料分离的实际过程是很重要的。这个过程大致可分为三个阶段,如图2所示。
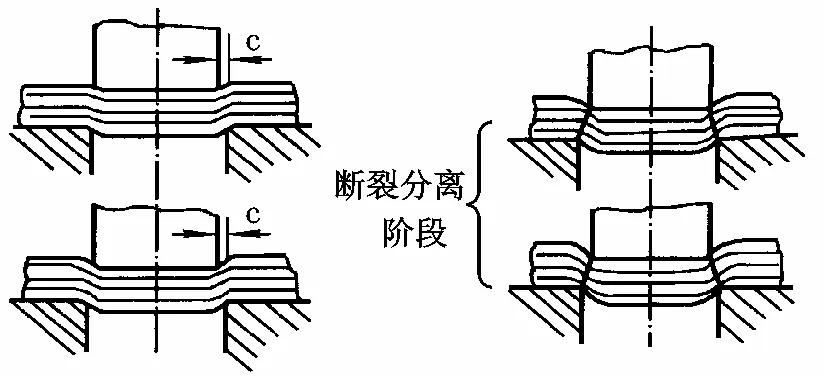
图2 冲裁变形过程
弹性变形阶段:凸模接触板料并下压后,板料产生弹性压缩、弯曲与拉伸等变形。随着凸模继续压入,材料内的应力达到弹性极限。此时,涂抹下的材料略有弯曲,凹模上的材料则向上翘。间隙越大,弯曲和上翘越严重。
塑性变形阶段:凸模继续向下运动,板料中的应力值达到屈服极限,板料金属产生塑性变形。变形达到一定程度时,位于凸、凹模刃口处的金属硬化加剧,出现微裂纹。
断裂分离阶段:凸模再继续向下运动,已形成的上、下裂纹逐渐扩展并向内延伸,当上、下裂纹相遇重合时,板料便被剪断分离。
冲裁件分离面的质量主要与凸凹模的间隙、刃口锋利程度有关,同时也受模具结构、材料性能及板料厚度等因素影响。
②凸凹模间隙
凸凹模间隙不仅严重影响冲裁件的断面质量,也影响着模具寿命、冲裁力和冲裁件的尺寸精度等。间隙过大或过小均将导致上、下裂纹不能相交重合于一线,如图3所示。间隙过大时,凸模刃口附近的剪裂纹较正常间隙时向内错开一段距离,难以与凹模刃口附近的裂纹汇合,冲裁件被撕开,边缘粗糙。间隙太小时,凸模刃口附近的裂纹比正常间隙时向外错开一段距离,这时上、下两裂纹也不能很好重合。只有间隙值控制在合理范围内,上下裂纹才能基本重合于一线,冲裁件断口质量最好。
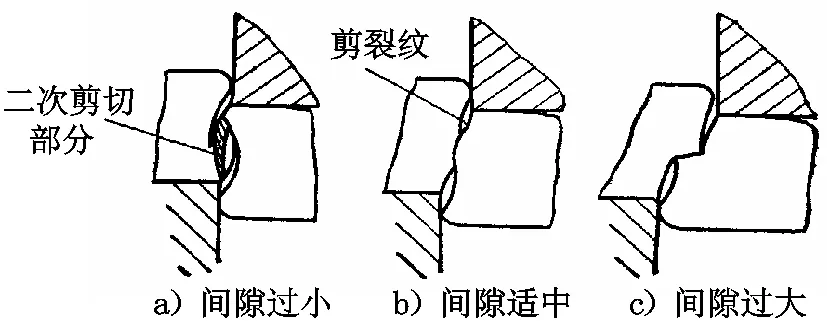
图3 间隙大小对冲裁件断面质量影响
③凸凹模刃口尺寸的确定
凸模和凹模刃口的尺寸取决于冲裁件尺寸和冲模间隙,因此必须正确设计冲模刃口尺寸。
冲裁所得的落件和板料孔的断面均由圆角带、光亮带和断裂带三部分组成,如图4所示。其中光亮带部分为柱形,代表落件和孔的尺寸。落件尺寸决定于凹模刃口尺寸,孔的尺寸决定于凸模刃口尺寸。所以落料时,由工件尺寸确定凹模尺寸,凸模尺寸等于凹模尺寸减去双边间隙值。冲孔时,由工件尺寸确定凸模尺寸,凹模尺寸等于凸模尺寸加上双边间隙值。
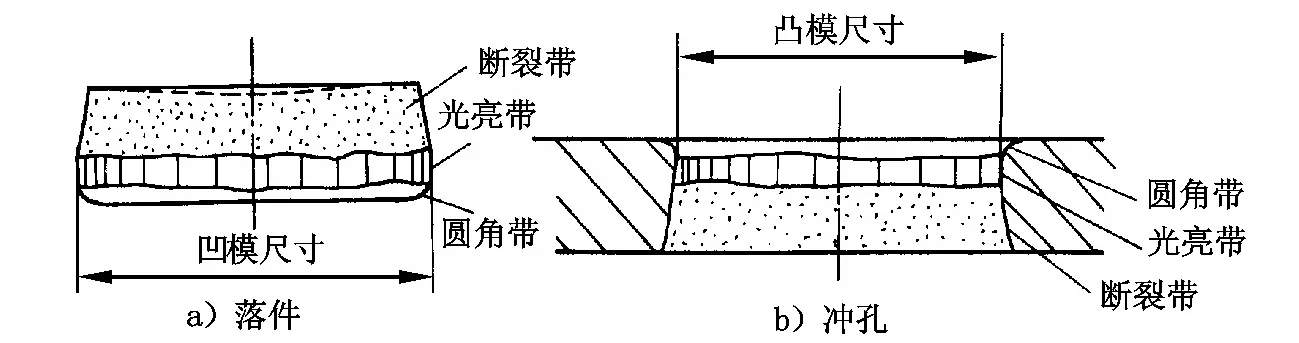
图4 冲裁件的断面
冲模在使用过程中有磨损,落料件的尺寸会随凹模刃口的磨损而增大,而冲孔的尺寸则随凸模的磨损而减小。为了保证零件的尺寸要求,并提高模具的使用寿命,因此落料时所取凹模刃口尺寸应靠近落件公差范围内的最小尺寸,冲孔时所取凸模尺寸刃口的尺寸应靠近孔的公差范围内的最大尺寸。不管是落料还是冲孔,冲模间隙均应采用合理间隙范围内的最小值。
刃口尺寸确定原则:
a)落料以凹模为基准,先设计凹模尺寸,凹模刃口的名义尺寸取接近或等于落料件的最小极限尺寸,凸模的名义尺寸以凹模尺寸减去最小合理间隙Zmin获得。
b)冲孔以凸模为基准,先设计凸模尺寸,凸模刃口的名义尺寸取接近或等于孔的最大极限尺寸,凹模的名义尺寸以凸模尺寸加上最小合理间隙Zmin获得。
c)凸凹模刃口尺寸公差
凸模刃口的制造公差的下偏差按IT6级,凹模刃口的制造公差的上偏差按IT7级,凸模制造精度比凹模制造精度高一级。
︱σd︱+︱σp︱<=Zmax-Zmin
式中σd为凹模上偏差,σp为凸模下偏差。
当不满足上述条件,则采用分割法调整。
σp=0.4×(Zmax-Zmin) σd=0.6×(Zmax-Zmin)
当工件精度等级为IT10级以上时,取x=1;当工件精度等级为IT11-13级时,取x=0.75;当工件精度等级为IT14级以下时,取x=0.5。
[1]孟少明.垫片冲裁工艺与模具设计[J].金属加工(冷加工).2009(11).
[2]肖似蹼.冲裁件工艺要求探讨[J].邵阳学院学报(自然科学版).2005(01).
[3]赵永春.冲裁模刃口尺寸计算的教学方法探索[J].产业与科技论坛.2014(11).
[4]黄恒,尹显明.冲裁间隙优化[J].煤矿机械.2011(04).
[5]李玉荣,张玉霞,杨强.冲裁件质量分析探讨[J].金属加工(冷加工).2009(09).
[6]杨秋利.生产中冲裁模间隙的合理选择[J].科技创新导报.2009(01).
[7]杨海涛.板料冲裁间隙的合理选取[J].宁夏机械.2008(04).
[8]王秀凤,万良辉.冷冲压模具设计与制造[M].北京航空航天大学出版社,2005.
[9]许发樾.实用模具设计与制造手册[M].机械工业出版社,2001.
