剑杆织机机外大卷装卷布装置的设计
2014-03-16游敏
游 敏
(广东丰凯机械股份有限公司,广东 佛山 528300)
织机在卷取运动时将织物有规律地引离织口,卷取到卷布辊上。随着新型织机的使用,对卷取机构的要求越来愈高。传统的卷取机构已不适应新型织机高速化和生产品种多样化的要求,所以新型的卷布装置应运而生。机外卷布装置是一种独立于织机的卷布装置。该装置首先通过导布辊把织物引出织机,再在织机外将织物收卷成型,其所能卷绕的最大卷布织物不受织机内部空间的制约,所卷绕织物的连续长度理论上仅取决于经轴所卷绕的经纱长度。所以,织造高档面料或毛巾类、工业用布、帆布和牛仔布等厚重织物时常采用机外卷布装置。近几年来,我国在制造剑杆织机装置方面加大了研发力度,整体技术水平迅速发展。但在机外卷布方面,目前国内研发生产的厂家寥寥无几。而传统的卷布装置已不能适应织造厚重的织物品质,存在更换卷布辊时间短、影响织造效率和布匹卷取不紧密等问题。
本设计介绍了自主研发的机外大卷装卷布装置的设计原理及结构组成,同时对减少更换卷取辊次数,提高织布厂织造效率,提高布卷成型质量等因素进行了分析。
1 传动方式的确定
机下大卷布装置结构尺寸较大,转速缓慢,因此我们选用摩擦轮传动作为传动方式。如图1所示,大卷布装置采用双卷取辊结构,卷布辊放在两个卷取辊之间,卷取辊1和卷取辊2依靠摩擦力带动卷布辊旋转,实现卷布功能[1]。

图1 大卷装卷取原理示意图
设定卷取辊1上的链轮齿数比卷取辊2上的链轮齿数少2齿,会造成两个卷取辊之间存在速度差,即卷取辊1的转速比卷取辊2的卷速快一点,从而使得布面从握持点T1至T2有一个恒定而较小的张力,不但可以防止布面起皱,而且还可以使卷布更为紧密。
2 传动比的计算
本装置采用型号为92BL(3)D120-30H(ST)的伺服电动机作为动力,伺服电机前联接一齿轮减速器,通过电控系统控制伺服电机的转速,从而实现调节卷布速度。伺服电机的最佳工作转速范围为60~3 000 r/min。
伺服电机转速、织物纬密、织机转速的关系如式 (1)[2]:

其中:
n:伺服电机转速,取n=60;
i1:摆线针轮减速器传动比;
i2:卷布装置的传动比;
D:卷布辊直径,cm,取卷布辊直径D=27;
π:圆周率;
N:织机转速,r/min,范围为 200~350,为保证变频电机转速n能满足要求,取最小值N=200 r/min。
ρ:织物纬密,根/cm,玻璃纤维布的纬密较稀,一般为1~18根/cm。由式 (1)可知,纬密越大,伺服电机转速越低,为保证伺服电机最低转速能满足要求,取ρ=18。
代入式 (1), 有

化简后有

减速器的传动比有29、35、43、59、121、187、289等几种。为了避免大卷布装置的传动比过大,级数过多,这里选用传动比为121的摆线针轮减速器,则:

如图2所示,两个卷取辊分别通过伺服电机上双链轮传动,选取卷取辊1上的卷布齿轮齿数Z4=40 T,节距P=12.7,卷取辊2上的卷布齿轮齿数Z5=42,节距P=12.7,通过i2=42/3.785,算出电机上的双链轮齿数为11T,
于是有:

当N=350,ρ=1时,伺服电机达到最大转速,这时n=5.4×350/1=1 890
故伺服电机转速n始终在工作转速范围内,满足要求。

图2 传动示意图
3 张力辊感应装置的设计
机外卷布装置在把织物卷绕成型过程中必须对被卷取织物的张力进行严格的控制,其原因有:一方面,不同的织物工艺上需要不同的拉伸比,而不同的拉伸比需通过不同的织物张力来实现;另一方面,为了保证织物的卷绕质量,织物张力在整个卷绕过程中必须保持恒定或按某种规律 (如织物张力随卷布直径的增大而逐渐减小)变化,若织物张力过大,会造成织物内部网格增大或因经纱应力导致织物损伤[3];若织物张力过小,可能会因为织物过于松弛引起布皱褶或跑偏,影响织物卷绕质量, 所以应增加张力感应装置,随时检测张力,原理如图3所示。

图3 张力辊感应原理图
张力辊4固定于摆动支座1上,摆动支座1与摆动臂2通过螺钉紧固形成一个完整的张力感应臂,摆动臂2上用2根拉簧连接,通过调节弹簧固定座5的位置而改变拉簧力度而调节感应后梁的摆动幅度,从而调节布匹张力,而位移传感器6通过检测与摆动臂2的距离,将信号传给电控系统来控制张力。
4 加压结构的设计
卷布筒在卷布起始的时候只是一根光的空心轴,为了避免摩擦力不够导致卷布辊打滑,也为了使布卷得更加紧密,可以在卷布辊上增加一加压辊5,如图4所示。
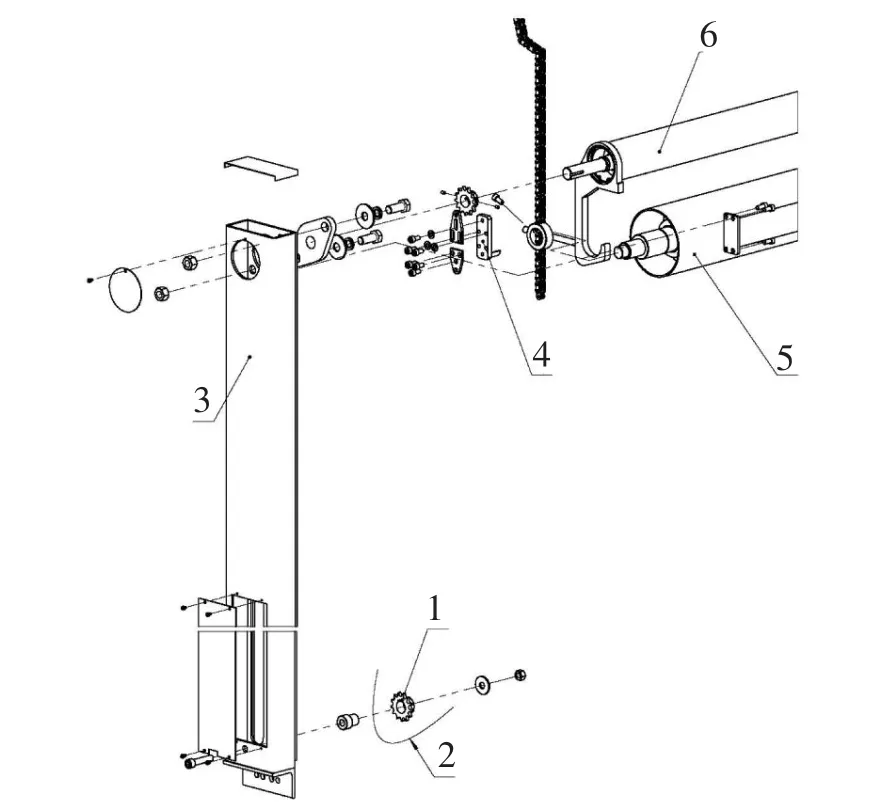
图4 加压辊传动示意图
通过三相异步电机传动链轮,再通过联轴器与传动轴6相连接,传动另一侧的链轮,左右两侧都有链轮1与链条2,通过固定环使加压辊5放在托座4上,在立柱3的槽内通过链条上下移动 (左右侧相同原理),在传动轴6上有一挂钩,当下布时可将加压辊挂入在钩上,这样方便操作。
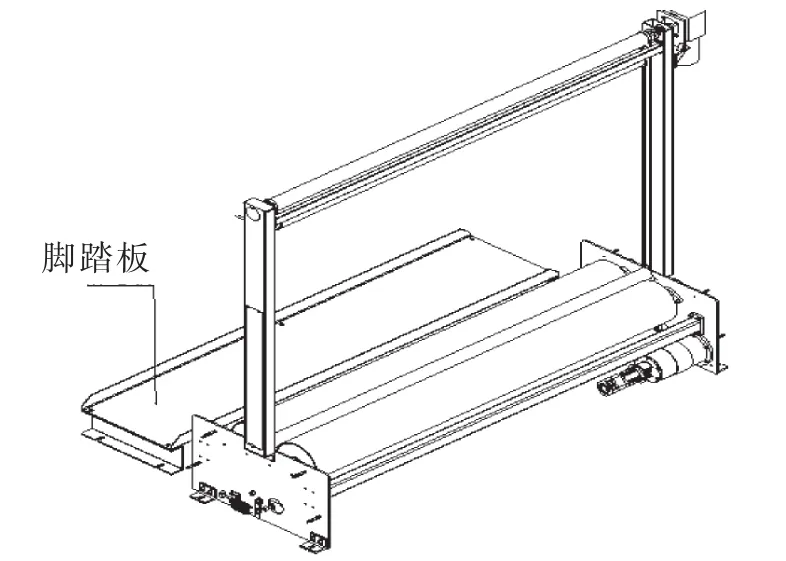
图5 大卷装装配示意图
另外,立柱3除了是该加压机构支撑外,还是卷布筒在横向方向上的约束及导向作用,布匹在两个立柱之间卷动,保证卷取的布匹整齐美观。此外独立大卷布装置上一般都配置脚踏板 (如图5),织物在脚踏板下机通过,所以并不影响挡车工操作织机。
5 结果分析
机外卷布装置性能的优劣主要取决于织物卷绕过程中织物张力的控制精度。目前国内大卷布装置大部分采用机械驱动方式或采用减速电机与变频器相结合的控制方式,织物张力的控制精度较低,布卷的成型质量较差,而本文介绍的大卷布装置采用电气控制,且张力检测采用位移式张力传感器,检测系统中传感器与机械紧密地结合在一起,从而检测出实际张力值,织物张力控制精度高。另外,机外卷布装置主要靠调节电机转速达到张力控制的目的,因此电机调速性能的好坏是一个非常关键的因素,以前的织机外卷布装置多采用磁粉离合器与制动器的组合直接对张力大小进行控制,但由于磁粉离合器本身磨损严重,精确度低,影响收卷效果;而采用直流电机,又因为其电机刷换器易磨损,易老化、易产生电火花,控制精度不高等因素,影响着织物的收卷质量,而该装置采用伺服控制技术,这样不但可以使机外卷布装置结构相对简化,而且收卷更容易,动态响应更快,同时可使机外卷取装置的张力控制具有良好的跟随特性,更精确地对织物张力进行控制,使布卷成型质量好。目前该卷布装置已进行生产试验,正式投入生产使用,并得到用户的肯定。
6 结论
织造工业用布等厚重织物大卷装装置的开发和应用,为我国纺织机械增加了一种新的品种,填补了国内同类产品的空白。上述自主研发的剑杆织机机外大卷装卷布装置的各项性能指标均达到了设计使用要求,可满足织造高档面料或毛巾类、工业用布、帆布和牛仔布等厚重织物工艺特点和使用特性的需要。该机构的开发和应用,具有广阔的市场前景。
[1] 张志凯.大卷装机构的类型及设计要点 [J].纺织机械,2009(1):29-31.
[2] 张洪.织机大卷装机构改进设计探讨 [J].中原工学院学报,2004(4):31-33.
[3] 朱庭强.织机布卷大卷装的研制及探讨 [J].棉纺织技术,1993(4):44-45.
