基于机器视觉的饮料瓶标签检测设备
2014-03-11张树君辛莹莹陈大千
张树君,辛莹莹,陈大千
(1.山东明佳包装检测科技有限公司,山东泰安271000;2.泰安航天特种车有限公司,山东泰安271000)
基于机器视觉的饮料瓶标签检测设备
张树君1,辛莹莹2,陈大千1
(1.山东明佳包装检测科技有限公司,山东泰安271000;2.泰安航天特种车有限公司,山东泰安271000)
在包装检测行业,产品的质量引起了广大消费者的关注。如何实现饮料瓶高效的全标签检测是饮料行业面临的重要问题。基于上述问题,研发了对饮料瓶标签进行检测的专用设备,其控制系统采用的是TM258LD42DT,主要特点是能够精细的检测缺陷(如饮料瓶上标签的高低、标签的破损、标签的折皱等现象),而且设备的检测效率高(其检测精度可达到4mm×4mm)。它是集机器视觉的标签检测、历史数据显示、异常情况报警和不合格瓶子的剔除等功能为一体,运用在高速自动化生产线上,代替了人工检测,提高了检测的效率和检测的质量,为开发性能更优越的机型提供基础。
机器视觉;标签检测;漫反射;剔除器
机器视觉检测是模拟人工检测方法及判断逻辑,具有更高的检测精度和更好的一致性的自动化检测方法。近几年,随着食品饮料包装检测行业的迅速发展,尤其是自动化生产线的普遍使用,部分环节采用人工检测,已经不能满足自动化生产线的要求。本公司针对人们对食品饮料瓶进行灌装前质量检测的重视和国外贴标机等先进自动化设备的引进,人工达不到生产线检测要求的情况,根据厂家具体的要求,研发了基于TM258LD42DT的智能标签检测机器视觉系统设备。其中采用的是TM258LD42DT控制系统,激光光电作为数据的采集源,硬件比较简单,使用成本低。在同一条生产线上装有本公司自主研发的柔性多段剔除器[1],可以检测标签的缺失、标签折角、标签高度不协调、无标签等不合格产品,并能进行准确剔除,填补了国内在全标签检测设备行业的空白。本产品还可以和多种检测装置配套,运用在酒、饮料等产业的高速自动化生产线上,适应于中小企业的使用。
1 系统的工作原理
机器视觉技术,是电子学、信号处理、系统控制、软件工程、现代光学等多学科的交叉与融合。本系统是基于机器视觉技术,集控制单元、检测单元、剔除单元、显示单元以及辅助单元为一体的高自动化检测设备。其具体检测过程如下图1所示。

图1 检测过程图Fig.1 Detection processdiagrm
此系统最终完成的是饮料瓶标签的全标检测,其整个检测工作原理如下所述:
灌装满的饮料瓶首先进行套标—热缩—然后进行此机器视觉的标签检测环节[2]。
1)经热缩工艺后的饮料瓶通过链道进行传输,首先触发定位检测光电,光电通过高低电平的转换来捕捉下降沿来确认瓶子的具体位置,把相应的信息存在相应的存储单元上,然后通过编码器输出脉冲进行表示。
2)收到具体位置信号后,4个相机同时进行拍照,每个相机的拍照范围为90°,应用本公司自主研发的嵌入式图像处理软件对4幅图片进行自动排列、调整,与先前设定好的完整图片进行对比,确认标签的好坏(其中光源采用的是漫反射原理)。
3)当到达剔除器位置的时候,通过提取的瓶子好坏的信息,对瓶子做出相应处理,把标签有问题的瓶子进行剔除,将其剔到回收链道上。
4)剔除确认是对经过剔除器的好瓶进行一次核查,若发现有贴标不合格而未被剔除的瓶子,则进行报警。
整个过程中完成全标签检测和剔除的机械结构的三维图分别如下图2、图3所示。

图2 标签检测结构Fig.2 Label detection structure
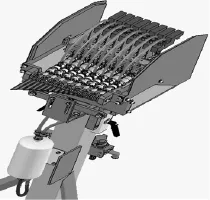
图3 剔除器结构Fig.3 Excluding structure
为了满足各种不同瓶型的检测,其标签检测的机械支撑结构的高度可以进行上下调整,以适应所检测瓶子高度的不同。
2 系统的硬件选型
系统的硬件包括操作面板、定位光电、相机、工控机、编码器、柔性剔除器等。其系统硬件组成如下图4所示。

图4 系统硬件组成Fig.4 System hardware components
1)操作面板:采用济南汇控的“HK-150GV-R”工业液晶显示屏,通过此操作面板可以比较方便的查看数据显示和修改参数以及报警确认等[3]。
2)检测定位光电:采用的是邦纳的QS18VP6LLP型号,是一种直接反射式传感器,对瓶子进行精确定位。
3)相机:采用的是DALSA的M640相机,采用4个相机,分别对瓶子的90°范围进行拍照。
4)工控机:采用的型号是“TANK-101B”一台和“NUVO-1005b”两台。此工控机结构比较紧凑、具有良好的扩展性、价格比较便宜,指令功能比较多,适用于小规模的控制。
5)剔除器:采用的是本公司自主研发的柔性剔除器,可以克服一般的直接式剔除方式,避免将瓶子剔倒的弊端。
3 关键技术
3.1 软件设计
软件主要是系统控制软件,包括清零数据和设置计数器方式的初始化子程序;对瓶子进行全标检测的子程序;对不合格瓶子进行剔除的子程序和剔除确认子程序;报警子程序等[4]。
3.2 机器视觉
1)定位光电的位置,定位光电必须通过反复调整—包括上下高度和旋转角度,来确定光电的最佳触发位置。保证相机准时、清晰的拍照。
2)因为根据客户要求需要进行全标签检测,所以使用一般的检测光电,无法完成。此标签检测结构采用四个M640相机,当定位光电触发完成后,四个相机对所负责的90°范围内同时进行拍照,将四幅图片拼成一张,应用本公司自主开发的嵌入式软件,按照事先预定好的位置,对图片进行排列,与完整标签进行对比,从而完成整个检测过程。相机的调整方向和旋转角度对形成的图像精度有很大影响[5]。
3)在光源的选定上,采用的是漫反射原理,其中的漫反射光即从光源发出的光进入饮料瓶内部,经过多次反射、折射、散射及吸收后返回到瓶子表面的光,其所携带的结构和信息更加丰富。从而使相机采取的图像结构更可靠,提高了数据的稳定性和重复性。
4)剔除器采用的是公司研发的柔性多段剔除器,对不合格的瓶子进行柔性剔除即引导式剔除,避免了常见的倒瓶现象。
基于机器视觉的检测系统,由于具备着高品质的成像系统、成熟的图像处理和分析算法、机械结构的自动调节、方便的参数设定和修改、稳定的配套设施,使其高精度、高质量的完成全标签检测。下图5和图6为此设备的电气控制系统图和现场运行图。
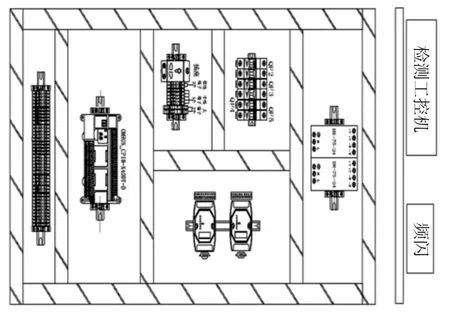
图5 电气控制系统图Fig.5 Electrical control system diagram
3.3 检测率分析
通过现场的运行和调试,对检测的精度做了统计,如下表1所示。

图6 现场运行图Fig.6 Site diamgram
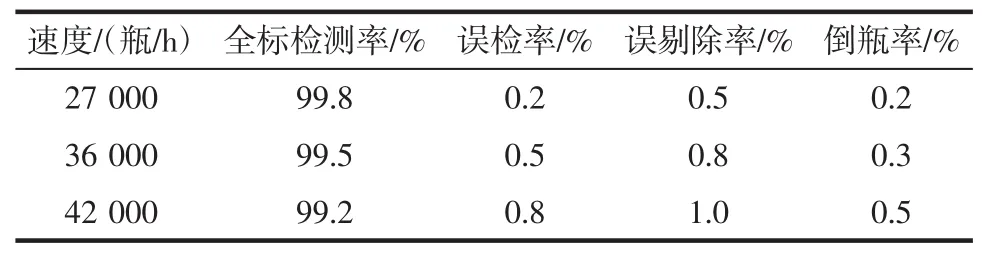
表1 运行检测数据Table1 Run the test data
其中检测6万个瓶子,其中全标有缺失的瓶300个。通过上表显示,本系统检测速度对检测准确性的影响很大。因为在检测过程中,如果检测速度过快,会出现漏检的情况,而影响检测率。其显示的检测的准确率99.5%能够保证厂家要求的速度36 000瓶/h。其中误剔除率限制在0.8%以下[6]。
4 结论
本公司研发的基于机器视觉的标签检测设备,其硬件简单,功能齐全,在满足自动化生产线高速运行的前提下,还能精确的进行全标签检测,其检测速度达到36 000瓶/h,其中配备的柔性剔除器运行可靠、稳定性能好、倒瓶率低。经过现场的试运行和调试,该系统的应用不仅能提高效率,还能增加效益,对饮料标签检测行业的自动化进程产生了深远的影响;为开发性能更优越的机型,提供理论参考。
[1]刘书姣.基于S7-200的扁平酒瓶标签检测控制系统[J].PLC与工业计算机,2011,3(6):3-5
[2]李金热.剔除式饮料啤酒分瓶器设计及电气控制[J].制造业自动化,2011,11(25):2
[3]黄振军.Tobacco Sorter III型杂物剔除器的应用[J].Sensor Word, 2002,12(5):4-5
[4]范春阳,王正宵,潘晓弘.饮料灌装输送线数字化设计系统的研究与实现[J].轻工机械,2011,29(6):4-7
[5]刘海丰,周秀梅.啤酒及饮料包装机械的几种分瓶系统的比较[J].食品与包装机械,2003(5):39-4
[6]史建华,史淑君.气动技术在全自动灌装机中的应用[J].包装与食品机械,2004,22(2):38-40
The Bottle of Beverage Label Detection Device Based on Machine Vision
ZHANG Shu-jun1,XIN Ying-ying2,CHEN Da-qian1
(1.Shandong Mingjia Packaging Inspection Technology Co.,LTD.,Taian 271000,Shandong,China;2.Taian Aerospace Vehicles,Ltd.,Taian 271000,Shandong,China)
In the packaging testing industry,consumers pay attention to the quality of the products.How to realize the bottles and efficient full label detection is the important problems facing with the beverage industry.Basing on the above problem,The company developed to test the beverage bottle label of special equipment,the control system by TM258LD42DT,the main characteristic is to be able to elaborate testing(for example the tag of beverage bottle high or low,the tag such as crease,labels),and the equipment of detection have the high efficiency(its detection precision can be achieved 4mm×4mm).This machine has the following functions,for example,the machine-vision detection for tag,the historical data display,the abnormal situation alarm and taking out of the unqualified bottle.And these functions used in the high-speed automatic production line,replace the artificial detection,improve the quality of the testing efficiency and testing,provide the basis for developing the more superior performance model.
machine vision;label detection;diffuse re-flectance;removing device
10.3969/j.issn.1005-6521.2014.03.037
2012-07-26
张树君(1972—),男(汉),兼职教授,本科,研究方向:食品包装检测行业。