苎麻脱胶率对其复合材料性能的影响
2014-03-09王心淼
谷 茜,成 玲,王心淼
(天津工业大学纺织学部,天津 300387)
苎麻脱胶率对其复合材料性能的影响
谷 茜,成 玲,王心淼
(天津工业大学纺织学部,天津 300387)
通过多次脱胶实验,选取脱胶率分别为0%(手撕原麻)、40%、70%和100%(精干麻)的4种苎麻纤维,并测试分析4种纤维的基本性能;以这4种脱胶率苎麻纤维和环氧树脂为原料,采用树脂传递模塑工艺制取了复合材料板材,并对其力学性能进行了测试分析.结果表明:当苎麻纤维脱胶率70%时,其复合材料的拉伸性能、弯曲性能最好;随着脱胶率的增大,苎麻纤维复合材料的压缩性、剪切性能越来越好.总的来说,脱胶率对苎麻纤维性能及其热固性树脂复合材料性能的影响较为显著,脱胶率为70%时,苎麻纤维复合材料的力学性能最优.
苎麻纤维;脱胶率;复合材料;力学性能
苎麻纤维以其绿色环保、价格低廉、性能优异等特点,深受纺织界和复合材料行业的喜爱.然而,由于苎麻生麻表面含有大量果胶,常常不能直接进行复合材料的生产,需要先进行脱胶或表面改性,而这些处理会在一定程度上削减苎麻纤维原有的性能[1-3],并且对环境造成污染[4],最终使得环保材料被迫成为了污染源.目前,人们对于麻纤维的脱胶工艺[5-6]、改性方法[7-9]进行了大量研究,并且已从污染较重的化学方法向绿色环保的物理机械等方法转变[10-11].但是,这些绿色方法又受到设备不完善或成本过高等条件的约束,未能实现技术产业化、规模化.本文是针对苎麻纤维开发过程中脱胶工艺对环境污染的问题,提出了污染程度最低化思想.
1 实验部分
1.1 材料准备
苎麻原麻由湖南瑞亚商科集团提供.对苎麻纤维进行脱胶,得到不同脱胶率的麻纤维,其密度为1.5 g/cm3,有效长度为226 mm.
环氧树脂JC-06由常熟佳发化学有限责任公司提供.其弯曲强度为90~100MPa,弯曲模量为2000~2500 MPa,拉伸强度为50~60 MPa,拉伸模量为1 900~2 100 MPa.
1.1.1 苎麻纤维的脱胶
由于本实验需要几种不同脱胶率的苎麻纤维,所以经多次脱胶试验[12],得到4种苎麻纤维脱胶工艺,如表1所示.
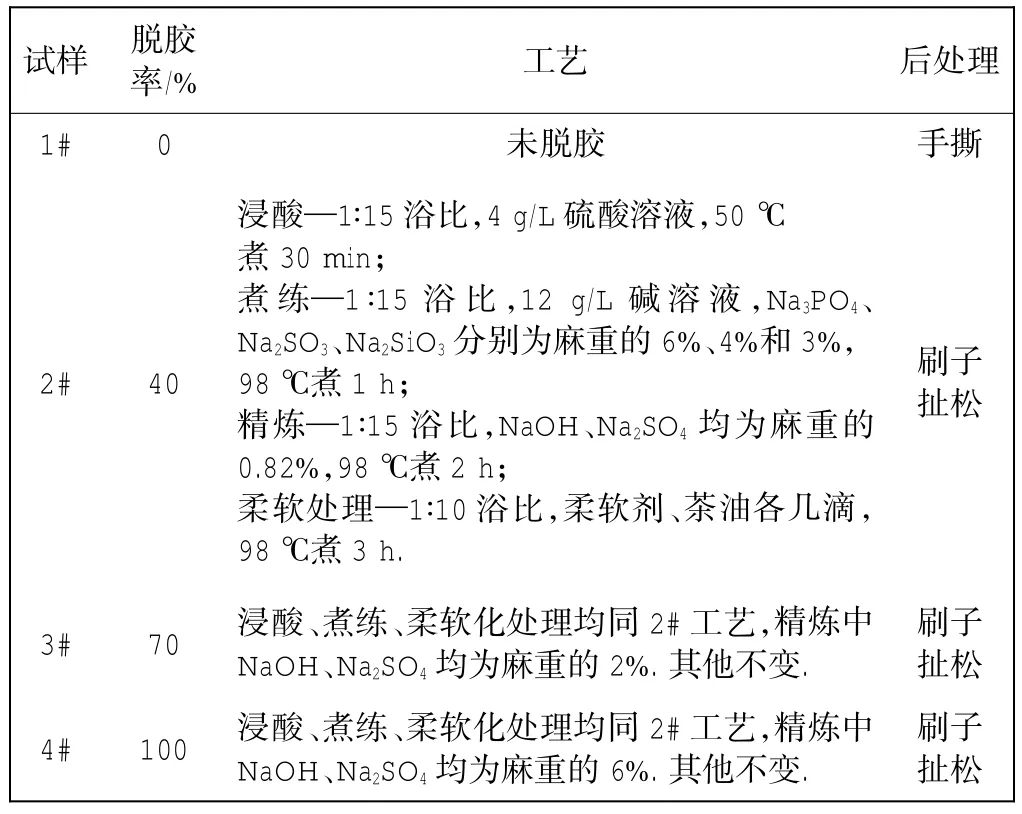
表1 脱胶工艺单Tab.1 Degumming process sheet
1.1.2 苎麻纤维复合板的制备
为了便于分析含胶量对复合材料力学性能的影响,本实验采用同一种RTM(树脂传递模塑成型)工艺[12]和参数制板,制成麻纤维体积分数为35%的苎麻纤维/环氧树脂复合材料.具体工艺流程如下:
经干燥、扯松后,称取各脱胶率的苎麻纤维各121 g,手工在底面为360 mm×160 mm的自制纸盒内铺成纤维毡.模具涂脱模剂后,铺入纤维毡、合模,50℃预热2~3 h后,抽真空注胶.80℃固化2 h,120℃固化1 h,冷却脱模,得到苎麻复合材料板尺寸为360 mm×160 mm×4 mm,按照国标进行试样制备和性能测试.
1.2 材料性能测试
1.2.1 苎麻纤维拉伸及摩擦性能测试
苎麻纤维拉伸性能的测试参照GB/T5886-1986苎麻单纤维断裂强度试验方法,测试仪器采用江苏太仓纺织仪器厂生产的YG001A型纤维电子强力仪.
苎麻纤维摩擦性能的测试仪器为常州第二纺织机械有限公司生产的Y151型纤维摩擦因数测定仪,张力夹为200 mg,金属辊的转速为30 r/min.每根纤维测试3次取平均,每种纤维测试6根.
1.2.2 苎麻复合材料力学性能的测试
不同脱胶率苎麻纤维复合材料的拉伸、压缩、剪切、弯曲性能的测试均利用日本岛津公司生产的岛津万能试验仪进行测试,最大载荷为250 kN,测试细节分别参照GB1447-2005、GB1448-2005、GB1449-2005和JC/T773-2010.
2 结果及分析
2.1 苎麻纤维性能分析
2.1.1 不同脱胶率苎麻SEM形貌图
利用扫描电镜观察纤维表面形态,测量仪器为日立台式扫描电子显微镜TM-1000,不同脱胶率的苎麻纤维纵面、截面形态图如图1、图2所示.

图1 麻纤维纵向形态Fig.1 Longitudinal morphology of ramie fiber
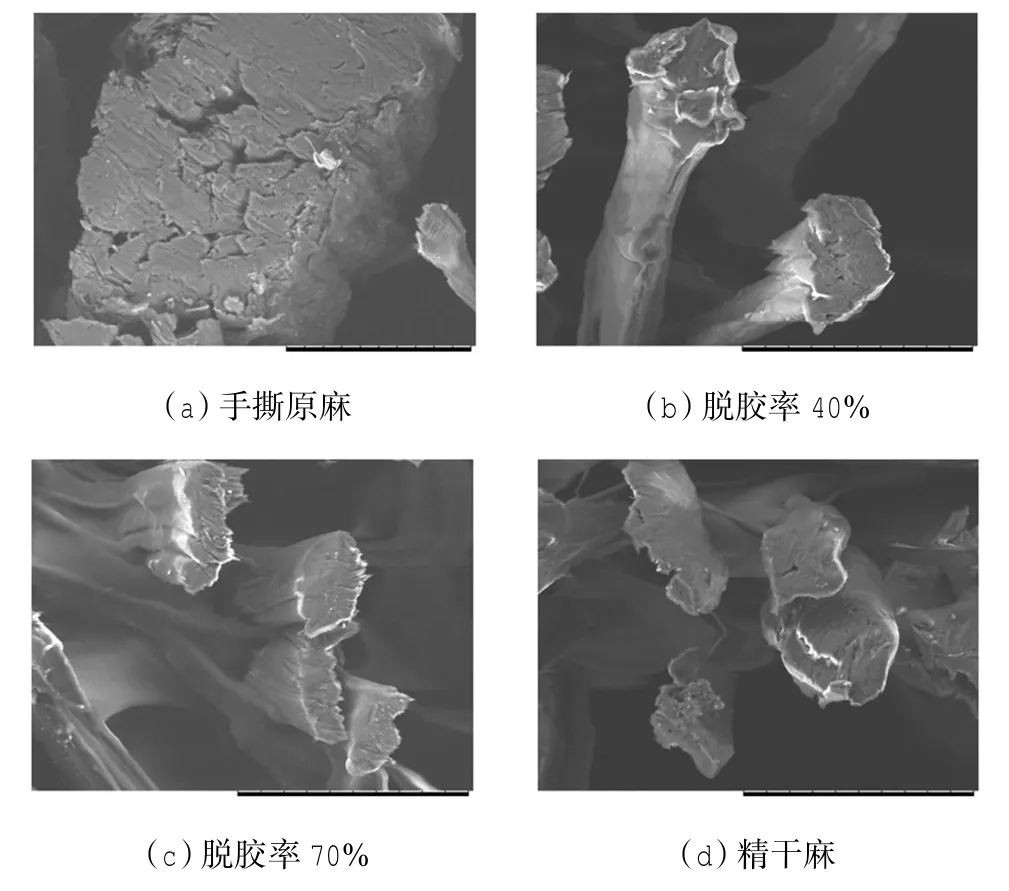
图2 麻纤维截面形态Fig.2 Cross section morphology of ramie fiber
由图1可见,经化学脱胶后,不同脱胶率苎麻纤维的纤维表面有明显差异:手撕原麻的纵表面明显有胶质的存在,发现胶粘现象严重,随着脱胶率的增大,苎麻表面的胶质明显减少,但随着脱胶率增大纤维表面的沟壑明显增多.
由图2(a)明显可见,苎麻纤维粘结成为束纤维,由于纤维太细,无法手工分离.而图2(b)中的麻纤维截面周围不光滑,胶质毛刺比较多.图2(c)中苎麻纤维的腰圆形明显,但边缘部的毛刺比图2(b)中细小.图2(d)中的苎麻纤维腰圆形明显且边缘较光滑.各图中苎麻纤维的腰圆形明显,但是由于截面制作是剪切得到的,中腔被挤压成小缝,苎麻中腔无法很好地表现出来.
2.1.2 苎麻纤维拉伸性能
苎麻纤维是天然纤维中性能比较优良的一种纤维,不同脱胶率的苎麻纤维也表现出不同的力学性能,但总体还是表现出了拉伸强度高而断裂伸长率低的特点,4种不同脱胶率苎麻纤维的实测结果见表2.
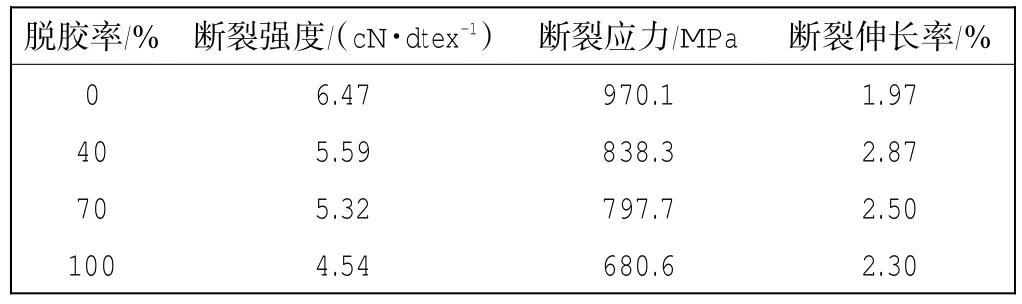
表2 4种脱胶率苎麻纤维的拉伸性能Tab.2 Tensile properties of four kinds DLR fiber
由表2可知,苎麻纤维的断裂强度随着苎麻纤维脱胶率的增大而减小,这主要是由于麻纤维在化学脱胶过程中,随着脱胶试剂用量的增加,纤维被损伤的程度越来越严重.而断裂伸长率则表现出不同,手撕原麻的断裂伸长率最小,之后随着麻纤维脱胶率的增大也呈现出减小的趋势.原因主要是手撕原麻中果胶等杂质的包覆比较严重,其脆性比较大.但当包覆减少之后,纤维的性质占主导地位,随着脱胶程度的增加,纤维的强度降低,从而影响纤维断裂伸长率的逐渐减小. 2.1.3 苎麻纤维摩擦性能
苎麻纤维表面有许多微细沟槽和麻胶或残余麻胶,使得苎麻表面粗糙.在复合材料中,苎麻纤维的摩擦性能是影响复合材料内部粘结能力的一个重要指标.4种不同脱胶苎麻纤维的摩擦因数见表3.

表3 4种脱胶苎麻纤维的摩擦因数Tab.3 Friction coefficients of four kinds DLR fiber
由表3可知,苎麻纤维的动摩擦因数随着脱胶率的增大而表现出逐渐增加的趋势.苎麻纤维的动摩擦主要是受纤维表面的粗糙程度影响的,苎麻纤维表面具有较多的横节和毛茸等,具有一定的粗糙度,因而当纤维为全脱胶时,纤维间的摩擦系数特别大.当苎麻纤维处于未脱胶时,纤维表面几乎全被胶质包围,但是表面沟壑比较少,其粗糙度很小,所以手撕原麻的动摩擦因数最小.但是随着脱胶率的增大,苎麻纤维表面的比表面积增大,导致纤维的动摩擦因数增大.而且当纤维基本不含胶质时,纤维表面本身的沟壑又占主导地位,从而保证了纤维的摩擦性能.而且随着纤维表面覆盖物的增加,特别是脂类物质增加时动摩擦性能自然会减小.综合可知,苎麻纤维的动摩擦系数随着纤维脱胶率的增大而增大.
2.2 脱胶率对苎麻纤维复合材料力学性能的影响
测得4种脱胶率苎麻纤维复合材料力学性能,如表4所示.
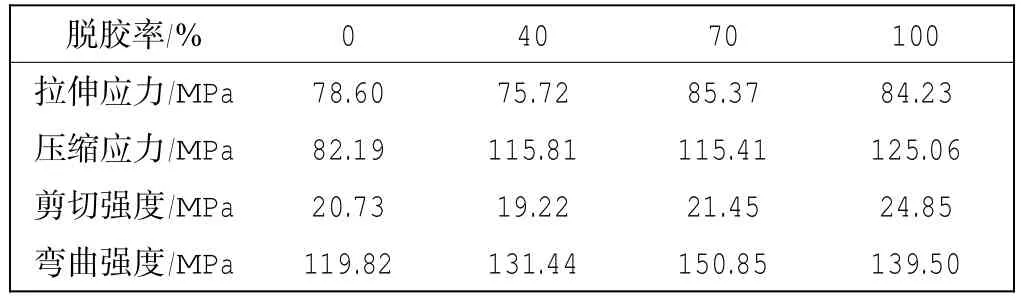
表4 苎麻纤维复合材料力学性能Tab.4 Mechanical properties of composites
2.2.1 对复合材料拉伸性能的影响
复合材料的拉伸变形过程包括4个阶段:首先是纤维和基体的弹性变形,然后是纤维保持弹性变形而基体开始发生非弹性变形,接着纤维与基体均发生非弹性变形,最后纤维断裂且复合材料整体断裂.所以,复合材料的拉伸性能主要取决于纤维与基体的界面结合力,以及纤维基体各自的拉伸性能.图3所示为各脱胶率麻纤维复合材料拉伸断裂后的断面图.
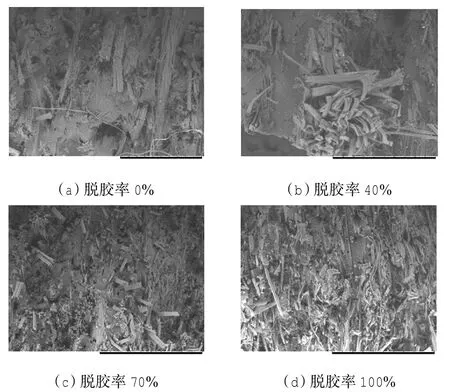
图3 复合材料拉伸断面图Fig.3 Tensile fracture pictures of composites
由图3(a)可见,手撕只能将麻纤维分成小束,纤维仍然粘结在一起,拉伸断裂后纤维呈束状抽出.图3(b)中纤维虽也未能完全分散,但分散性比手撕原麻好.图3(a)、(b)中复合材料中纤维与基体粘结分裂首先造成了材料的应力集中,然后再是纤维本身的断裂导致材料的完全破坏.而图3(c)、(d)中纤维在基体中的分散均匀性较好,复合材料在发生断裂时,纤维抽拔出基体与纤维的断裂基本同时发生,两图比较可知精干麻的纤维抽拔根数多于脱胶率为70%的复合材料.
由表4可以看出,脱胶率为40%和0%的纤维复合材料拉伸应力平均低于脱胶率为70%和100%,易达到破坏状态.手撕原麻复合材料的拉伸应力略高于脱胶率为40%,一方面是由于手撕原麻未进行碱脱胶,苎麻原麻纤维的力学性能未被破坏,其纤维断裂强度为最高,而40%脱胶率麻纤维的力学性能已经有所破坏,并且手撕原麻在基体中以束纤维的形式存在,所以原麻复合材料的拉伸性能优于脱胶率为40%的复合材料;另一方面是由于脱胶率为0%~40%时,胶质的存在对复合材料拉伸性能的影响基本相当,复合材料的拉伸性能主要决定于纤维的拉伸性能.脱胶率为70%和100%时的拉伸应力基本相当,主要是由于脱胶率对复合材料界面粘结性能的影响差距,正好被纤维的力学性能的差异所抵消.总的来说,纤维脱胶率和纤维力学性能共同影响着苎麻纤维复合材料的拉伸性能,且当苎麻纤维脱胶率为70%时,其复合材料的拉伸性能最优.
2.2.2 对复合材料压缩性能的影响
本文中复合板中的纤维分布是杂乱无章的,复合材料在承受压缩载荷时,纤维所承受的载荷既有纵向载荷又有横向载荷.所以复合材料的压缩破坏通常是由于横向拉伸应变超过了复合材料的横向变形能力极限,纤维与树脂的胶粘破坏共同导致界面上产生裂纹.图4所示为复合材料压缩裂纹放大图。
由图4可知,图4(a)中的纤维与树脂的胶粘性很差,受压后材料松散性很厉害,裂纹毛刺很多,压缩破坏来源于树脂与纤维的胶粘破坏;图4(b)中的裂纹为线性,且毛刺和大块松散现象有所减少,这说明树脂与纤维的粘结性比脱胶率为0%的复合材料明显提高,纤维与树脂的界面性能有所提高;图4(c)中裂纹处大块的纤维与树脂松散现象缓和,但仍存在纤维抽拔现象;图4(d)中的裂纹相比图(a)、(b)、(c),裂纹线整齐,毛刺锯齿现在均无.所以,随着苎麻纤维脱胶率的增大,复合材料中纤维与树脂的界面胶粘能力增强,裂纹的纤维抽拔逐渐减小.

图4 复合材料压缩裂纹放大图Fig.4 Compression crack pictures of composites
由表4中的数据可知,苎麻纤维复合材料的压缩应力大小为:脱胶率100%>70%≈40%>0%.这种趋势与纤维的摩擦性能相似,说明纤维的摩擦性能是影响其复合材料的重要因素.脱胶率为0%的纤维基本被果胶包覆,纤维与树脂只能间断性粘结,麻胶质与树脂的粘结占主要部分,而胶质的粘结能力差,使得复合材料在受到压缩作用力时易产生麻胶质与树脂的破裂,使得应力集中,发生压缩破坏.当含胶量为100%时,纤维基本处于全脱胶状态,并且碱对纤维表面也有一定的微处理,纤维与树脂之间的结合能力相比较好,此时复合材料的压缩性能最好.但当脱胶率为70%~40%时,压缩应力基本保持不变,而图4中(b)、(c)的裂纹很相似,麻胶质和裸露纤维间接性与树脂粘结,纤维与树脂的结合能力相当.
2.2.3 对复合材料剪切性能的影响
本实验利用短梁法测定复合材料的剪切强度,测量方法与弯曲性能的三点加载方法相似,然而相比测定弯曲应力,采用更小的跨厚比以增加剪切应力的水平,使试样产生层间剪切失效.
如表4中的剪切强度,其大小随着苎麻纤维脱胶率的增大而增大,在脱胶率为0%~70%时,复合材料的剪切性能增速较慢,但当脱胶率处于70%~100%时,增速提高.经分析可知,由于复合材料的剪切强度一部分依赖于树脂基体的剪切强度,另一部分依赖于界面的抗剪切能力.4种试样的树脂基体都是环氧树脂,决定其剪切强度大小的主要因素就是界面的抗剪切能力.脱胶率为100%的苎麻精干麻纤维的表面已经经过了微表面改性,其抗剪切能力明显强于其他脱胶率纤维.特别的,脱胶率为0%的手撕原麻未收到破坏,力学性能优于40%,从而使得手撕原麻复合材料的剪切强度优于脱胶率为40%时.所以,苎麻纤维的性能、脱胶率及纤维与基体界面性能综合影响了苎麻纤维复合材料的剪切强度.
2.2.4 对复合材料弯曲性能的影响
根据三点弯原理,苎麻纤维复合材料在受载荷时,分为3部分[13]:首先是试样的上表面受到压缩载荷,下表面受到拉伸载荷,还有层间受到剪切载荷.可以说三点弯曲强度能很好的反应出苎麻纤维复合材料的综合性能.图5所示为麻纤维复合材料的弯曲断面SEM图.

图5 复合材料弯曲断面图Fig.5 Fracture diagram of composites’flexural failure
比较可知,图5(a)、(b)中断口处有明显的锯齿状裂纹,抽拔出的纤维呈束状.图5(a)中的束纤维集聚现象明显,分散性较差,断口呈片状断裂.图5(b)中虽有纤维束存在,但分散性优于图5(a).图5(c)、(d)中的抽拔纤维分散较均匀,且纤维的断口趋于直线,切断面处的断裂纤维较整齐.
结合表4,弯曲强度大小是:脱胶率70%>100%>40%>0%.脱胶率为0%的手撕原麻分布不均,且其表面的胶质最多,所以手撕原麻的弯曲强度最小;脱胶率为70%时的分散性、均匀度和界面粘结性能较优,其弯曲性能也达到了最佳水平;而精干麻和脱胶率为40%的弯曲强度接近,虽然精干麻的表面性能优于脱胶率40%,但其麻纤维拉伸性能比脱胶率为40%时差.在苎麻脱胶率为100%和40%的复合材料弯曲破坏过程中,先是精干麻复合材料试样上表面承受的压缩载荷大于脱胶率为40%时,而脱胶率为40%的复合材料试样下表面中的纤维承受的拉伸载荷大于100%时,所以纤维与树脂的界面性能和纤维的性能共同决定了两者的性能基本保持不变.
3 结论
本文从苎麻纤维脱胶率的角度,分析了不同脱胶率对苎麻纤维及其复合材料性能的影响.
(1)苎麻纤维的脱胶率对纤维的断裂强力及表面摩擦性能有显著影响,随着脱胶率的增大,断裂强力和动摩擦因数都逐步增加,化学脱胶方法对苎麻纤维的损伤较大.
(2)相同条件下,苎麻纤维复合材料板材的拉伸应力在脱胶率为70%时达到最大,并且脱胶率0%和40%以及100%与70%纤维复合材料的拉伸应力相差不大;压缩性能和剪切性能都随着纤维脱胶率的增大有小幅度增强;弯曲性能在脱胶率为70%时达到最佳.总体可知,苎麻纤维复合材料的性能在纤维脱胶率为70%时能够达到最优状态.
(3)相比纯树脂材料,苎麻纤维复合材料的力性能均有所提高,但是苎麻纤维的优良性能仍不能得到充分发挥.所以,还需对苎麻纤维的性能进行优化或对纤维脱胶、复合材料制备等工艺进行改进.
[1] 王春齐,曾竟成,张长安.苎麻原麻/精干麻纤维及其复合材料[J].纤维复合材料,2003,20(4):20-22.
[2]张含飞,张元明,郁崇文,等.苎麻生物脱胶与化学脱胶精干麻纤维性能对比[J].上海纺织科技,2010,38(3):44-46.
[3] LU N,SWAN R H,FERGUSON I.Composition,structure,and mechanical properties of hemp fiber reinforced composite with recycled high-density polyethylene matrix[J].Journal of Composite Materials,2012,46(16):1915-1924.
[4] 汪波,彭定祥.苎麻产业现有问题的若干思考[J].中国麻业科学,2007,29(增刊2):393-396.
[5] 肖丽,王贵学,陈国娟.苎麻酶法脱胶的研究进展[J].微生物学通报,2004(5):101-105.
[6] 谢丽敏,陈桂花,吴晓玉,等.苎麻脱胶工艺的研究进展[J].江苏农业科学,2012,40(2):226-228.
[7] SHAHZAD A.Hemp fiber and its composites:A review[J]. Journal of Composite Materials,2012,46(8):973-986.
[8] GODA K,ASAI T,YAMANE T.Development of ramie fiber reinforced biodegradable resin matrix composites by pressforming and effect of chemical treatments[J].Journal of the Society of Materials Science,2003,52(10):1245-1252.
[9]RAHMAN M R,HUQUE M M,ISLAM M N,et al.Improvement of physico-mechanical properties of jute fiber reinforced polypropylene composites by post-treatment[J].Composites Part A:Applied Science and Manufacturing,2008,39(11):1739-1747.
[10]张勇,陈祥平,谭天富,等.基于物理机械力的苎麻脱胶新技术[J].应用技术,2012(3):65-67.
[11]LIU Z,DUAN S,SUN Q,et al.A rapid process of ramie biodegumming by Pectobacterium sp.CXJZU-120[J].Textile Research Journal,2012,82(15):1553-1559.
[12]鲁博,张林文,曾竟成.天然纤维复合材料[M].北京:化学工业出版社,2005:313-414.
[13]贾娜,李嘉禄.不同温度下复合材料弯曲性能的研究进展[J].天津工业大学学报,2011,30(4):26-29.
Influence of degumming loss rate on property of ramie fiber composites
GU Xi,CHENG Ling,WANG Xin-miao
(Devision of Textiles,Tianjin Polytechnic University,Tianjin 300387,China)
Four kinds of ramie fibers under different states of degumming are chosen.They are raw ramie fiber,40% degumming loss(DL)fiber,70%DL fiber and 100%DL fiber(completely degumming fiber).The basic properties of those four kinds of ramie fibers are tested and discussed.Then the composites were made by RTM process with those fibers and epoxy resin.An instron testing system was used for mechanical testing of these composites.The results show that when the DLR(degumming loss rate)of ramie fiber is 70%,the composite′s tensile and flexural property are best.The compression performance and shear performance of composites are better with the increase of DLR.In general,DLR of ramie fiber made a significant influence on the property of those fiber and composites.When the DLR is 70%,the ramie fiber composites show the best mechanical properties.
ramie fiber;degumming loss rate;composites;mechanical properties
TB332;TS123.2
A
1671-024X(2014)01-0005-05
2013-10-10
国家自然科学基金资助项目(11072175)
谷 茜(1989—),女,硕士研究生.
成 玲(1968—),女,教授,硕士生导师.E-mail:chengling@tjpu.edu.cn