轴承磨削烧伤的产生原因及解决方法浅析
2014-03-07张绍群
张绍群,刘 铁
(1.中航工业哈尔滨轴承有限公司 工程技术部,黑龙江 哈尔滨 150025; 2.哈尔滨轴承集团公司 生产管理部,黑龙江哈尔滨 150036)
轴承磨削烧伤的产生原因及解决方法浅析
张绍群1,刘 铁2
(1.中航工业哈尔滨轴承有限公司 工程技术部,黑龙江 哈尔滨 150025; 2.哈尔滨轴承集团公司 生产管理部,黑龙江哈尔滨 150036)
通过热力学公式找出轴承磨削热产生的主要原因并进行分析,找出避免轴承烧伤的比较合理的方法。
轴承磨削烧伤;套圈温升;支点;砂轮
1 前言
减少轴承加工缺欠一直是轴承加工工艺追求的目标。轴承套圈在磨削加工过程中,经常出现种类不同的加工缺欠,其中磨削烧伤是常见的磨加工缺欠,它主要是由于磨削过热引起的。支点的支承方式、砂轮的品种、冷却液等都是引起磨削过热的影响因素。
磨加工过程中,由于摩擦力的作用使套圈的温度升高,当温度过高时就产生了烧伤。这里运用热力学公式从热力学角度分别进行分析,从如何减少套圈的温升和如何带走套圈热量两方面讨论。
2 套圈的温升分析
从热力学公式Q=C·M·Δt中,可以看出轴承套圈的磨削热Q与材料的比热C、参与磨削的质量M和套圈温升Δt成正比,而套圈材料是事先确定的这里可以定为常数,所以着重分析参与磨削的质量M和套圈温升Δt。
参与磨削的质量M是指在磨削区被去除的质量。如果参与磨削质量M过小,就会造成磨削效率低下,直接影响加工效率,而且由于参与磨削质量M过小使轴承套圈对砂轮的作用力减小,造成砂轮脱落减少、自锐能力降低、磨削热升高,使磨削质量和磨削效率降低;反之参与磨削质量M过大,会造成轴承套圈与砂轮之间的作用力加大,使磨削热升高,同时磨削质量也随之降低。而主要影响因素是支承方式和磨削方式。
2.1 支点角度
支点角度直接影响套圈的受力,而受力又影响套圈参与磨削的质量M。目前,使用的电磁夹盘无心支承方式是靠轴承套圈与机床主轴回转中心之间的偏心量所产生的偏心力矩使轴承套圈靠紧支点来实现其径向定位,轴向定位是靠电磁力和轴向定位环来实现的,而且定位环与轴承套圈之间在工作时有相对运动。图1为工件自重的受力分析,图2具体分析工件中心与回转中心偏心量所产生的偏心力。



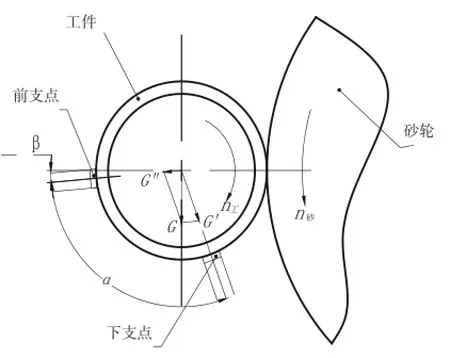
图1 支承方式Ⅰ的套圈重力分析
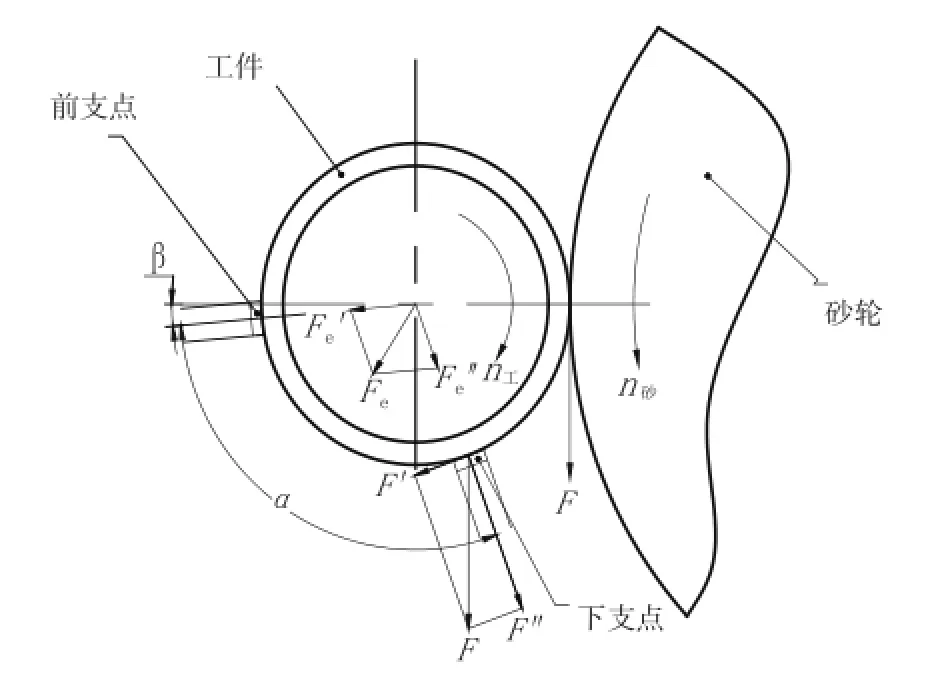
图2 支承方式Ⅰ的偏心力和磨削力分析
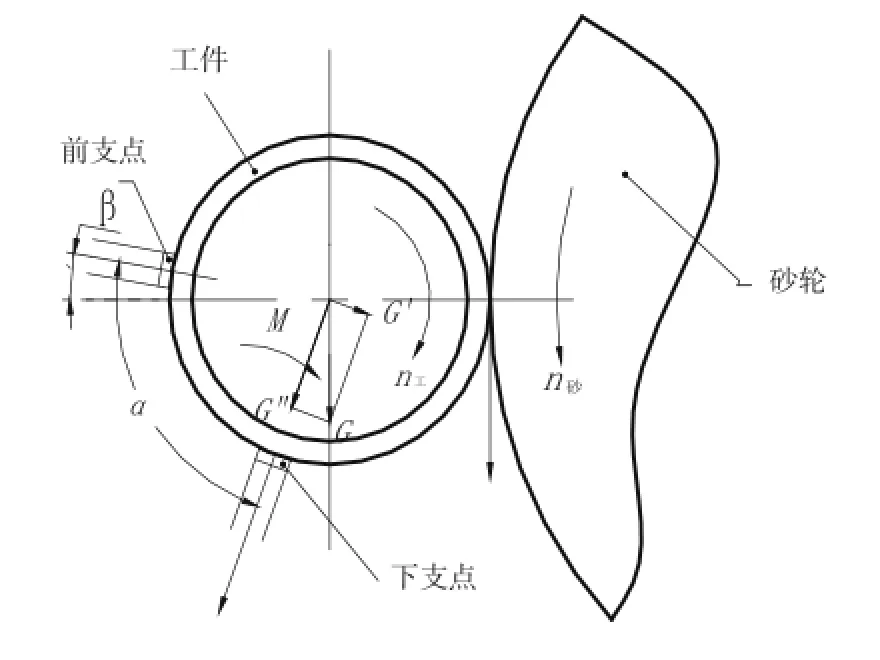
图3 支承方式Ⅱ的套圈重力分析
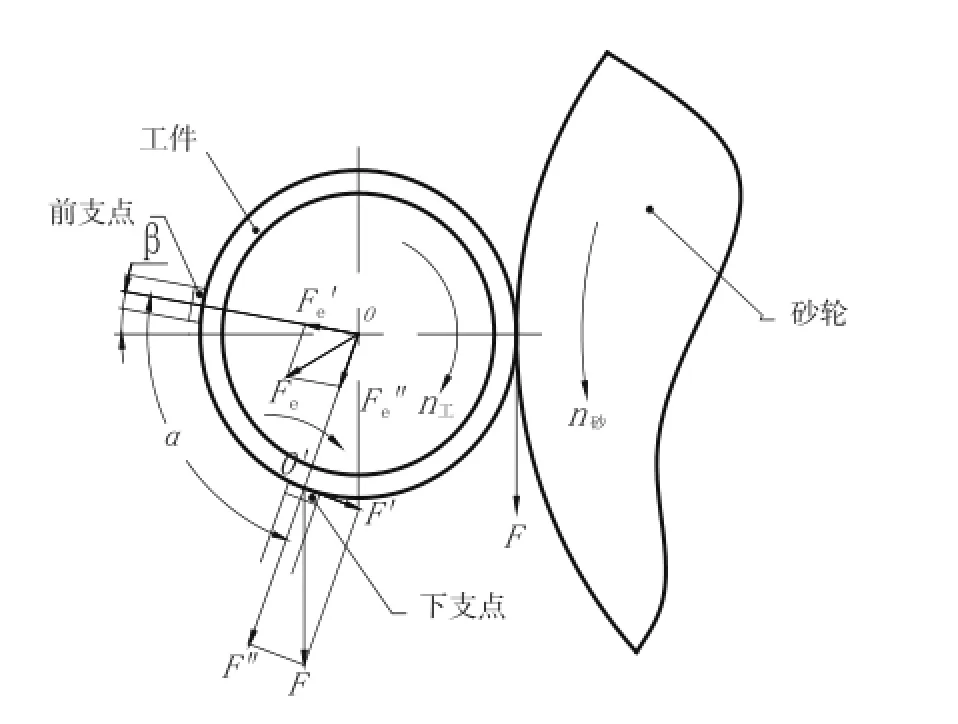
图4 支承方式Ⅱ的偏心力和磨削力分析
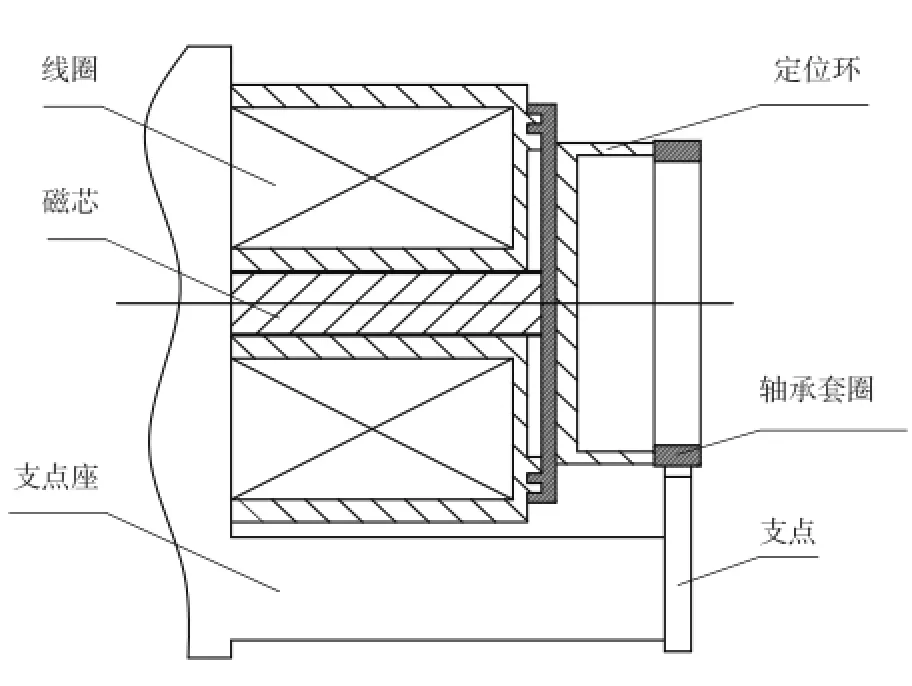
图5 无心电磁夹盘的组成
从图1、2中可以看出,轴承套圈主要承受套圈本身的重力、磨削力和偏心力,偏心力的方向指向两支点夹角的平分线,重力和磨削力垂直向下。大多数轴承行业采用如图1、2所示的支承方式Ⅰ,即重力和磨削力指向下支点两侧,但也有极少数企业采用如图3、4所示的支承方式Ⅱ,从图3、4的受力分析可以看出,在重力和磨削力的作用下,产生以下支点为中心远离前支点的力矩,它增加了轴承套圈对砂轮的作用力,也就变相增加了参与磨削的质量M。
2.2 支承材料
轴承行业磨削加工广泛使用的是无心电磁夹盘,无心电磁夹盘是励磁线圈产生磁场,而通过磁芯、定位环、轴承套圈、支点及支点座形成磁回路,此回路中的各部件应该是导磁材料,只有这样才能减少磁损、保证磁力的稳定(见图5)。
支承用支点大多数选用的是导磁的金属材料,也有少数选用非导磁材料,如酚醛胶木等。由于酚醛胶木不导磁,造成一定的磁损,为了获得同样的磁力就必须增加励磁线圈的电流;为保证套圈的稳定就必须增大偏心量,这样就增加了套圈与支承的摩擦力,直接影响套圈的转动,而酚醛胶木等非金属支点比较软,非常容易被镶嵌入金属颗粒和石英砂颗粒,非常容易造成套圈瞬间转速改变,圆弧支点表现得更为明显。由于圆弧支点接触面积和包角较大,非金属支点不容易形成支承油膜,造成摩擦力增大。以上原因均导致砂轮对轴承套圈的作用力增加,也就变相增加了参与磨削的质量M。
2.3 支点形式
支点形式主要分为固定支点、浮动支点、双浮动支点和圆弧支点。固定支点和浮动支点为单点接触或两点接触,双浮动支点是多点接触,而圆弧支点是通过圆弧的重合及液膜层的结合实现面接触。圆弧支点是非接触式支承,工件与支点之间的摩擦力较小,它可以避免工件与支点之间的划伤和烧伤。
2.4 磨削方式
磨削方式直接影响参与磨削的质量M。磨削方式大致分为定程磨削和控制力磨削。定程磨削是在一定时间内进给一定距离的磨削方法,这种磨削方式要求轴承套圈上工序的留量有较高的一致性,如果一致性较差时就会造成两种缺欠:一种是留量大造成单位时间内磨削量加大,即参与磨削的质量M也随之增大;另一种是留量小加工效率降低。
控制力磨削是由控制系统根据砂轮扭矩来确定进给量,可以实现磨削力的恒定。
从上述三个方面的论述可以看出,它们都可以造成参与磨削的质量M的增加,同时磨削力也随之增加,造成轴承套圈温度的增加,即Δt增大,这些都是造成轴承套圈磨削烧伤的主要因素。
3 套圈热量分析
3.1 热量的传递
与轴承套圈接触的定位夹具材料应选用热的良导体,如硬质合金等,它可以把部分磨削热带走,降低轴承套圈的温度。
3.2 热量的交换
冷却液的目的就是在单位时间内尽可能多地带走热量,降低轴承套圈的温升速度。根据热力平衡原则,运用热力学公式Q=C·M·(t2-t1),从热交换角度分别分析冷却液的比热、质量和温差对热量Q升高的影响。
冷却液的比热与冷却液材料和配比有关,现在常用的冷却液一般为合成冷却液(使用原液按比例勾兑)、组合冷却液(油膏、碳酸钠等按比例组合)和油(变压器油),比热油为最大,它可以在较短时间内升高温度,带走较多的热量,但是成本较高,而且污染环境。
使用冷却液量超大、有高效冷却系统、高精度的过滤系统的集中冷却液供给系统,加大磨削区域冷却液的流量,采用增大冷却液管的口径和喷嘴的数量,再改变冷却位置,特别是内表面的加工,增加主轴出水功能,都可以非常高效地与套圈进行热交换,降低温升。
4 砂轮对产生磨削热的影响
砂轮在磨削加工中起到非常大的作用,砂轮磨粒的材质、结合剂、空隙等的选择是保证完美磨削的重要因素。
4.1 砂轮空隙
当砂轮进行磨削时,砂轮与工件接触,使冷却液不能从砂轮与工件之间直接通过,大大降低了冷却液的冷却效果。因此,选用大空隙砂轮增加砂轮的含水量,依靠砂轮转动产生的离心力使冷却液直接进入磨削区。
4.2 砂轮的钝化
在磨削过程中,砂轮工作表面的磨粒会逐渐磨钝堵塞,砂轮磨钝堵塞后,磨削力增大,磨削温度上升,发生颇振与烧伤,使被加工零件的表面完整性受到极大影响。同时,砂轮的堵塞钝化也会使砂轮工作表面丧失正确的几何形状,使加工精度降低。
砂轮的粒度、硬度、组织、砂轮的速度、轴承套圈速度、进给速度、磨削深度及磨削液等是磨削过程中影响磨削质量的重要参数。因此,对影响砂轮磨钝堵塞等各种因素进行分析研究,对磨削用量等参数进行单因素、多因素实验,建立优化合理的磨削参数并总结出规律,仍是指导生产的一种有效方法,也是磨削加工技术中应该重点研究的内容之一。
5 结束语
从上述几方面可以看出,选用合理的支承方式、导磁的支点材料、先进的支点形式、匹配的磨削进给参数、适合的砂轮,就可以很大程度解决磨削中的烧伤问题。
(编辑:钟 媛)
Analysis on reason for grinding burns of bearing and solutions
Zhang Shaoqun1,Liu Tie2
(1.Engineering Technology Department,AVIC Harbin Bearing Co., Ltd., Harbin 150025,China; 2.Production Management Department,Harbin Bearing Group Corporation,Harbin 150036, China)
Through the thermodynamic formula, this article analyzes the main reason for the bearing grinding burn, and finds a reasonable way to avoid bearing burn.
grinding burns of bearing; ring temperature rise; supporting point; grinding wheel
TG580.63
B
1672-4852-(2014)04-0033-03
2014-09-12.
张绍群(1963-),男,高级工程师.
