双列深沟球轴承加工质量分析
2014-03-07孔祥君姚桂红
孔祥君,姚桂红
(1.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036; 2.哈尔滨轴承集团公司 热处理分厂,黑龙江 哈尔滨150036)
双列深沟球轴承加工质量分析
孔祥君1,姚桂红2
(1.哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036; 2.哈尔滨轴承集团公司 热处理分厂,黑龙江 哈尔滨150036)
磨削双列深沟球轴承沟道的砂轮可通过金刚笔或金刚石滚轮进行修整。在分析对比了两种修整方法及对双列深沟球轴承加工质量的影响后,得出金刚石滚轮优于金刚石笔的结论。同时,分析了套圈沟道加工质量对成品轴承质量的影响。
双列深沟球轴承;金刚石笔;金刚石滚轮;一次定位磨削
1 前言
众所周知,轴承套圈沟道质量的好坏对成品轴承的旋转精度、振动、噪音、游隙和轴承的寿命等特性有非常大的影响。双列深沟球轴承套圈沟道与单列深沟球轴承相比,除了单个沟道有基本尺寸公差、形状位置相互差等要求外,还增加了两沟道相互之间尺寸公差、形状和位置公差的要求,即:沟径差、内(外)圈一沟道对另一沟道的径向跳动Kir(Ker)、端面跳动Sir(Ser)和沟间距离等技术要求。因此,双列深沟球轴承与单列深沟球轴承相比,其沟道精度要求更高,更难加工,成品质量更难控制。用常规的金刚笔修整砂轮的方式不能满足套圈两沟道相互间的尺寸公差、形状位置公差及成品轴承质量要求。
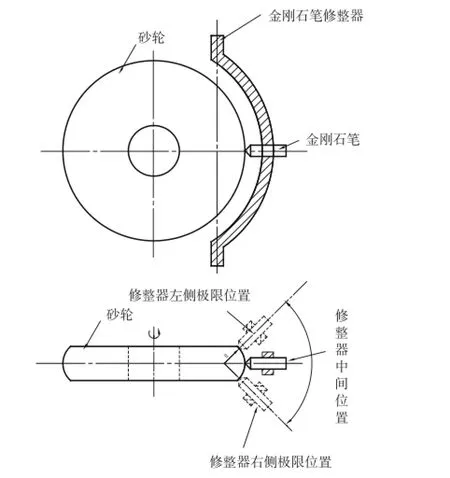
图1 金刚石笔修整砂轮原理
2 金刚石笔和金刚石滚轮修整砂轮的工作原理
2.1 金刚石笔的修整原理
如图1 所示,在修整砂轮前首先要把金刚石笔调整到砂轮的中间位置,然后调整好金刚石笔的回轮半径R使其大、小等于被加工套圈的沟形半径。开动砂轮使其高速旋转,再开动金刚石笔修整器,使其左 右摆动,当金刚石笔从左侧的极限位置回轮到右侧的极限位置就刚好完成一次修整,砂轮被修整成了所需要的沟道形状。该修整器只能修整单沟形砂轮。
2.2 金刚石滚轮的修整原理
可以把金刚石滚轮做成与被加工套圈沟道形状相同的成形刀具,把它装在修整器上,修整砂轮时,砂轮逆时针旋转,滚轮顺时针旋转,以切入的方式修整砂轮,双沟形砂轮一次修整完成,见图2 所示。

图2 金刚石滚轮修整砂轮原理
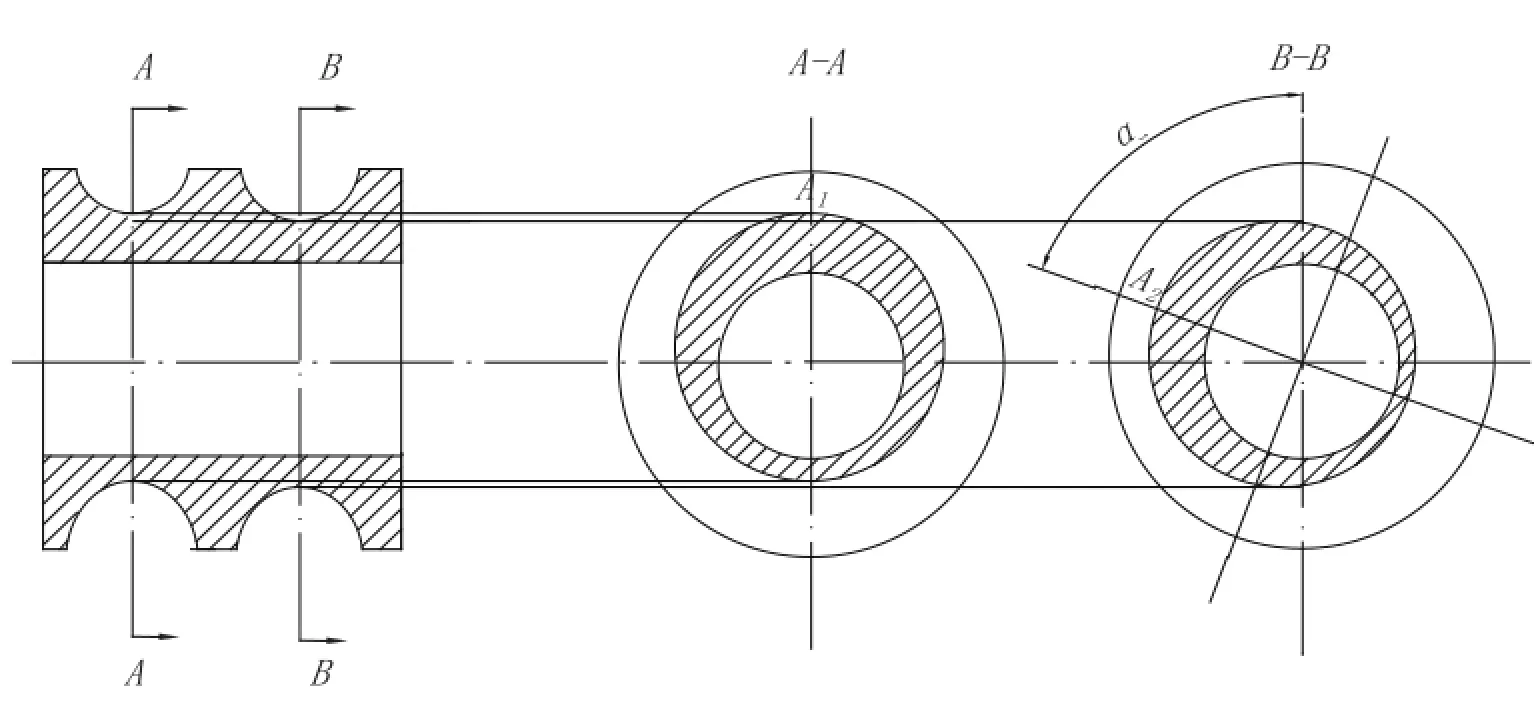
图3 内圈两沟道两次定位加工时一沟道对另一沟道的径向跳动
3 两种修整与加工方法对比
3.1 修整方法对比
通过对比两种修整砂轮原理,可以看出金刚笔修整砂轮时只能实现单沟形修整,而金刚石滚轮修整砂轮时,可实现双沟形修整。
3.2 加工方法对比
用金刚石笔修整砂轮加工双列深沟球轴承套圈时,一次只能加工一个沟道,另一个沟道需两次定位加工;而用金刚石滚轮修整砂轮加工双列深沟轴承套圈沟道时,可一次定位两沟道同时加工,不仅生产效率高,而且两沟道之间相对误差很小,使得两沟道的沟径差、内(外)圈沟道对另一沟道的径向跳动Kir(Ker)、内(外)圈沟道对另一沟道的端面跳动Sir(Ser)、沟间距等技术要求容易控制。
4 两种修整方法加工质量对比分析
4.1 两沟道沟径差对比分析
用金刚石笔修整砂轮,加工双列深沟球轴承套圈沟道,由于两沟道两次定位加工,沟径差的大小取决于加工单个沟道的散差,即取决于沟道设备的尺寸加工精度,对设备的精度要求很高,沟径差不易控制。
用金刚石滚轮修整砂轮加工双列深沟球轴承套圈沟道,是一次定位两沟道同时磨削,两沟道处于相同的加工状态,两沟道的径向进给量,进给速度完全相同,沟径差不取决于设备的加工精度,而取决于金刚石滚轮两沟之间的沟径差。如果存在误差,可调整修整器的角度或床头角度,所以即使不同套圈沟径尺寸散差较大。但同一个套圈两沟道间的沟径差仍然不受影响。
4.2 一沟道对另一沟道径向跳动Kir(Ker)的对比分析
用金刚石笔修整砂轮加工沟道如图3 所示。两沟道两次定位,两沟道壁厚的最大值点A1和A2不重合,形成一个α角。由于加工单个沟道具有随机性,每个套圈α角度都不同,当α在0~180°之间时,内(外)圈沟道对另一沟道的径向跳动Kir(Ker)随a值增大而增大;当α在180°~360°之间时,Kir(Ker)随α值增大而减小,很难控制。必须提高单个沟道壁厚差Ki(Ke)才能减小内(外)圈沟道对另一沟道的径向跳动值Kir(Ker)。
用滚轮加工沟道如图4 所示。因为两沟道一次定位加工,磨削时两沟道处在同一砂轮的磨削状态,形状、振动的频率、相位相同两沟道壁厚最大值是A1和A2重合,所以内(外)圈沟道对另一沟道的径向跳动Kir(Ker)不受单个沟道壁厚Ki(Ke)的影响。

图4 内圈两沟道一次定位加工时一沟道对另一沟道的径向跳动
4.3 一沟道对另一沟道的端面跳动Sir(Ser)对比分析
用金刚石笔修整过的砂轮加工沟道时的端面跳动如图5 所示。因为沟道1加工完成后,需要翻面加工沟道2,所以加工工件时,不仅要求两次定位而且基准端面也发生了变化,再受沟摆Si(Se)影响两沟道中心线不平行,造成内(外)圈道对另一沟道的端面跳动Sir(Ser)增大。
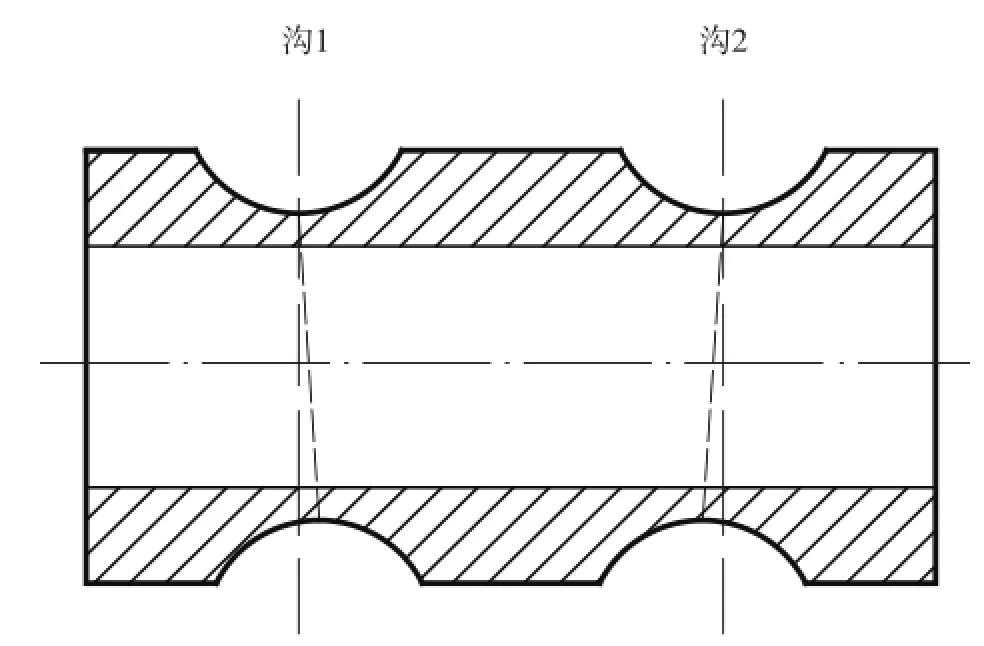
图5 内圈两道沟二次定位加工时一沟道对一沟道的端面跳动
用滚轮修整砂轮加工两沟道的端面跳动如图6 所示。因为一次定位两沟道同时加工,基准端不变,即便受沟摆Si(Se)影响,但是两沟道中心线仍然保持平行,所以两沟道的端面跳动Sir(Ser)不受影响。
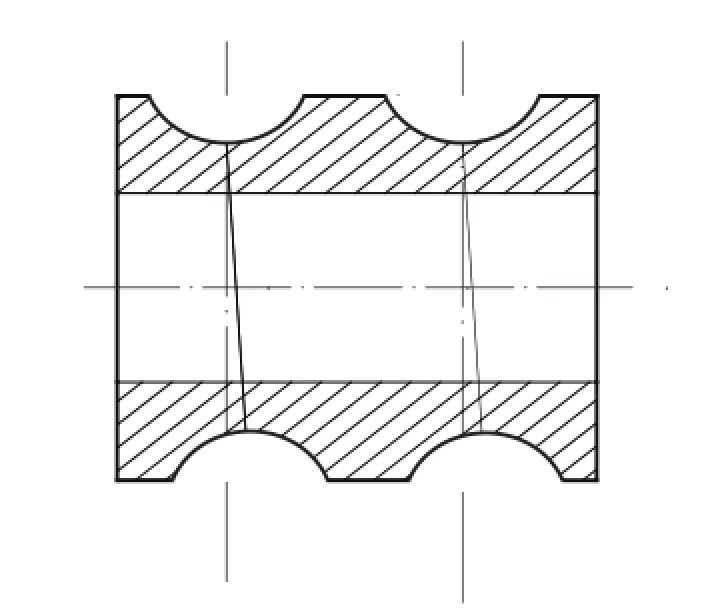
图6 内圈两沟道一次定位加工时一沟道对一沟道的端面跳动
4.4 沟间距对比分析
用金刚石笔修整砂轮加工沟道如图7 所示。
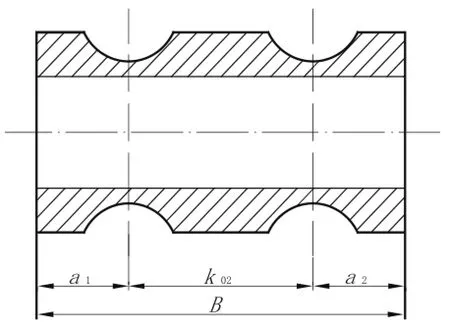
图7 沟间距与两沟之间的关系
沟间距:K02=B-(a1+a2)。
式中:K02——沟间距;
a1——沟道1的沟位置;
a2——沟道2的沟位置;
B ——套圈宽度。
从公式中可以看出,沟间距随沟道a1位置,沟道a2位置和沟道宽度的变化而变化,沟间距不易控制。
用滚轮加工沟道,因为同一个滚轮的沟间距是固定不变的,加工工件后每个套圈的沟间距都保持不变,不受两沟位置的影响。
5 两沟道加工质量对成品轴承质量的影响
5.1 两沟径差对成品轴承质量的影响
双列深沟球轴承合套时,为了避免钢球混差,一套轴承只能用一个差的钢球。由于一个套圈的两个沟道的沟径尺寸不同,合套后,同一套轴承的两个沟道的径向游隙也就不同,那么游隙小的沟道承受的径向载荷较大;游隙大的沟道承受径向载荷的较小,造成两沟道受力不均,对轴承的寿命,可靠性有较大的影响。
5.2 一沟道对另一沟道的径向跳动Kir(Ker)对成品轴承的影响
双列深沟球轴承相当于两套单列深沟球轴承组合在一起。双列轴承套圈的一个沟道对另沟道的径跳Kir(Ker)即两沟道壁厚差Ki(Ke)的最大点不重合,也就是说成品轴承的径摆Kia(Kea)也不重合,因此对双列深沟球轴承的旋转精度有影响,那么配对轴承在配对前要测量单套轴承的Kia(Kea)径摆的最大值点,配对时让两单套轴承的Kia(Kea)的最大值点重合,就是为了解决这一问题。
5.3 一沟道对另一沟道端面跳动Sir(Ser)对成品轴承质量的影响。
内(外)圈沟道对另一沟道的端跳Sir(Ser)不好,也就是说两沟道中心线不平行,那么两沟道在圆周上对应的两个点的沟间距也就不同,轴承旋转时,径向游隙和轴向游隙的大小是周期性变化的,影响轴承旋转精度、振动和寿命。
5.4 沟间距对成品轴承径向游隙和轴向游隙的影响
虽然双列深沟球轴承设计时内(外)圈的沟间距的公称尺寸相同,但在实际加工时还是有误差存在,因此内、外圈沟间距也就有差值△(内、外圈沟间距之差△)对轴承的径向游隙和轴向游隙都有影响。
双列深沟球轴承径向游隙和轴向游隙与内、外圈沟间距之差△的关系如下:

式中: Dw——钢球直径mm;
Rw——外圈沟曲率半径;
RN——内圈沟曲率半径;
△ ——内、外圈沟间距之差;
GR——径向游隙;
Ga——轴向游隙;
t ——引进参数, t=d1+2Ri-(D1-2R0)。
从公式(1)、(2)可以看出,当(Rw+RNDw)和t不变时,径向游隙和轴向游隙随△值的变化而变化。由于△等于内、外沟间距之差,所以沟间距的大小影响双列深沟球轴承的径向和轴向游隙,对成品轴承的质量有影响。
6 结束语
通过用金刚石滚轮和金刚石笔修整砂轮加工双列深沟球轴承套圈沟道的原理对比分析及对成品质量的影响分析,说明了用金刚石滚轮修整砂轮加工双列深沟球轴承套圈沟道能够提高成品轴承的质量。
(编辑:王立新)
Analysis on processing quality of double row deep groove ball bearing
Kong Xiangjun1,Yao Guihong2
(1. Harbin Hazhou Precision Bearing Manufacturing Co., Ltd., Harbin 150036,China; 2.Heat Treatment Sub-factory,Harbin Bearing Group Corporation,Harbin 150036,China )
The grinding wheel which grinding double row deep groove ball bearing raceway can be trimmed by the diamond pen or diamond wheel . After analyzing and comparing the two methods and the impact on the double row deep groove ball bearing processing quality, it is found that the diamond wheel was superior to the diamond pen . At the same time, the influence of the processing quality of the ring raceway on bearing products quality was analyzed.
double row deep groove ball bearings; diamond pen; diamond wheel; once positioned grinding
TH133.33+1
B
1672-4852(2014)04-0040-04
2014-08-13.
孔祥君(1962-),男, 工程师.
