长型双歧杆菌、粪肠球菌发酵培养改进的研究
2014-03-06蒋洁倩
蒋洁倩
(上海信谊药厂有限公司,上海 201206)
0 引言
通过在培菲康菌种的发酵培养基中添加微量元素和促生因子,可较为有效地提高培菲康菌种的发酵得率。根据《生物制品生产工艺过程变更管理技术指导原则》规定,改变发酵培养基物料需进行补充申请,而整个补充申请的流程和获批时间较长,作为我公司的重点产品,对培菲康原料工艺的改进应未雨绸缪,尽早展开。根据药研所和车间的前期研究,作为培菲康原料主要菌种的长型双歧杆菌(BL)、粪肠球菌(SF)在略微变动发酵培养基的情况下,可通过增加微量元素的方法优化原料生产工艺。
因此,建议对培菲康原料菌粉的发酵工艺进行改进,以实现培菲康发酵工艺改进预期目标(表1)中长型双歧杆菌活菌量不降低、冻干菌粉重量增加的目标。本文将从发酵培养基改良、冻干保护剂改进、发酵参数控制等方面,对长型双歧杆菌、粪肠球菌发酵培养进行研究与探讨。
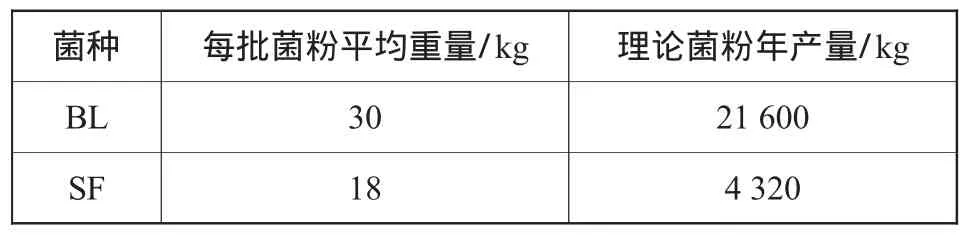
表1 培菲康发酵工艺改进预期目标
1 发酵培养基改良
因改变发酵培养基物料需进行补充申请,而整个补充申请获批时间较长,为尽快突破原料的产能瓶颈,故在改进产业化项目中未对发酵培养基物料种类进行更改,仅对发酵培养基的配比进行了改进优化,调整了碳氮比以更加利于长型双歧杆菌和粪肠球菌的生长。从发酵理论可知,营养过于丰富对菌体的代谢、产物的合成及氧的传递都会产生不良的影响。若产生阻遏作用的碳源用量过大,则菌体生长受到明显抑制;反之,仅仅供给维持量的碳源用量,菌体生长和产物合成就都停止。例如,当葡萄糖浓度较低时不会出现抑制作用,而当葡萄糖浓度较高时,则多数微生物不能生长,细胞会出现脱水现象。若采用增加乳糖含量的方式,可有效提高粪肠球菌培养基物料中的碳源浓度。
培养基过于丰富,菌体生长过旺,黏度增大,传质差,菌体不得不花费较多的能量来维持其生存环境,即用于非生产的能量大量增加,会导致物料浪费。通过调整酵母粉、胰胨及蛋白胨等培养基物料的比例,减少添加量过多的氮源物料,可实现对发酵培养基氮源的优化。
产业化项目对长型双歧杆菌和粪肠球菌的培养基物料改进配方如表2、表3所示,葡萄糖、乳糖和酵母粉等具体物料的单因素优化实验数据是药研所通过小试实验获得的。
此外,为进一步优化发酵培养基,根据培养基化学组成和菌体需要,结合动力学原理对其进行优化。根据营养物特性进行调整,在培养基中添加微量元素,分别优化了长型双歧杆菌、嗜酸乳杆菌和粪肠球菌的发酵培养基,调整了培养基的碳氮比并增加了无机盐含量,使能源物质的比例达到最优水平,提高了发酵产率。在华东理工进行的中试放样中,获得了令人满意的结果,为以后发酵工艺的进一步改进打下了坚实的基础。

表2 长型双歧杆菌培养基物料表
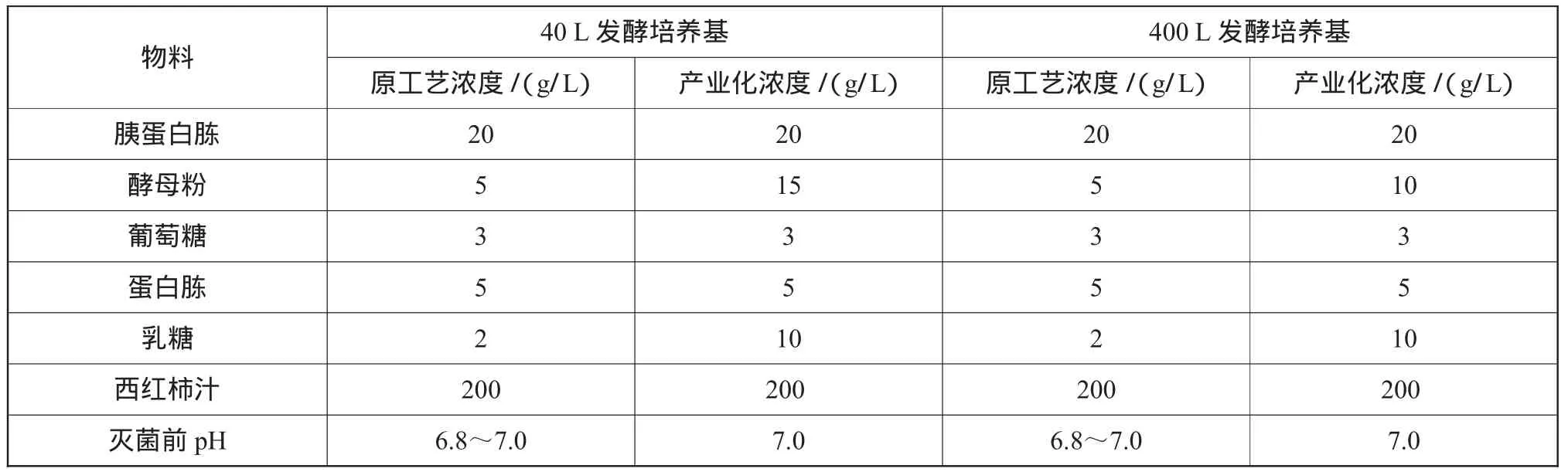
表3 粪肠球菌培养基物料表
相比现有工艺,产业化改进后的发酵培养基更适合长型双歧杆菌、嗜酸乳杆菌和粪肠球菌的高密度培养。
2 冻干保护剂改进
发酵产业化实施后,发酵菌体的得率提高,对原工艺的冻干保护剂配比也需要进行优化。因此,根据发酵所获得的菌体增产情况,在冻干设备控制参数不变的情况下,对冻干保护剂的配比进行调整,主要包括干湿保护剂的比例调整及加量的优化,保护剂试验配方具体如表4所示。
相比现有工艺,产业化后的培菲康原料冻干菌粉产能可得到有效提升。产业化项目结合发酵工艺改进和冻干保护剂优化,可有效提高冻干菌粉的重量和活菌量,实现保证产品质量的同时提高产量的目标。
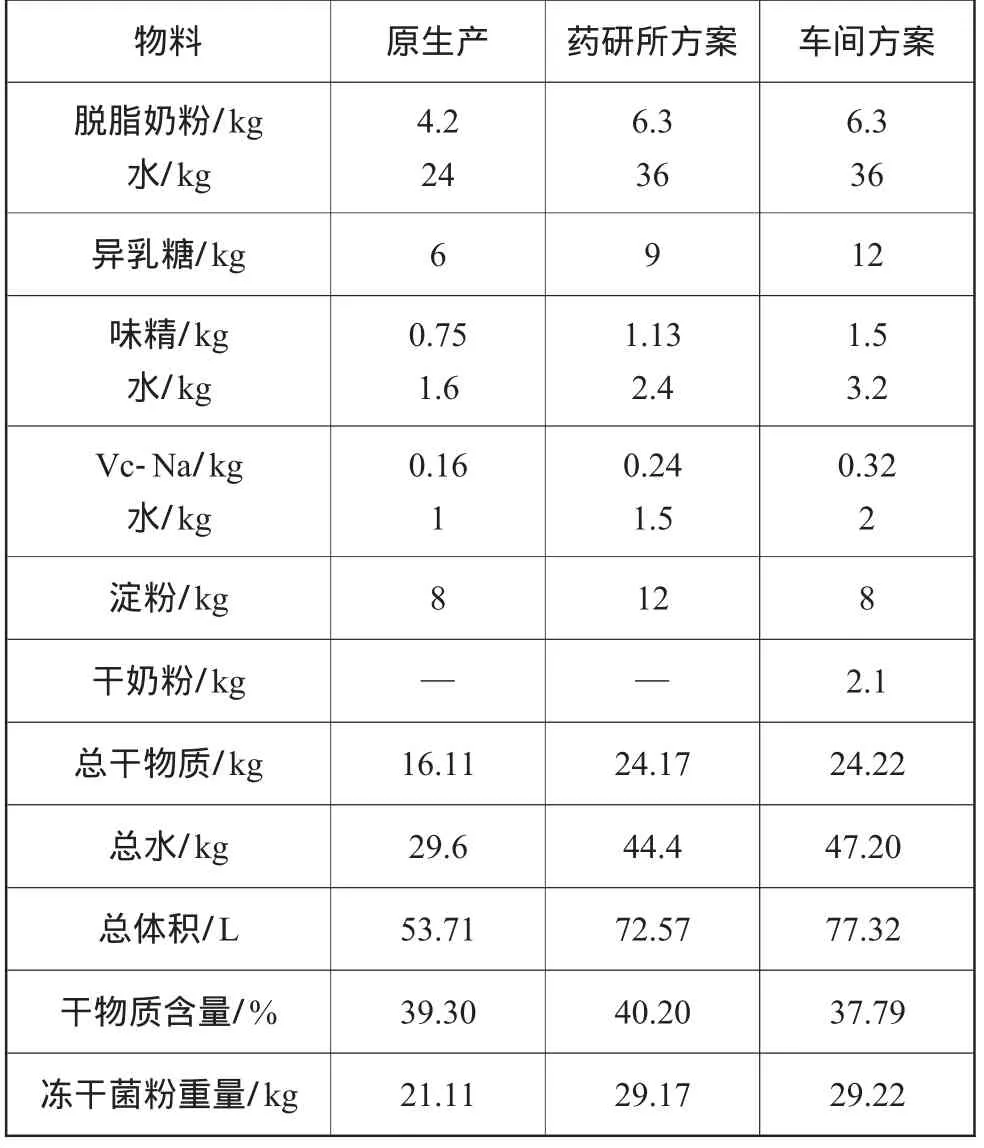
表4 产业化冻干保护剂小试处方
3 发酵参数控制
培菲康车间进行了一系列的产业化改造项目,改造的具体措施主要有:旧设备的维护保养、新设备的安装调试验证、对发酵培养基的碳氮比进行优化、在发酵过程中在线实时调控pH值、改进发酵过程的检测方法和发酵终点的判定标准等。随后,根据改进的发酵工艺在冻干设备参数不变的情况下,对冻干保护剂配比进行优化调整。通过上述优化方法,可在一定程度上提高发酵的生产效率,能使在发酵结束的放罐离心后所获得的湿菌泥重量、冻干菌粉重量和冻干菌粉活菌量都得到一定的提升。
发酵控制是取得高产、高质产品的必要条件。发酵控制的先决条件是了解发酵进行的情况,进而做出相应的调整,使发酵过程有利于目的产物的积累和产品质量的提高。所谓的发酵控制参数即是通过取样分析获得的有关发酵的信息,其工艺参数主要可分为物理参数、化学参数和生物参数。其中,物理参数包括温度、压力、搅拌转速、搅拌功率、空气流量和黏度等;化学参数主要有pH、基质浓度、溶解氧浓度、氧化还原电位、产物浓度、废气中氧的含量和废气中二氧化碳的含量;生物参数主要是菌体浓度和菌丝形态。
培菲康车间现有的工艺控制参数主要有温度、压力、酸度和离线pH。实施产业化改造以后,将在现有基础上对发酵过程的控制参数进行改进,离线检测pH的方法为在线实时监控pH,同时增加对发酵液浊度和还原糖的检测,并以此作为发酵终点判定的标准。
3.1 pH值
微生物发酵是在一定条件下进行的,其代谢变化通过各种参数反映出来,特别是发酵过程中发酵液pH值的变化,是菌体生长和代谢的综合表现,对微生物生长具有非常明显的影响。在发酵过程中,要选择好发酵培养基的成分及其配比,并控制好发酵工艺条件,使pH值稳定维持在最佳的范围内。若需调节发酵体系的pH,可事先调节培养基物料的pH。如需控制消后pH在6.0,消前pH往往要调到6.5~6.8,可在培养基中加入维持pH的物质,如碳酸钙。此外,也可通过补料方式进行pH调节。
目前,培菲康车间仍采用传统的人工检测、手动调节的方式进行工业发酵生产,即在培养基投料时一次性倒入一定量的碳酸钙以使发酵过程的pH缓慢下降。产业化改造后,新增补料系统包括pH电极、监控仪、补料泵和信号反馈控制系统。该系统可通过插在发酵罐上的pH电极将发酵液的pH值通过电信号传导至控制器,由控制器对补料泵进行控制补料。通过设定补料pH值、电极检测周期、补料泵转速和响应时间等参数,实现在线实时监控pH。长型双歧杆菌、嗜酸乳杆菌和粪肠球菌在其生长过程中会产生酸,导致体系的pH下降。通过补料系统可使培菲康的3种菌始终在最适合生长的pH环境中培养,将有效提高单位时间的菌体生长速度和最终发酵菌体的得率。
3.2 浊度测定
发酵过程中的菌体形态和菌体浓度直接反映了菌的生长情况。菌体形态可通过显微镜进行观察,菌体浓度可通过测黏度法、压缩体积法(离心)、静置沉降体积法和比浊法(适合细菌、酵母)等方法得知。在产业化改进后,增加比浊法对培菲康生产菌进行监控。
浊度对发酵产品的生产是极其重要的,发酵液中低浓度的非丝状菌的OD值与细胞浓度成线性关系。OD值一般采用分光光度计在波长420~660 nm范围进行测量,要求吸光度值在0.3~0.5范围内。在波长600~700 nm之间,1个吸光率单位大约相当于每升1.5 g细胞干重。例如,中试发酵终点取粪肠球菌发酵液检测OD值,数值为5.0,理论折合400 L发酵液中细胞干重约为3 kg。长型双歧杆菌因发酵培养基中含有脱脂奶粉,在发酵液测定OD值时会产生基质干扰,影响检测结果,故产业化改造项目对嗜酸乳杆菌和粪肠球菌发酵过程加入浊度的检测,并以该参数作为这2种菌发酵终点的判定方法之一。
3.3 还原糖测定
发酵过程中糖的消耗反映了生产菌的生长繁殖情况及产物合成的活力。因此,对发酵体系残糖的测定意义重大。还原糖是指含有自由醛基的单糖,通常指的是葡萄糖。产业化改造项目增加了对培菲康3种菌发酵液的还原糖检测,此项改进可提供更为客观精准的监控参数,以确保对培菲康生产菌种的发酵过程进行更为精确地监控,并提高生产风险的可控性。
3.4 具体发酵参数控制
表5为长型双歧杆菌预实验过程参数,表6为粪肠球菌预实验过程参数。
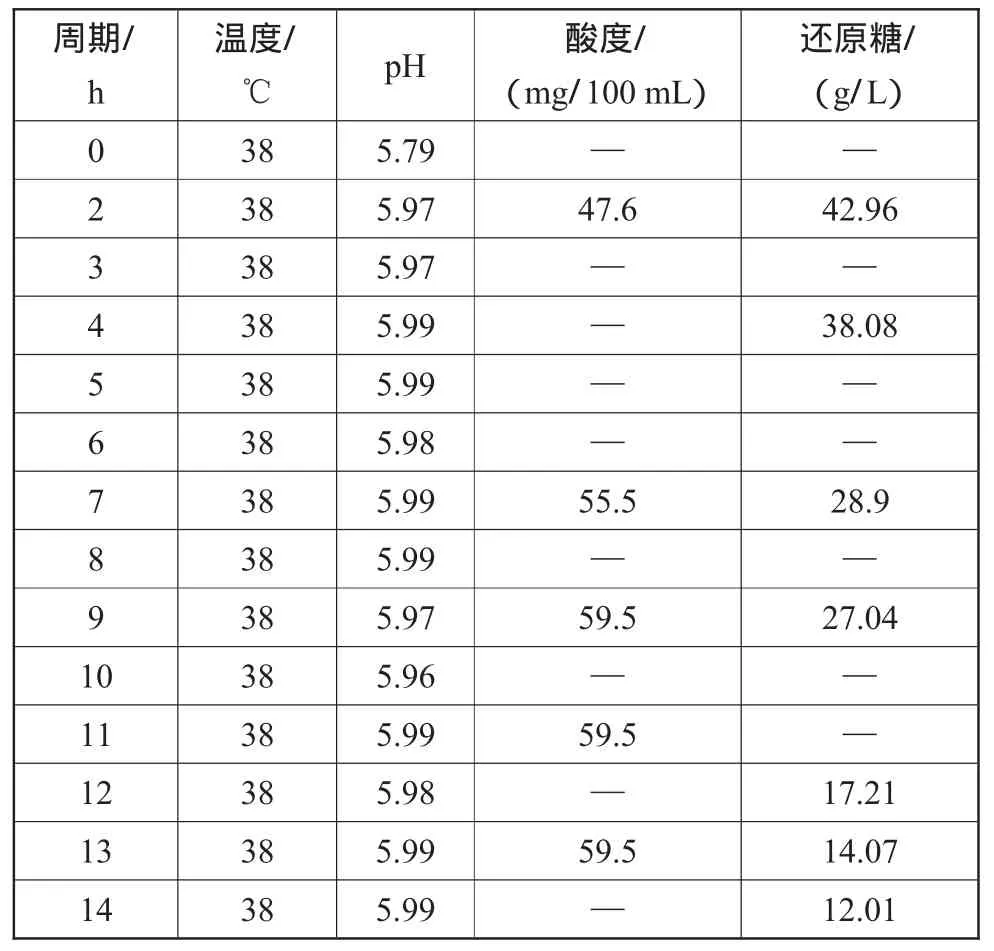
表5 长型双歧杆菌预实验过程参数
进入中试阶段,表7为长双歧杆菌中试发酵过程参数,表8为粪肠球菌中试发酵过程参数,其结果分别是:长型双歧杆菌中试结果(表9)与粪肠球菌中试结果(表10)。
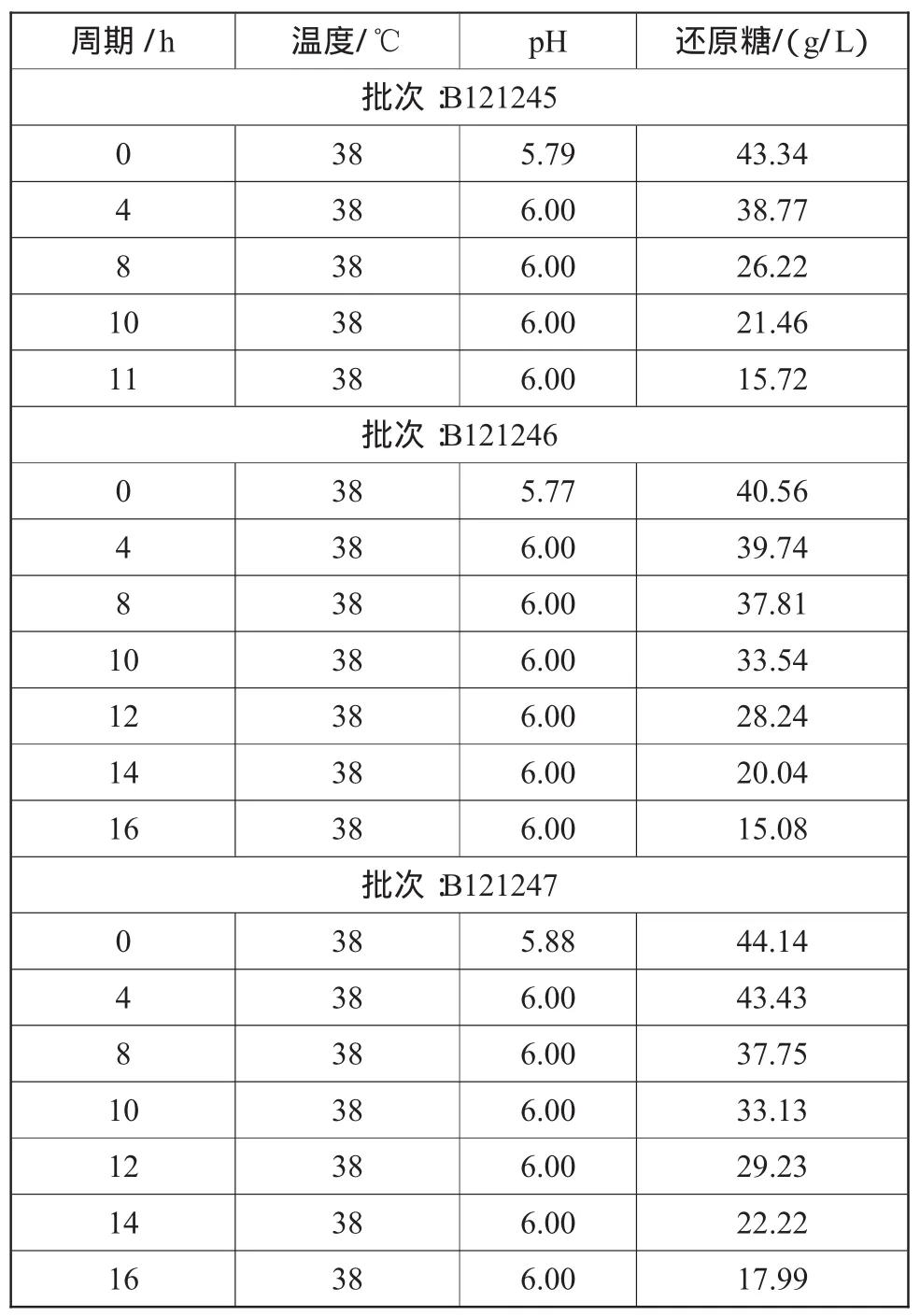
表7 长型双歧杆菌中试发酵过程参数
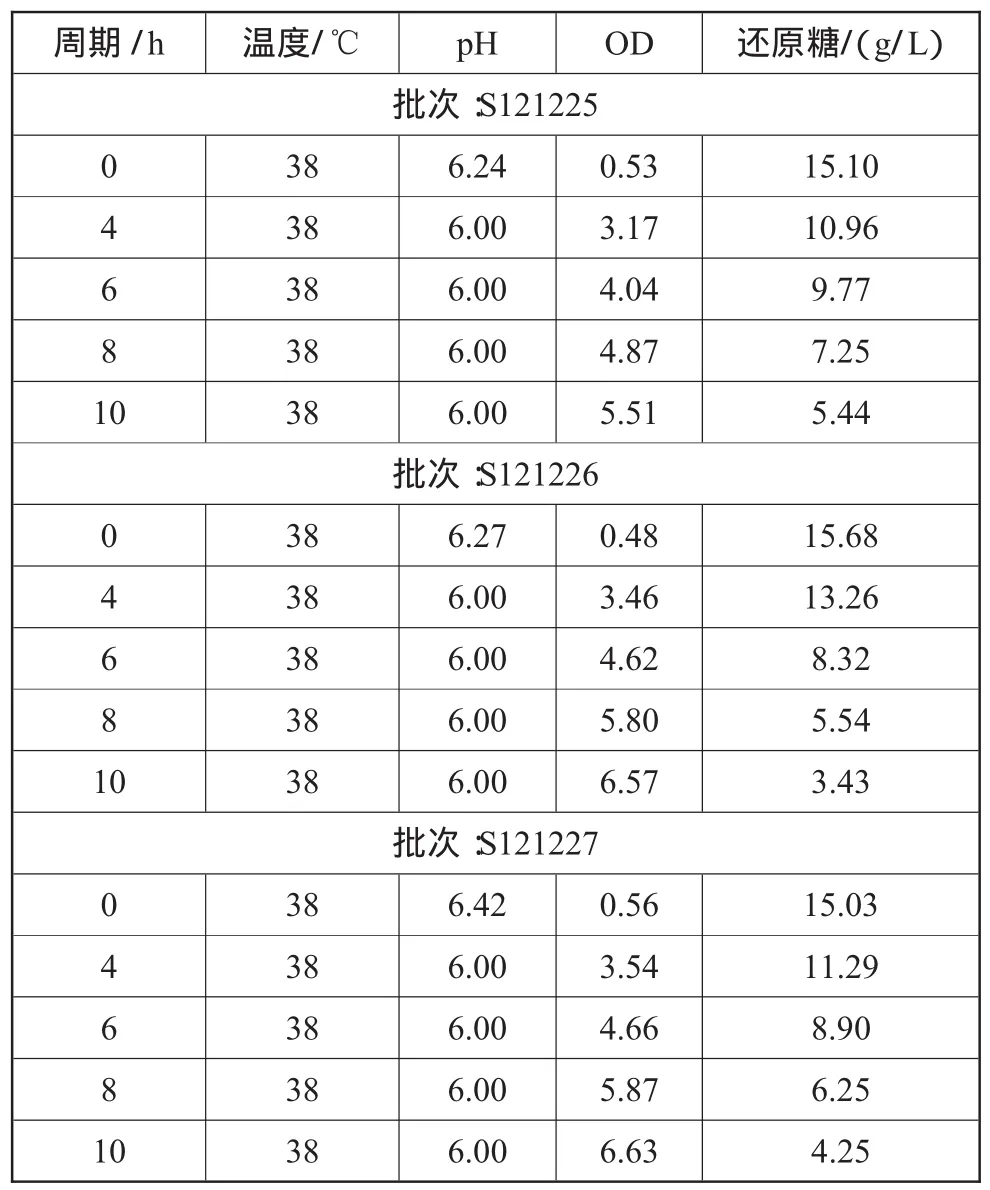
表8 粪肠球菌中试发酵过程参数
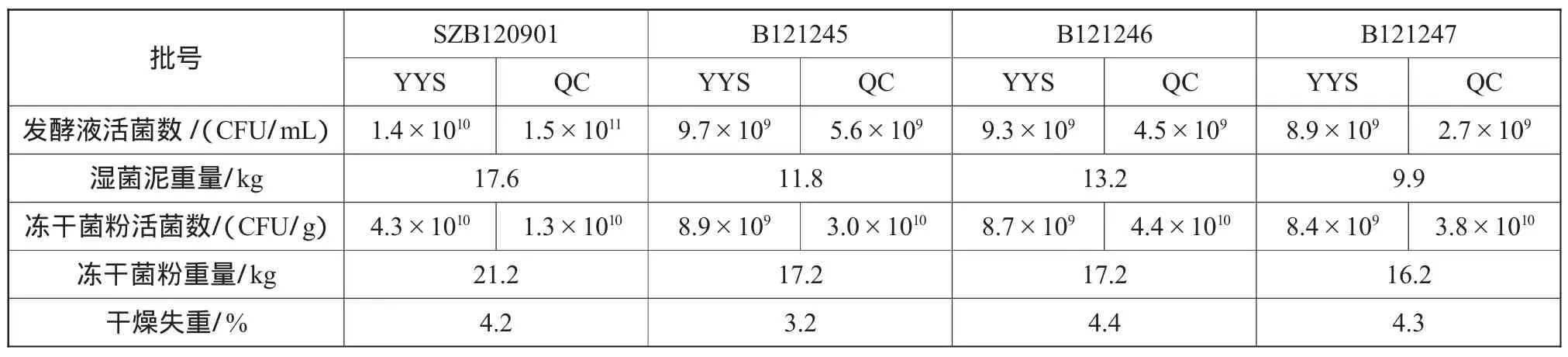
表9 长型双歧杆菌中试结果
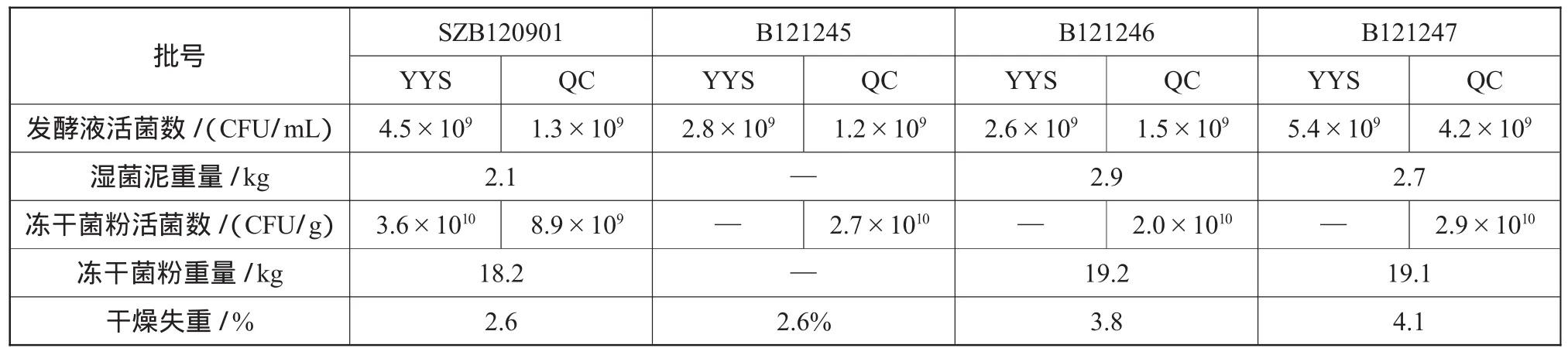
表10 粪肠球菌中试结果
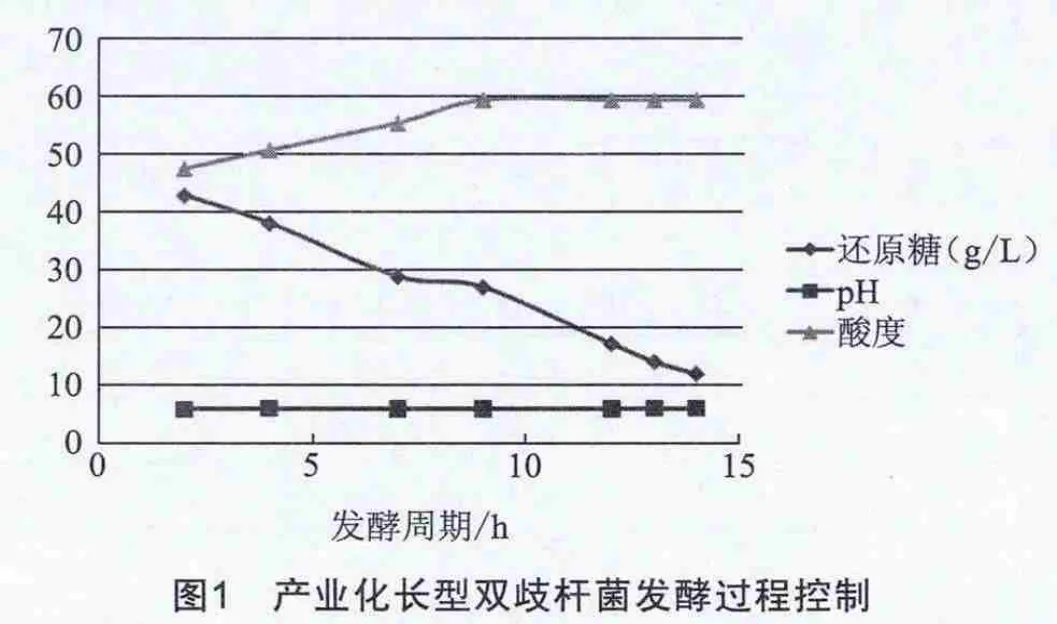
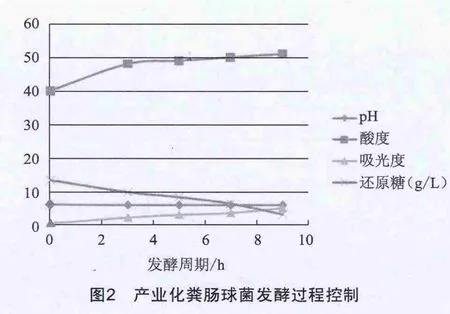
依据中试数据,具体发酵参数控制为:产业化长型双歧杆菌发酵过程控制(图1)与产业化粪肠球菌发酵过程控制(图2)。
4 结语
表11为原料工序产能对比。
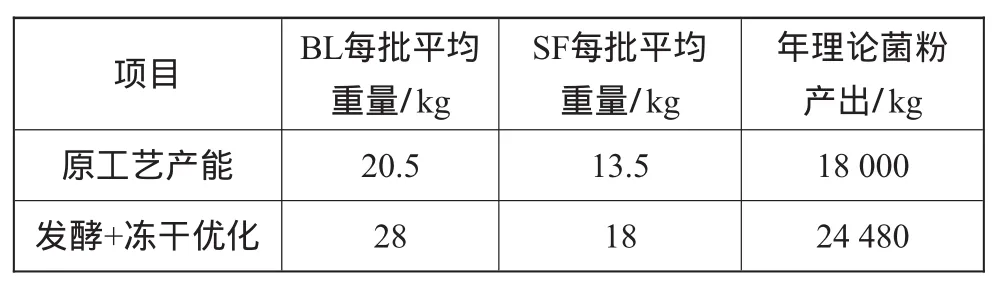
表11 原料工序产能对比
原车间产能状况为:长型双歧杆菌每批平均重量约20.5 kg,粪肠球菌每批平均重量约13.5 kg。若发酵产业化结合冻干保护剂优化项目实施后,在生产周期不变、活菌量符合企业内控标准的情况下,长型双歧杆菌每批平均菌粉的重量预计可提高1.3倍,粪肠球菌每批平均菌粉的重量预计可增加约1.3倍。若以每天4罐发酵计算,则年理论菌粉总产量可达24 880 kg,与现有工艺相比,年产量增加约6 480 kg。
