芳烃原料罐区有机气体回收装置运行问题初探与分析
2014-03-04李立宏李建雷梁伟王琨
李立宏,李建雷,梁伟,王琨
芳烃原料罐区有机气体回收装置运行问题初探与分析
李立宏1,李建雷2,梁伟2,王琨2
(1.黑龙江省化工研究院,黑龙江哈尔滨150078;2.四川石化有限责任公司,四川彭州611930)
本文介绍了四川石化65万t·a-1对二甲苯芳烃联合装置配套芳烃原料罐区有机气体回收装置工艺流程简述,主要控制指标、运行状态以及运行过程中出现的问题分析及应对措施。装置运行半年来,操作稳定,外排气体烃含量小于35×10-6,远低于国家设计标准,达到安全环保要求。
油气回收;外排气;安全环保
芳烃原料罐区是中国石油集团公司四川石化分公司65万t·a-1对二甲苯芳烃联合装置的配套罐区。共有15台内浮顶式储罐,容积3.91×104m3,储存的物料分别为:环丁砜、混合芳烃、对二乙基苯、苯、甲苯、对二甲苯和邻二甲苯等。
1 概述
芳烃原料罐区油气回收装置,采用国际先进的膜分离工艺技术,用以吸收储罐呼吸产生的有害气体,使其通过该装置后排入大气的气体满足《大气污染物综合排放标准》GB16297-1996的要求。
膜是一种特殊的高分子聚合物,在压力的推动下,不同的气体分子在透过膜时,透过速率不同,这一特点被称为选择性透过。
有机气体与N2的混合气,在一定的压差推动下,在透过膜时,混合气中的有机气体优先透过膜而得以富集回收,而惰性气体等则被选择性的截留阻隔,从而实现了两种气体的分离。
膜分离回收技术的基本原理就是利用了膜对有机气体(VOC)的优先透过性的特点,实现对有机气体的回收。
2 工艺描述
主要的工艺过程:压缩-冷凝-膜分离-变压吸附,核心在于有机气体分离膜。系统由有机气回收单元(VRU)和排放气净化单元(PSA)组成。
由于储罐浮盘密封不严密,为了防止有机气体排放到空气中而造成的环境污染,对内浮顶上部采用氮封措施。
当贮罐进料时,内浮顶上移,内浮顶上部空间的压力升高。当达到设定高点时,开阀排气,浮盘上部的有机气体和N2的混合气体被顶出贮罐,汇入排放气收集总管内。当排放气总管的压力达到设定的高值时,排放气处理装置启动;当总管的压力下降到设定低值时,排放气处理装置停止工作。
进入处理装置中的混合气,经螺杆压缩机增压至0.47 MPa。压缩后的气体/密封液经压缩机后冷器冷却到45℃以下进入分液罐。在分液罐内,气液分离后的液体在压力的作用下返回罐区;气相部分进入膜分离器。
膜分离器由两组膜组件构成,并联安装于管路上的。真空泵在膜的渗透侧产生真空,以提高膜分离的效率。膜分离器将混合气分离成两股,一股为含烃量减小的截留气体,在这股气流中,气体得到净化,气体中主要成份为N2。另一股为烃类得到富集的渗透气体。
经膜分离净化后的气体,进入吸附器进一步脱除其中的有机组分。吸附器由两台组成,每台装填有专用吸附剂。两台吸附器按程序自动交替工作,一台吸附,另一台再生,保证系统连续运行。吸附剂的再生是利用真空实现的。
经吸附器净化的氮气,有两个去向:(1)直接高空排放;(2)返回罐区氮气管网,循环使用。
3 运行问题及应对措施
3.1 压缩机不能正常启动
装置电控发出启动信号后,压缩机超过启机时间后未运行。检查发现,现场压缩机操作柱置于就地位置,电控条件要求置于远传位置。将压缩机现场操作柱打到远传后,设备正常启动运行。
为防止此类问题再度发生,将油气回收装置现场所有的操作柱都加上能量锁,防止误操作。巡检时加强对操作柱上按钮所处位置的检查,发现和操作要求不符时,及时更正。
3.2 储罐压力正常时装置长时间运转
开工初期系统设置的启动压力为35mm水柱,停止压力为30mm水柱。运行一段后发现,由于压缩机入口有压力补偿阀的原因,造成入口压力降低后,将压缩机出口气量返回到入口,从而增加了装置运行时间和能耗。
通过将系统停止压力设置为35mm水柱,极大地减少了系统运行时间,有效地提高了系统的运行效率。
3.3 优化储罐泄放压力
储罐至油气回收泄放压力设计值为800Pa,关闭压力设计值为500Pa。对于体积较小,且经常进出物料的储罐,压力波动较大,阀门开启频繁,进而造成整套油气回收装置频繁启动,日均启动次数约20次。
调整后排放压力设定为900Pa,关闭压力为设定300Pa,各储罐压力变化明显平稳,装置启动次数明显减少,有效降低能耗。
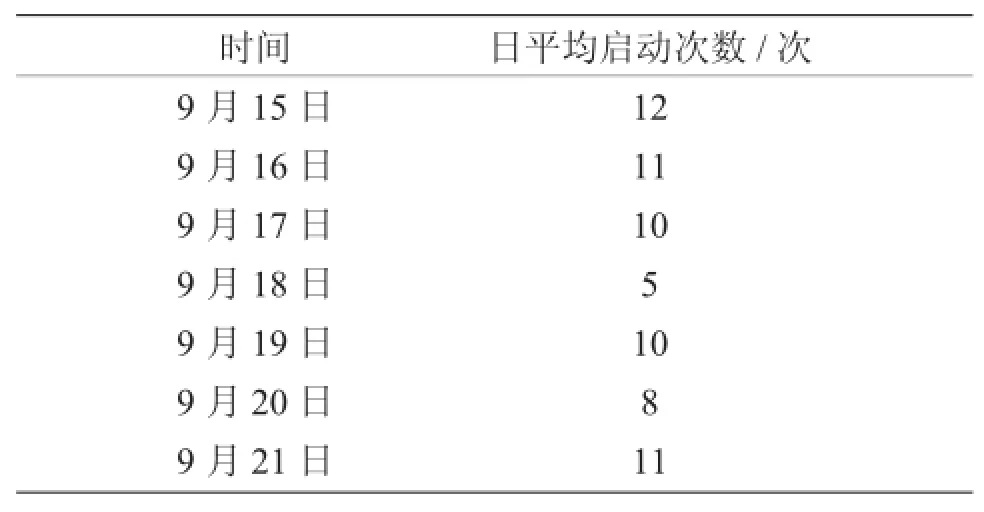
表1 装置日启动次数Tab.1Daily running frequency
3.4 储罐压力波动大
储罐氮封压力过自立式调节阀控制,起初控制在250Pa。储罐的氮封压力受气温影响明显,在白天中午气温高时压力高,晚上温度低时压力低。由于氮封压力控制过低,在夜晚补N2量大,且白天时压力波动大。
更改氮封控制压力为350Pa,压力波动见图1,明显好转。
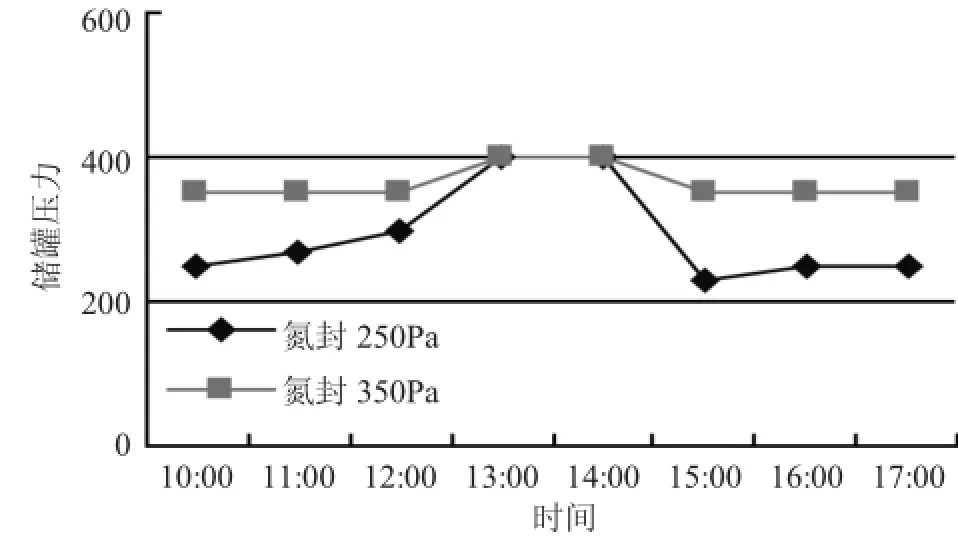
图1 氮封控制压力和储罐压力关系Fig.1Relationship of Nitrogen sealed pressure and tank pressure
3.5 N2放空量大
回收N2返回0.4MPa管网,由于中午时刻气温高,罐区管网压力高。大量的N2放空,造成极大的浪费,同时产生噪音。因此,本装置正积极推进氮气放空增加消音器和增加氮气回收储罐的工作。通过这两项技改,分离的氮气能充分回收利用。
4 结语
芳烃原料罐区有机气体回收装置自2013年9月运行以来,基本实现全自动操作,操作工劳动强度明显下降。装置运行半年多时间,外排气中烃含量低于35×10-6,远低于国家相关排放标准,装置运行稳定,实现安全、绿色、环保。
Discussion and analysis on organic gas recovery device on aromatics tank
LI Li-hong1,LI Jian-lei2,LIANG wei2,WANGKun2
(1.Heilongjiang Institute of Chemical Engineering,Harbin 150078,China;2.Sichuan Petrochemical of PetroChina,Pengzhou 611930,China)
The organic gas recovery device on aromatics tank for 650,000t·a-1 paraxylene aromatic hydrocarbons device was introduced.The main indexes,running state,problems and solutions were analyzed.The device ran stable for half of the year.The hydrocarbon content of exhaust gas is less than 35×10-6,which is way below national standard,meets the environmental safety requires.
oil and gas recovery;venting;safety and environmental protection
TE992.1
A
1002-1124(2014)11-0048-02
2014-07-08
李立宏(1979-),男,工程师,2005年毕业于东北石油大学(原大庆石油学院),化学工程与工艺专业,大学本科,现在黑龙江省化工研究院环评中心从事环境影响评价工作。