柴油在氮气存在条件下还原铜渣中磁性铁的模拟
2014-03-03王冲郑敏王华朱道飞冯晓琼
王冲,郑敏,王华,朱道飞,冯晓琼
(1 昆明理工大学冶金与能源工程学院,云南 昆明 650093;2 云南铜业股份有限公司,云南 昆明 650093;3 东南大学能源与环境学院,江苏 南京 210096)
自然界中的含铜矿物主要是原生硫化铜矿物,经选矿后产出的铜精矿多数采用火法冶炼工艺。造锍熔炼-铜锍吹炼是处理硫化铜精矿最广泛的工艺。现代造锍熔炼是在 1150~1250℃高温下,使硫化铜精矿和熔剂在熔炼炉内进行熔炼,通过一系列的物理化学变化,主要包括高价硫化物的分解、硫化物氧化、造锍反应(FeS+CuO—→FeO+Cu2S)和造渣反应[2FeO+2SiO2—→(2FeO·SiO2)、3Fe3O4+FeS+5SiO2—→5(2FeO·SiO2)+SO2],最终形成烟气、铜锍和炉渣。铜锍是以 FeS-Cu2S为主。炉渣是以 铁橄榄石(2FeO·SiO2、FeO·SiO)为主的氧化物 熔体。铜锍与炉渣互不相溶,且密度各异,从而 分离[1]。
然而,铜以机械夹带和溶解的形式损失于炉渣中,造成火法炼铜中铜损失。一方面,受铜锍和熔渣密度、黏度及铜锍和熔渣表面张力和界面张力的影响,渣中约25%~75%的铜以铜锍或铜的硫化物微滴形式夹带于渣中。另一方面,相比传统的熔炼技术,现代造锍熔炼主要是强化熔炼法,即采用富氧或工业氧代替空气为风料,熔炼在强氧势下进行,铜锍品位高,不利于铜与渣的平衡反应,即不利于造锍反应(Cu2O+FeS—→FeO+Cu2S)向着生成铜锍的方向进行;同时,炉渣中氧势高,渣含FeO低,而含 Fe3O4高。Fe3O4量较多时,会使炉渣熔点升高,相对密度增大,恶化渣与锍的沉清分离。Cu在FeO中的溶解度很小,而在Fe3O4中的溶解度随着氧压的升高而大大提高[1]。因此,现代造锍熔炼渣含铜高,高达 0.8%~25%,是传统造锍法渣含铜(0.2%~0.5%)的4倍以上,随炉渣损失的铜量相当大。从废渣中再回收铜,是火法炼铜流程中不可缺少的工序之一,是降低铜生产成本的重要途径之一[1-3]。
传统的铜渣贫化工艺是以重力沉降为基础,在电热贫化炉中进行。澳大利亚超达铜业冶炼厂将热力学模型和黏度模型应用于生产中,并采用控制渣层厚度、撇渣和排放周期、最长沉淀时间和撇渣速度四个关键绩效指标,将炉渣中的铜损从 2007年的3.1%降到了2009年的0.76%[4]。此外,搅拌条件和熔剂添加剂也影响铜锍的沉降[5]。减低渣黏度非常有利于铜锍液滴沉降,因此降低渣含铜最根本的方法是降低炉渣中Fe3O4含量[5-6]。不单独添加还原剂的情况下,Fe3O4的还原是依靠FeS还原剂在高温下实现的[3Fe3O4+FeS—→10FeO+SO2、3Fe3O4+FeS+5SiO2—→5(FeO·SiO2)+SO2]。通常,在添加碳(煤、焦炭)等还原剂条件下,由于碳密度小,漂浮在熔池表面,碳与熔池渣中Fe3O4(固-液)的接触效率低[6-8];而采用CO作为还原剂,则会增加成本。智利的铜冶炼厂采用固体碳高温直接还原方法来处理铜渣,获得了Fe-Cu-C合金(含有贵金属)及惰性渣(金属含量低),但是气体产物中CO含量较高[9]。
本文作者提出柴油在 N2存在条件下还原铜渣中磁性铁(Fe3O4)以回收铜锍技术:高温高压下柴油在 N2存在条件下发生裂解,产生的裂解气快速膨胀,在熔体内形成巨大气-液接触面积,对贫化炉反应器内的炉渣形成强烈搅拌,使熔渣中锍粒互相碰撞聚合的机会增多,促进锍粒沉降。同时,柴油裂解气与渣中 Fe3O4发生气-液反应,Fe3O4被还原成 FeO,从而改善铜渣中渣-锍分离性能。并且,基于吉布斯自由能原理,建立 N2存在条件下柴油还原Fe3O4反应的模型,探讨了反应温度、N2加入量、柴油与铜渣比(油渣比)对Fe3O4还原反应的影响,为今后开展 N2存在条件下柴油火法贫化铜渣回收铜锍试验提供理论依据。
1 N2存在条件下柴油火法贫化铜渣回收铜技术
在现有火法贫化铜渣技术路线的基础上[6],提出N2存在条件下柴油还原铜渣中Fe3O4以回收铜锍路线,如图1所示。经造锍熔炼-铜锍吹炼产生的高温液态含铜炉渣进入贫化炉后,向炉渣层喷入高压柴油和 N2的混合气,与液态炉渣混合,发生强烈的热量和质量交换,使得刚进入床内的柴油及N2瞬间加热到床内温度,柴油发生裂解,生成的裂解气及 N2快速体积膨胀,对熔池进行强烈的搅拌,使液态铜渣与柴油气混合充分;在熔体炉渣被搅拌的情况下,柴油裂解气,如CH4、H2等与铜渣充分发生氧化还原反应,Fe3O4被还原成 FeO,从而减少了因铜锍溶解于Fe3O4渣而导致的铜损失。通过复杂的物理化学变化,改善铜锍滴在炉渣中的沉降条件和溶解度,从而回收铜锍,降低渣含铜量。
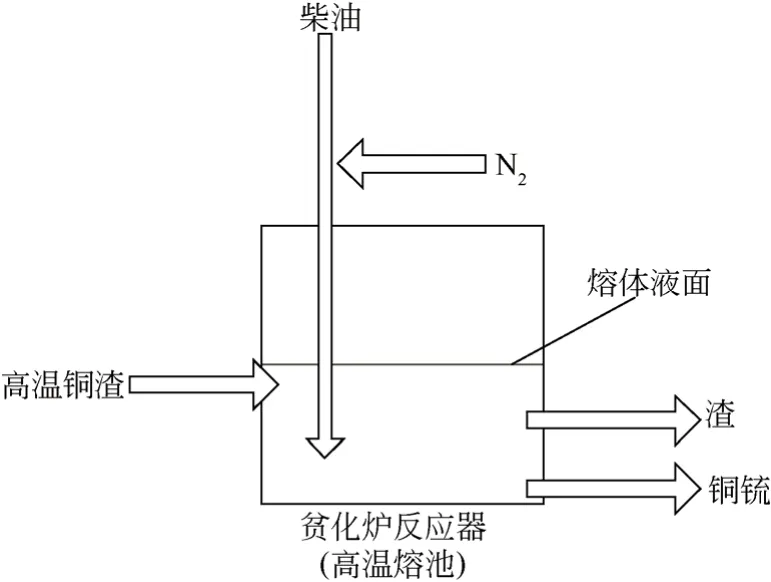
图1 柴油在N2存在条件下火法贫化铜渣回收铜锍示意图
2 N2存在条件下柴油还原渣中Fe3O4反应模型
Aspen Plus 软件是一种通用的过程模拟优化和设计软件,能对火法冶金和湿法冶金过程进行平衡分析,计算结果准确可靠[10-12]。Aspen Plus 中的RGibbs反应器,是以化学平衡为基础的反应器,通过吉布斯自由能最小化原理来确定产品组成。可模拟单相气相或液相化学平衡、不带化学反应的相平衡、带固体溶液相或化学平衡及同时具有相平衡和化学平衡[12]。
铜渣主要成分为铁橄榄石(2FeO·SiO2和FeO·SiO2)、Fe3O4以及铜锍(FeS-Cu2S)。进入贫化炉的熔渣为高温真实溶液,溶液中组分的浓度要用有效浓度(活度)来表示。然而,不同于一般的溶液,火法冶金还有其他特性:多种固相和气相同时出现、同时发生相平衡和化学平衡、出现多种晶体的混合物或出现多种固熔体。因此,采用包含固体的液-液-气相平衡方程来计算相平衡。对于柴油在N2存在条件下还原铜渣中Fe3O4反应,假设贫化炉稳定运行且其中发生的反应都能达到化学平衡,反应器内均不考虑压力损失。
2.1 主要反应
(1)柴油裂解
柴油高温裂解,生成小分子的碳氢化合物(包括C1~C17烷烃和烯烃)、氢气H2和残炭C。
(2)柴油裂解气还原Fe3O4的反应
柴油裂解气,如CH4、C2H4、H2、C等与炉渣中的Fe3O4发生以下7个反应。

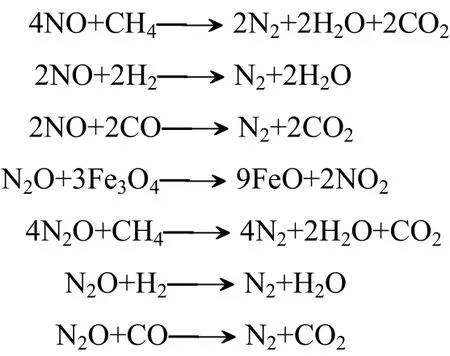
(3)氮化合物的生成以及氮化合物还原Fe3O4的反应
N2存在条件下柴油还原Fe3O4过程中可能生成中间产物NO、NO2和N2O。其中,NO和N2O中的 N元素处于中间价态,NO不但可能具有还原性,还可能具有氧化性;而NO2只有氧化性。在这过程中可能发生的反应有如下8个。

2.2 模拟计算参数
(1)柴油和N2加入量
主要对柴油在N2存在条件下还原铜渣中Fe3O4反应展开模拟研究,为进一步的试验研究、生产实践和工艺优化提供理论依据。柴油是由不同的碳氢化合物混合组成。它的主要成分是含9到18个碳原子的链烷、环烷或芳烃。为简化计算,本模拟计算中假设柴油的成分如表1所示。模拟中假设柴油用量为1800L/d,柴油密度0.80kg/L。N2的加入量主要在720m3/d,并在480~960m3/d范围变化。
(2)炉渣成分
不同冶炼工艺产生的铜渣的矿物组成不尽相同,但一般都包括铁橄榄石(2FeO·SiO2)、磁铁矿(Fe3O4)和铜锍(Cu2S-FeS)等几个主要组分。模拟炉渣为云南铜业股份有限公司艾萨炉炉渣和转炉炉渣的混合物,质量比为 15∶1。铜渣中主要组分的质量分数见表1,模拟用柴油成分表2和表3。

成分 摩尔分数/% C13H24 20 C12H24 30 C12H22 30 C11H22 20
(3)主要入口参数及运行条件
模拟过程物流主要入口参数及运行条件设定为:环境温度 25℃;采用云南省昆明市的大气压力为环境压力,相对海平面,海拔每增加12m,压力下降133Pa,依据昆明市平均海拔,环境压力约为80267Pa;柴油在环境温度下通过泵(0.2MPa)送入,体积流量 1800L/d柴油,质量流量为1512kg/d;N2在环境温度下送入,加入量分别为480m3/d、 600m3/d、 720m3/d、 840m3/d 和960m3/d;进入贫化炉的炉渣温度 1200℃,柴油加入量(L)与炉渣质量(t)之比在0.5~2.9L/t变化。贫化炉反应器压力为 80167Pa,反应器操作温度分别为1220℃、1240℃、1260℃和1280℃。
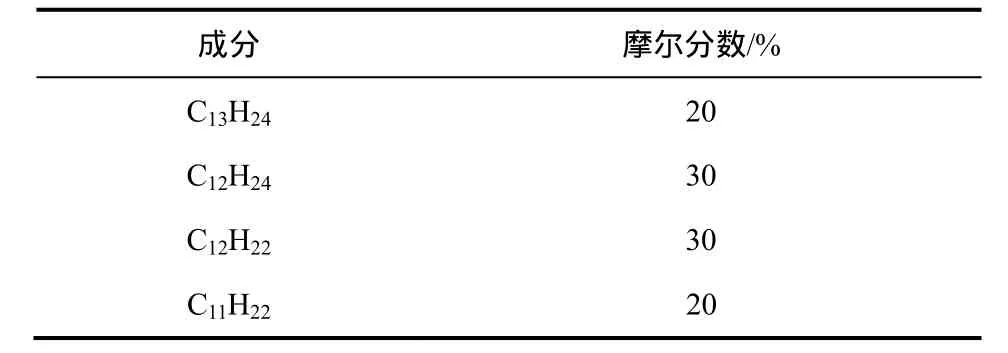
表1 模拟用柴油成分
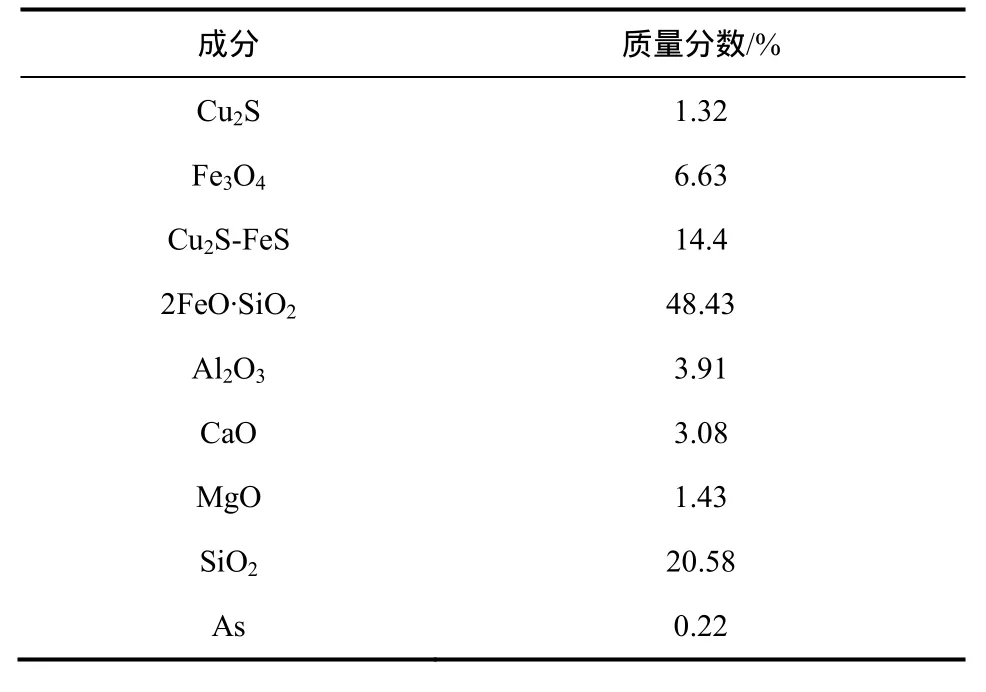
表2 艾萨炉炉渣主要组成

表3 转炉炉渣主要成分
3 计算结果及分析
3.1 N2存在条件下柴油裂解反应分析
对于 N2存在条件下柴油还原 Fe3O4的反应过程,柴油裂解产物的种类、数量、产气体积等将影响后续的Fe3O4还原反应过程。因此,首先考察柴油在 N2存在条件下的裂解反应。基于吉布斯自由能原理展开模拟计算,柴油在 N2气氛下裂解产物按如下考虑:表1所列的碳氢化合物、C1~C17烷烃、C2~C17烯烃、C、H2和残余N2。
3.1.1 反应温度对N2存在条件下柴油裂解的影响
图2和图3给出不同反应温度下柴油在N2存在条件下的裂解产物分布、气体产物体积和热量平衡关系。固定柴油加入量1800L/d,N2加入量720m3/d条件下,温度在1200~1280℃,柴油裂解充分。裂解产物主要是 C、H2、少量 CH4以及极少量 C2H4、C2H6、C3H8、C3H6。H2具有较强的还原性,有利于将Fe3O4还原成FeO。反应温度增加,CH4进一步发生热分解,生成C和H2,但幅度很小。最终,裂解产物摩尔分数随反应温度变化很小。
考虑柴油的气体裂解产物和温度对气体体积的影响,反应中气体体积比入口气体体积增大了28.3~29.9倍,这将有利于在熔体内产生巨大熔渣与柴油裂解气(气-液)接触面,从而有利于熔渣中锍粒互相碰撞聚合和锍粒沉降。另外,为维持反应器温度,柴油裂解过程需要从外界吸收热量。如图3所示,随反应温度的增加,所需的外界供热量也呈线性单调增加,增幅为9598.8kJ/(℃·d)。
3.1.2 N2加入量对柴油裂解的影响
固定柴油加入量1800L/d,反应温度1240℃,改变N2加入量。图4和图5为不同N2加入量柴油裂解产物分布、气体产物体积和热量平衡关系。裂解产物主要是C、H2、少量CH4以及极少量C2H4、C2H6、C3H8、C3H6。与反应温度的影响相同,N2加入量增加,CH4热分解程度略有提高,但幅度很小。最终,裂解产物摩尔分数随 N2加入量的增加基本保持不变。
提高 N2加入量,反应中气体体积呈线性增加,从19266.9m3/d提高到22633.0m3/d。反应中气体体积比入口气体体积增大了26.8~31.4倍,气体对熔体的搅动作用提高。此外,为维持反应器温度所需的外界供热量随 N2加入量线性增加,增幅为1304.5kJ/(m3·d)。
3.2 柴油在N2存在条件下还原渣中Fe3O4反应分析
N2存在条件下柴油火法贫化炉渣的化学反应原理是通过柴油在 N2存在条件下的裂解产物将铜渣中Fe3O4还原成FeO,从而改善渣与锍的沉清分离。为了便于与 N2存在条件下柴油裂解反应过程对比,本节模拟计算中,固定柴油加入量1800L/d,反应温度 1240℃。并定义反应器入口处柴油体积与铜渣质量之比为油渣比,单位为 L/t。基于吉布斯自由能原理,围绕Fe3O4还原反应,对柴油在N2存在条件下还原渣中Fe3O4反应展开模拟计算中,气体产物考虑:CH4、C2H6、C3H8、C2H4、C3H6、C4H8、H2、N2、S、CO、CO2、H2O、SO2、H2S、O2、NO、N2O和 NO2。固体产物考虑:Fe3O4、FeO、Fe、FeS2、FeS、Cu2O、CuO、Cu2S、CuS、Cu、C、FeSiO3、Fe2SiO4、Al2O3、CaO、MgO、SiO2、As、CaFe(SiO3)2、CaFeSiO4、CaFe2O4、FeAl2O4、MgFe2O4、PbO和ZnO。此外,假设铜渣中铜锍Cu2S-FeS未参与反应。
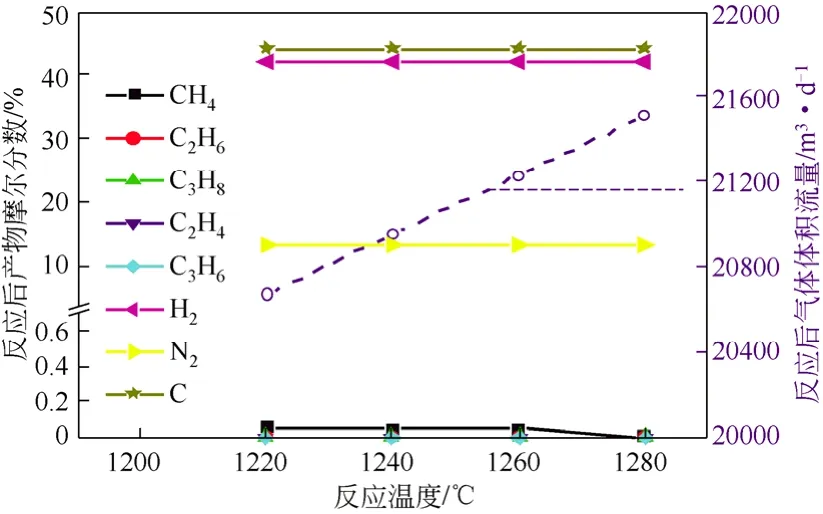
图2 反应温度对N2存在条件下柴油裂解产物组成的影响

图3 为维持反应温度,不同反应温度下柴油裂解过程中从外界吸收的热量Q

图4 N2加入量对柴油裂解产物组成的影响
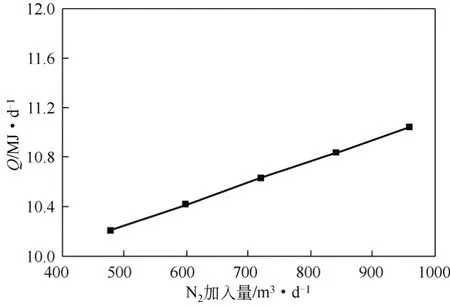
图5 为维持反应温度,不同N2加入量下柴油裂解过程中从外界吸收的热量Q
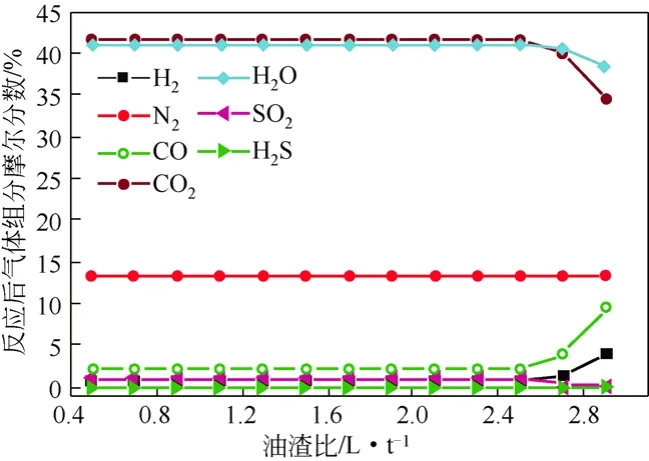
图6 油渣比对N2存在条件下柴油还原铜渣的气体产物分布及Fe3O4还原率的影响

图7 油渣比对N2存在条件下柴油还原铜渣的固体产物分布的影响
图6和图7给出了油渣比在0.5~2.9L/t变化时,反应产物分布、气体体积、Fe3O4还原率和热量平衡关系。模拟结果表明,铜渣中 Fe3O4被还原成FeO,不会被过度还原成Fe;而柴油裂解生成的C也全部被氧化成CO2及CO。当油渣比低于2.7L/t,具备还原能力的柴油裂解气相对Fe3O4不足,铜渣中的Fe3O4部分被还原成FeO;而柴油裂解产物主要都转化成了CO2和H2O以及少量CO,无C和H2残留。增加油渣比(≤2.7L/t),气体产物组分基本保持不变。这是因为,在 1220~1280℃时,Fe3O4与 H2、C、C2H4、CH4的反应平衡常数都比较大,反应程度高,如图8所示。因此,当油渣比在0.3~2.7L/t变化时,Fe3O4相对柴油裂解产物过量,Fe3O4还原成FeO的反应程度单调提高,Fe3O4和FeO摩尔分数随油渣比成相反趋势变化;而柴油裂解产物基本上都完全被氧化成CO2和H2O。进一步增加油渣比(≥2.7L/t),铜渣中Fe3O4全部被还原成FeO;而柴油裂解产物发生部分氧化,不仅生成CO2和H2O,而且还释放出H2和CO,且CO2和H2O与H2和CO的摩尔分数随油渣比增加呈相反趋势变化,如图6所示。

图8 Fe3O4还原反应平衡常数
此外,柴油裂解产物还与铜渣中Cu2S反应,部分Cu2S被还原成 Cu,同时释放出 SO2和少量的H2S。铜渣中的 Fe2SiO3不稳定,完全分解成 FeO和 SiO2。并且,熔融铜渣之间还会发生一系列复杂反应。部分FeO(Fe3O4还原产物和Fe2SiO3分解产物)与铜渣中 CaO 和 A l2O3反应,生成CaFe(SiO3)2和 FeAl2O4,但无 CaFeSiO4、CaFe2O4和 MgFe2O4生成。N2未参与反应,产物气中无NO、N2O和NO2生成。铜渣中SiO2、As、MgO、PbO和ZnO未参与反应。主要反应式如下。
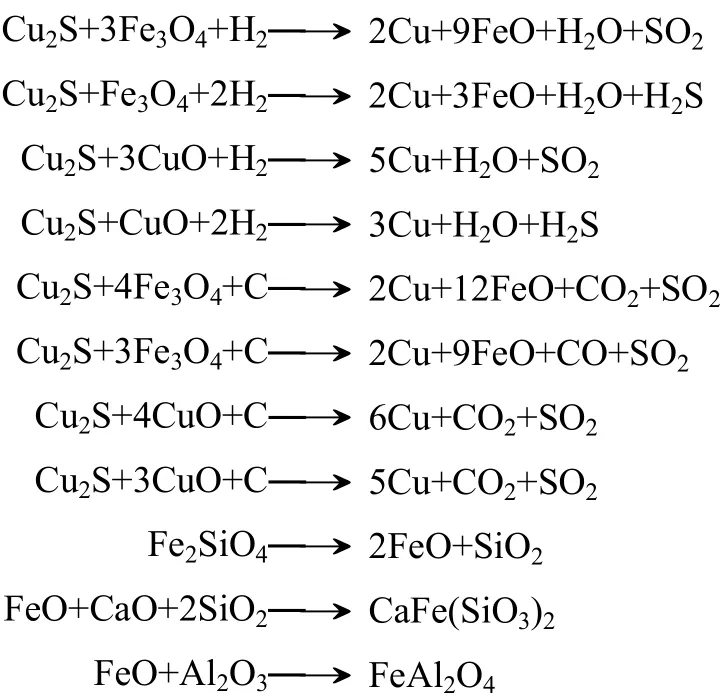
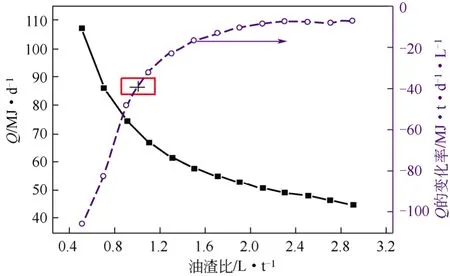
图7 为维持反应温度,N2存在条件下柴油还原铜渣过程中从外界吸收的热量Q
因此,气体产物主要为CO2、H2O、SO2、CO、残余N2和少量H2、H2S。而固体产物主要为FeO、SiO2、CaFe(SiO3)2、FeAl2O4和残余 FeO-Cu2S、Cu2S、Fe3O4、As、MgO、PbO、ZnO。
N2存在条件下柴油还原铜渣反应是一个复杂的吸热过程。如图9所示,油渣比增加,为维持反应温度,所需的外界热量单调减少,且当油渣比超过1L/t,降幅趋缓。因此,在实际的生产过程中,为便于调控反应器温度,油渣比不宜低于1L/t。
4 结 论
在反应温度1220~1280℃,反应压力80167Pa,N2加入量480~960m3/d,柴油加入量1800L/h,油渣比0.5~2.9L/t条件下,有以下结果。
(1)柴油发生裂解,主要生成了C和H2;同时,反应中气体体积发生膨胀,并对铜渣熔体进行搅拌。提高反应温度和 N2加入量,CH4分解程度略有增加,但裂解产物摩尔分数基本保持不变。反应中气体体积随反应温度和 N2加入量呈线性增加。柴油裂解过程是吸热反应,所需的外界供热量随反应温度和N2加入量增加呈线性单调增加。
(2)Fe3O4与柴油裂解产物的反应平衡常数大,反应程度高。铜渣中Fe3O4被还原成FeO,柴油裂解产物主要转化成CO2、H2O和少量CO。柴油裂解产物还与铜渣中Cu2S反应,部分Cu2S被还原成Cu,同时释放出SO2和少量的H2S。此外,铜渣中Fe2SiO3分解成FeO和SiO2。FeO还会与CaO和Al2O3反应,生成CaFe(SiO3)2和FeAl2O4。N2未参与反应,产物气中无NO、N2O和NO2生成。油渣比增加,Fe3O4还原率呈线性增加,但由于Fe3O4相对柴油裂解产物过量,气体产物组分基本保持不变。N2存在条件下柴油还原铜渣反应是吸热过程。为维持反应温度,柴油还原Fe3O4反应过程所需的外界供热量随油渣比单调减少,且当油渣比超过1L/t,降幅趋缓。
[1] 贺家齐,朱祖泽.现代铜冶金学[M].北京:科学出版社,2003.
[2] 黄自力,李倩,李密,等.高温贫化-浮选法从炼铜水淬渣中回收铜[J].矿产综合利用, 2009(2):37-40.
[3] 刘纲,朱荣.当前我国铜渣资源利用现状研究[J].矿冶,2008(3):59-63.
[4] Tan P.Modeling and control of copper loss in smelting slag[J].Jom.,2011,63(12):51-57.
[5] Zander M,Friedrich B.Improving copper recovery from production slags by advanced stirring methods[C]//Proceedings of EMC 2011.Hamburg,Germany,2011:181-196.
[6] 张邦琪,史谊峰.艾萨炉渣和转炉渣混合贫化机理的探讨[J].中国有色冶金, 2005(5):24-28.
[7] 赵凯,程相利,齐渊洪,等.配碳还原回收铜渣中铁、铜的影响因素探讨[J].环境工程, 2012,30(2):76-78.
[8] 于庆波,王辉尧,李朋,等.高炉熔渣中煤-CO2气化反应性的实验研究[J].东北大学学报:自然科学版, 2013,34(6):840-844.
[9] 谭春梅,译.智利铜渣还原:一个废物管理项目的案例[J].中国有色冶金,2011(6):1-5.
[10] 蓝德均.化工流程模拟软件Aspen Plus在湿法冶金学教学中的应用[J].广东化工, 2011(10):185-186.
[11] Aspen Technology Company.Aspen Physical Property System[M].Cambridge,MA,USA:Aspen Technology Inc,2001.
[12] Aspen Technology Company.Aspen Plus User Guide[M].Cambridge,MA,USA:Aspen Technology Inc,2003.
