石蜡加氢装置冷却系统改造的应用总结
2014-02-27樊敏超工艺工程师大庆炼化公司润滑油厂5613774
樊敏超(工艺工程师 大庆炼化公司润滑油厂5613774)
大庆炼化公司润滑油厂蜡加氢装置,于1998年9月建成投产,生产至2006年9月,热高分气冷却器管束频繁发生泄漏,更换周期为9个月,开停工、更换费用高,同时存在氢气窜入循环水系统的重大安全隐患,经过考察后蜡加氢装置对冷却系统进行改造,取得效果明显。
一、热高分气冷却器的基本参数
1.参数条件
设备位号:E-9003、介质:管程H2烃H2S(壳程循环水)、材质:管0Ct-18Ni-10Ti(壳16MR)、设计温度:管220(壳60)℃、操作温度:管160~200(壳60)℃、设计压力:管8.5(壳2.45)MPa、操作压力:管7.6~7.8(壳0.4)MPa。
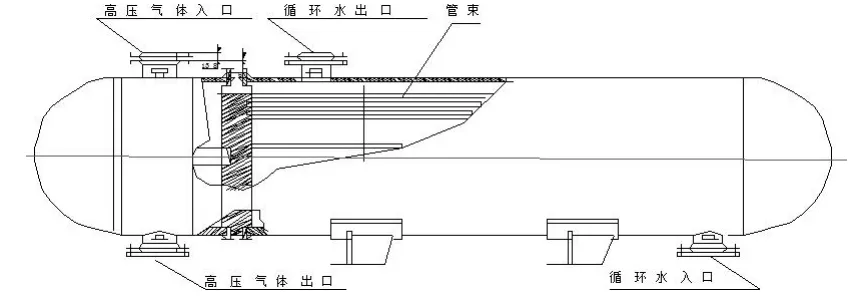
2.热高分气冷却器(E-9003)的结构形式(图1)
二、热高分气冷却器管束腐蚀原因分析
1.热高分气冷却器管束工作流程及操作方式
管束内的介质是由热高压分离罐分离出来的循环氢气、硫化氢等气体,温度在160~170℃左右,压力在7.2MPa,经过壳程内循环水冷却后,循环氢气体温度降至60~80℃左右,再经过冷高分罐(D-9003)进行分离后,进入循环氢罐(D-9005),进入循环压缩机。在正常生产过程中,因管束内壁挂蜡,阻塞管束,使循环氢不能及时冷却下来。此时,关闭热高分冷却器(E-9003)管程循环水阀门,使管程循环氢温度上升,将管程内壁上的蜡逐渐熔化,并携带至冷高分罐(D-9003)中,之后再恢复循环水流程。
这种操作方法,在初期每天一次,末期每天三次以上,操作过程为20~40分钟,循环氢温度保持3~4个小时,这种操作方法,不但劳动强度大,操作精度无法掌握,而且不利于安全生产。
2.热高分气冷却器管束腐蚀原因:类气蚀损伤
在进行化蜡操作过程中,因不能精确控制温度,管束外壁实际温度与高分罐温度最终一致,达到160~170℃,超过该环境的水的沸点温度,使循环水在很短的时间内急剧沸腾汽化。汽化形成大量气泡发生爆裂,对冷却器管束外表面形成冲击,该过程持续20~40分钟。该类气蚀现象直接对金属表面造成物理伤害,结果形成大小各异的冲击损伤。
3.热高分气冷却器管束腐蚀原因:电化学腐蚀
该冷却器管束外表面存在缺陷,再加上机械腐蚀,采用循环水作为冷却水,存在不足之处。循环水中含有杂质多,水质差,水中的溶解盐易沉积在管束外表面上有缺陷的部位。厂内循环水中含有大量、种类繁多的盐类悬浮物、从管束浮头泄漏出的有机物等,逐渐形成污垢层,导致管束外表面铁的阳离子溶解速度加快。
因管束表面粗糙、防腐层破损等缺陷,再加上化蜡操作造成的高温等原因,水中的难溶解盐易于沉积在管束表面有缺陷的地方,形成初期结晶坯。水中所含其它难溶盐类、悬浮物及从浮头泄漏出的有机物等,就以这种结晶坯为中心聚合,逐渐积累形成污垢层。由于管外壁表面的积垢层不连续、不牢固且不均匀,同时一些部位存在裂缝和间隙,积垢层与管束表面之间的空间与外区形成电化学区域,发生垢下腐蚀,该空间内发生铁的溶解,空间外发生氧化还原反应:

空间外发生氧化还原反应:

随着空间外氧还原反应的不断进行和空间内氧的不断消耗,管束中的铁离子溶解速率加大。在点解、酸化作用下,铁的离子溶解加速进行,最终发生泄漏。
三、处理方法
经过上述分析,改变冷却器冷却水问题,应是解决热高分冷却器管束泄漏的最优方法。采用软化水冷却来替代循环水冷却。根据实际需要,将4台位置相邻的冷却器和高速泵自冲洗冷却器、自循环真空泵用水均改造为软化水闭路循环冷却。
1.主要设备材料
(1)泵2台
型号:ZAⅢ100-250C扬程:59m 流量:250m3/h设计温度:65℃操作温度:60℃原动机:YB225M-2功率45KW
(2)软化水罐1台
材质:Q235B直径X高度:Ф2000X9783X8容积:25.81设计温度:60℃设计压力:常压a
(3)换热器一台
设备位号:E-9011、介质:管程循环水(壳程软化水)、材质:管20#(壳16MR)、设计温度:管200(壳200)℃、操作温度:管40(壳60)℃、设计压力:管1.6(壳1.6)MPa、操作压力:管0.4(壳0.3)MPa。
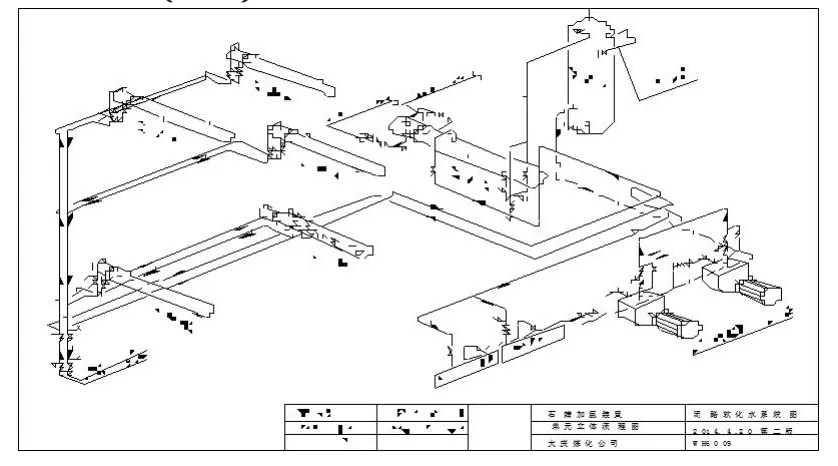
2.工艺流程图(图2)
3.工艺参数控制
(1)闭路软化水温度为重要控制指标,经长时间摸索,软化水温度应控制在48~52℃之间;
(2)循环水流量由38~42t/h,降至26~30t/h;
(3)装置出现停电等突发事故,在启动高速泵前,要先启动软化水泵;
(4)冬季生产重点巡检软化水系统。
结论
1.在循环水改软化水冷却项目投用以来,热高压冷却器E-9003没有发生过管束泄漏事故,各冷却器的管、壳程入口、出口温度都在指标范围内;
2.软化水闭路循环使用,装置综合能耗没有明显增加,循环水使用量降低,降低了装置循环水单耗。
3.使用软化水作为冷却介质,软化水罐温度控制在48~52℃之间,各冷却器出口温度更稳定,彻底解决了热高压冷却器挂蜡现象,换热器再未发生泄漏事故,实际效果明显。
[1]赵忠献 石蜡加氢水冷器腐蚀原因及解决方法1998.8.15.