预应力机架预紧力的设计计算研究
2014-02-26王冬梅胡晓龙
王冬梅,李 龙,胡晓龙
(1.沈阳新华印刷厂,辽宁 沈阳 110021;2.北方重工集团有限公司 设计研究院,辽宁 沈阳 110141)
1 前言
自由锻造压机的本体框架大多都采用全预应力的框架,其构成如图1所示。柱套位于上、下横梁之间,拉杆穿过上下横梁和柱套,通过预紧螺母构成一个整体框架。这种结构对于拉杆而言,无论压机是否工作都承受较大的应力,但是应力波动幅度小,拉杆的截面形状没有急剧变化;对柱套而言,主要承受锻造产生的弯矩和压应力,抗弯强度比较大,因此这种结构的抗疲劳性能比较好。柱套采用方形截面结构,与活动横梁的导向面可采用平面导向,导向间隙可调,大大提高了导向精度,承载的能力也得到加强。
尽管全预应力框架压机本体结构具有如此多的优点,但毕竟是由多个部件组合而成,能否使优点体现出来,保证本体机架的整体刚性,横梁和柱套之间不出现开缝,都取决于预紧力的选择和设计计算。预紧力选择的过小,保证不了压机的正常性能;选择过大,增大了柱套拉杆的结构尺寸,提高了制造成本,体现不出全预应力框架的优越性。选择合理的预紧力成为全预应力框架设计的关键。
现代设计手段多种多样,但都是对设计的框架结构进行验证和优化。传统的设计手段仍然是现代设计的基础,本文主要介绍用传统设计方法分析计算全预应力框架的预紧力。
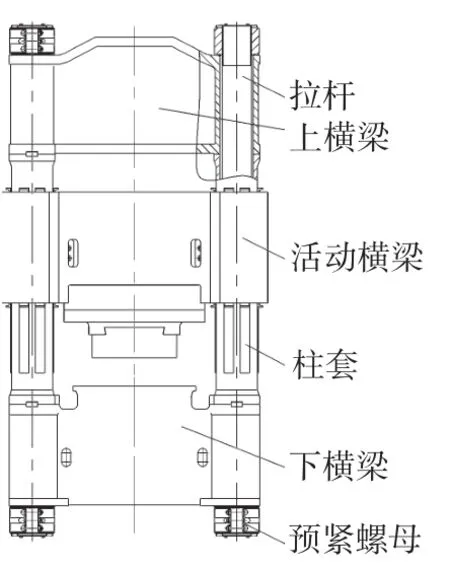
图1 全预应力压机框架简图
2 预紧力的计算
预应力结构的变形载荷图如图2所示,它是预紧件(拉杆)的拉伸变形图(P—Δl坐标)和被预紧件(横梁、柱套)的压缩变形图(-P—Δz坐标)结合而成。
2.1 预紧系数的确定
由图1可见,Pz为预紧时拉杆受到的最大拉伸载荷,工作状态下拉杆受到的拉力不应超过Pz,否则柱套的压缩变形将全部恢复,横梁与柱套之间将出现开缝现象,这是不允许的。

式中:F——压机的公称锻造力;
z——预紧系数。一般情况下z取1.5~2,大型压机取小值,小型压机取大值。
预紧力Pj与公称锻造力的比值也经常作为设计的依据,Pj=z′F,z′称为相对预紧系数。一般情况下z′取 1.2~1.5。
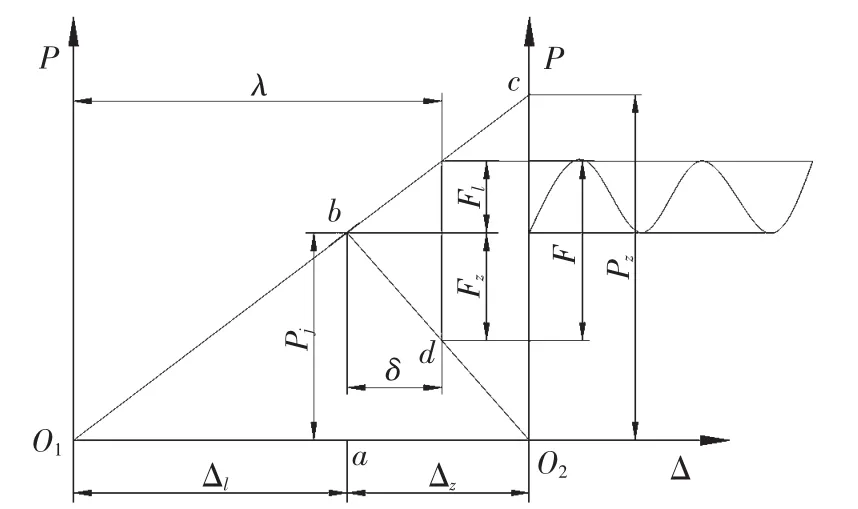
图2 预应力结构的变形载荷图
对于大型压机,其工作状态更加符合85倍率的关系,即其工作范围一般处于20%~85%的公称力负荷状态。为了获取最合适性价比的压机,也可取z′为0.9~1。
2.2 拉杆柱套机构参数的确定
根据Pz初步确定拉杆的直径D:
式中:[σ]——拉杆材料的许用屈服极限。
由压机的整体要求、活动横梁、上下横梁的结构、导向面的结构和拉杆的结构尺寸可以初步确定柱套的结构尺寸,求得柱套的截面积,由材料可以获取柱套的性能参数。
2.3 预紧力的计算
由图2所示,Pj预紧完成后,预应力结构达到平衡状态,拉杆受到的拉力与柱套受到的压力大小相等,此时的力Pj称为预紧力。根据拉杆、柱套的结构尺寸(长度、截面积等)及材料特性可求得Pj大小:

式中:Cz——柱套的刚度系数;
Cl——拉杆的刚度系数。

式中:Ez、Az、lz——柱套的弹性模量、截面积、工作长度;
El、Al、Ll——拉杆的弹性模量、截面积、工作长度。
3 工作状态下拉杆柱套的变形校验
如图2所示,工作状态下承载工作载荷时,拉杆进一步受到拉伸,变形增加,柱套则减少压缩变形,当载荷增加到公称力F时,停止增加载荷,变形增加了δ,载荷增加了Fl,拉杆的交变载荷在0~Fl变化。增加的变形应与δ符合。

4 上横梁变形对预应力的影响
上述计算是在假定横梁绝对刚性不变形的情况下得到的。实际上绝对刚性的横梁是不存在的。由于柱套是一个体型结构,横梁的变形会影响柱套接触面的压力分布,内部的压力将变小甚至为零,出现内部开缝的情况,可以通过现代设计手段来验证,进一步优化预应力。
5 柱套与横梁接触结构对预应力的影响
柱套与横梁的接触面结构一般为平面接触,在偏载状态下柱套承受的锻造附加弯矩将有接触面的摩擦力来承受。由于工作时柱套受到的压力在逐渐减小,在锻造弯矩的作用下,柱套有外移的倾向,预应力的设计要考虑由此而引起的柱套位移。柱套与横梁的接触面还有插入式结构,即柱套的端部设计成圆柱面插入横梁中,下间隙配合。此种结构锻造产生的附加弯矩大部分作用在此配合面上,因此这种结构可减小预应力,可采用较小截面的拉杆和柱套。
6 结论
压机机架的强度计算是一个超静定问题,全预应力机架将承受拉弯状态的立柱一分为二,即承受压弯应力的柱套和承受纯拉力的拉杆,将超静定问题简化,用传统的计算方法就可初步确定压机机架结构,然后再利用有限元分析等现代手段验证机架的开缝情况,优化各部件的机构和预紧参数,使压机的设计更加合理,提高设备的应用性能。
[1] 俞新陆.液压机的设计与应用[M].北京:机械工业出版社,2007.
[2] 中小型液压机设计计算编写组.中小型液压机设计计算[M].天津:天津人民出版社,1977.
[3] 王勇勤.大型锻压机预应力结构受力-变形的分析与研究[J].锻压装备与制造技术,2008,43(5).
[4] 王 振.框架液压机拉杆加热预紧方法的应用[J].锻压装备与制造技术,2013,48(1).
