基于SecoMAN的液压插装阀集成块的设计
2014-02-26邵珠振苏本福
邵珠振,张 玉,苏本福,张 强
(济南铸造锻压机械研究所有限公司,山东 济南 250022)
0 前言
上世纪60年代以来,随着液压技术的不断发展,对液压传动系统和元件提出了新的要求,主要表现在:工作压力提高、通过流量增大、体积和重量减小、控制精度提高、管路减少等,同时要求提高工作可靠性和使用寿命、降低噪声、降低成本,等等。在此背景下,国外在70年代初发展了一种新型控制元件——二通插装阀(亦称逻辑阀、锥阀)。它不仅是一种新元件,而且还是一种崭新的液压控制回路技术。其具有一系列优点,如结构紧凑、制造方便、流阻小、通油能力大、动作快、冲击小、噪声低、工作可靠、寿命长、密封性好、泄漏少、具有多机能、变型方便、易于集成化、适用于各种工作介质、经济性好,等等,很大程度上满足了液压传动进一步发展的需要,获得了世界普遍重视,发展迅速。目前国外各大液压元件公司都已成系列地生产这种新元件,并已大量推广应用于各大行业。
1 插装阀
在国内,从1976年开始开展了二通插装阀的设计研究工作,现已基本完成了从通径16mm~160mm的整个系列的开发定型工作,产品已由专业液压元件厂成批生产供应市场,包括元件、二通插装阀集成块以及整套液压集成系统。
如图1所示,一个二通插装阀通常由插入元件1、先导元件2、控制盖板3和插装阀体4四部分组成。
插入元件是二通插装阀的主级或功率元件,插装在阀体或集成块体中,通过其开启关闭动作和开启量大小来控制液流通断、压力高低以及流量大小,亦即实现对液压执行机构的方向、压力和速度的控制。

图1 二通插装阀的结构简图
插入元件的形状与通用的单向阀相似,由阀芯、阀套、弹簧以及相应的密封圈组成。它有两个工作腔A和B,一个控制腔C阀芯在阀套中滑动,其间的配合间隙很小以减少B腔和C腔间的泄漏。阀芯头部的锥面紧贴在阀套孔内的阀座上,形成一个可靠的座阀式密封,保证A腔与B腔间没有泄漏。阀套上的三处密封圈防止了A、B、C三腔之间沿阀套外缘的泄漏。
插入元件的工作状态是由作用在阀芯上的合力的方向和大小决定的。不计阀芯重量和摩擦阻力的阀芯上的力平衡式为:

式中:PC——控制腔C的压力;
PA——工作腔A的压力;
PB——工作腔B的压力;
AA——工作腔A的作用面积;
AB——工作腔B的作用面积;
AC——工作腔C的作用面积,AC=AA+AB;
F1——弹簧力;
F2——液动力,与通过的流量及开口大小有关,在开口较小时才起作用,作用力方向向下。
当合力为正,即ΣF>0时,阀芯关闭;当合力为负,即ΣF<0时,阀芯开启;当合力为零,即ΣF=0时,阀芯停止在该平衡位置上。由此可见,这个插入元件具有二位二通换向阀和单向阀的机能,可以实现方向控制功能。
2 SecoMAN
液压集成块的结构一般比较复杂,大多依靠设计人员的经验和空间想象能力进行方案的制订、设计、检验等工作。不仅脑力劳动繁重、耗费时间,往往还保证不了质量。目前一些应用于液压集成块设计的CAD技术,虽然大多能提供一些辅助手段,在一定程度上方便了交互式设计,但仍难以获得高质量的设计结果。
随着产业的发展,为实现系统的精密、微细控制,人们对集成块重要性的认识也在不断提高。但传统设计方式存在设计时间过长(占全部系统设计的50%~60%)、设计错误难以发现、安装调试微细控制难等诸多问题。SecoMAN是在三维图中构思油路并在二维图中进行设计,快捷、方便;具有完美的检查功能(油路壁厚、油路交叉面积、功能性油路的连接错误检查功能),使设计错误为零;可提供用于加工的透视图并自动生成加工清单,还可灵活转换到AutoCAD。
3 设计实例
某铸造设备的液压系统,其中一插装阀集成块如图2所示。由原理可知,集成块共包含四个插件,经理论计算选择插件的通径后,借助SecoMAN软件对该集成阀块进行设计。

图2 泵头块液压原理图
(1)布置数据库,按设计需要把数据库布置到各个面,不必计算孔坐标,利用对齐命令进行孔对齐。
(2)连接油路,利用孔连接命令进行直线连接、斜线连接,还可自动生成工艺孔进行连接,连接时不需要计算孔的深度及坐标。
(3)检查油路,油路连接后,利用检查命令对油路壁厚、交叉面积、不通孔之间的连接等进行检查。根据错误提示进行修改,做到100%准确设计。
(4)输出各种信息,包括二维工程图、三维模型(图3)以及孔清单(图4)等。
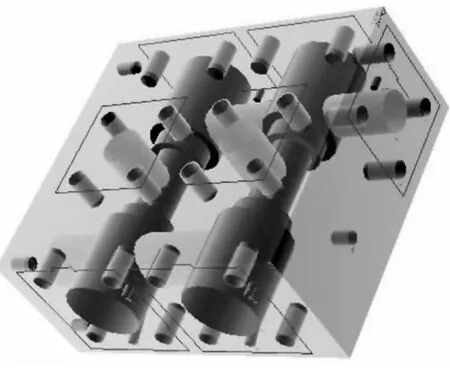
图3 SECOMAN中三维可视化模型

图4 孔隙列表
4 小结
SecoMAN软件在油路块设计中的成功应用已在诸多项目中得以验证。其主要有以下优势:①设计过程可实时检查,防止油路连接错误;②提供精准的加工信息,防止加工出现误差;③提供数据库,设计准确、快捷。但该软件也存在不足之处,如二维图和三维图之间不关联,阀、法兰安装底板在修改时不能直接替换成其他同类阀、法兰安装底板等。
[1]唐英千.液压集成元件——二通插装阀.锻压装备与制造技术,1991,26(1).
[2] 黄人豪.二通插装阀控制技术.上海:上海实用科技中心,1986.
[3] 吴作为.Solidwork在液压阀块设计中的应用[J].装备制造技术,2011,(11):135-136.
[4] 曹 铭,曾良才,等.Pro/Engineer在液压阀块设计中的应用[J].机床与液压,2007,35(1).
[5] 王益民.二通插装阀在小型液压系统中的应用.锻压装备与制造技术,1988,23(5):29.
