H1000超高速包装机组差动式模盒机构剖析
2014-02-23张国智冯志斌江威李娟娟
张国智,冯志斌,江威,李娟娟
广东中烟工业有限责任公司,广州市荔湾区芳村环翠南路88号 510310
H1000超高速包装机组差动式模盒机构剖析
张国智,冯志斌*,江威,李娟娟
广东中烟工业有限责任公司,广州市荔湾区芳村环翠南路88号 510310
为满足卷烟生产设备高速传动的要求,对H1000超高速包装机组的差动式模盒机构的工作原理和运动特性进行了分析。该模盒机构采用凸轮差速传动和交替运动方式,由凸轮机构产生差速,通过行星齿轮差速器与主传动并联,以满足机构的间隙运动需求,降低高速运转时的冲击和噪声;利用两组模盒交替运动方式提高设备的工作效率。结果表明:差动式模盒机构可以较好地满足超高速包装机组的连续稳定运行的要求,加减速柔和,运动冲击小;设备全速运转噪声仅为79 dB,低于中速包装机组的83 dB;3年实测故障率为零,各零部件无明显磨损。对该模盒机构的原理、结构和运行特性研究可为新型超高速包装机组的技术研发提供参考。
卷烟;超高速;包装机组;模盒机构;差动式;槽轮式;交替运动
随着卷烟生产设备不断向高速化发展,卷烟包装机组的单机生产速度已由400包/分钟提高到600~800包/分钟。其中,生产速度低于600包/分钟的中速包装机组主要采用槽轮式模盒机构实现间隙运动[1]。随着生产速度的不断提升,槽轮机构所承受的冲击力不断加大,造成噪声增大、零件使用寿命缩短等问题。张磊等[2]通过优化槽轮的设计参数以降低高速传动带来的冲击,但由于受槽轮机构的运动特性限制,无法从根本上满足设备高速传动的要求。意大利GD公司最新推出的H1000超高速包装机组生产速度达1000包/分钟,其采用的差动式模盒机构在工作过程中运行平稳,高速运转时冲击力小,噪声低,设备故障率也较低。为此,通过对H1000超高速包装机组模盒机构的原理结构进行剖析,研究其工作原理及运动特性,旨在为新型超高速包装机组的技术研究提供理论参考。
1 存在问题
1.1 槽轮式模盒机构组成
卷烟包装机组的工艺流程包括烟组成型、铝箔纸包装、小盒包装纸包装、小包输送、小包透明纸包装、条盒包装、条盒透明纸包装等工序。其中,烟组成型是将烟支按7-7-6或7-6-7方式排列后形成烟组,再进行铝箔纸包装,见图1。在生产过程中烟支经过垂直下烟通道,在垂直方向上排列整齐,由烟支推杆3将排列好的烟支推入模盒2中排列成型,模盒再将烟组输送到铝箔纸包装工序。在此过程中模盒起着载体和定型作用,保证烟支在输送过程中的排列保持不变。
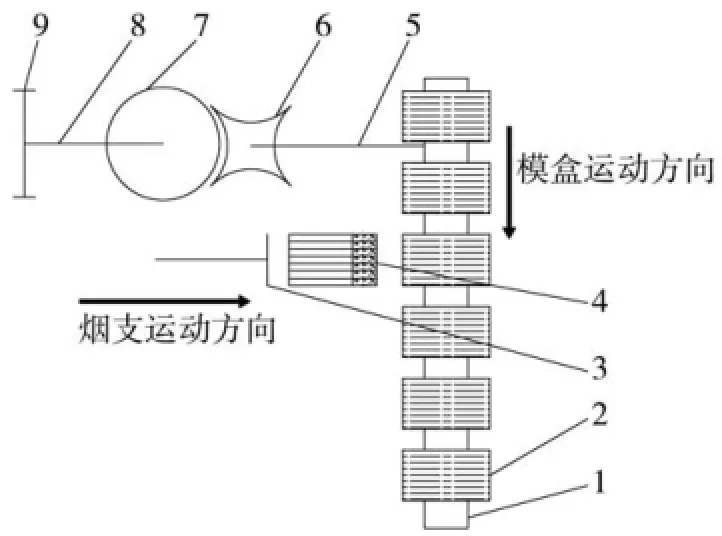
图1 槽轮式模盒机构结构图
烟支推杆在将烟支推入模盒过程中,由于烟支运动方向与模盒运动方向垂直,为保证推烟动作顺利完成,模盒必须静止在对齐烟支的推入工位,待完成烟支推入动作后才能继续运动,将烟支送入铝箔纸包装工序,然后空模盒返回烟支推入工位装载烟支,如此循环往复。因此,模盒机构采用的是槽轮式间隙传动机构。在槽轮式模盒机构中,多个模盒均布在一条输送带1上并随输送带运动,输送带动力由槽轮机构传递。根据槽轮机构的运动特性,当拨轮7圆销脱离槽轮6时,输送带静止,烟支推入模盒;当拨轮圆销进入槽轮时,输送带开始运动,模盒随输送带运动输送烟支。槽轮机构的运动方程为:

式中:ω2为槽轮转速,r/min;ω1为拨轮转速,r/min;φ1为拨轮转角,°;γ为槽轮机构固定结构系数[3]。
由运动方程可见,槽轮机构在整个运动过程中其运动速度随拨轮转角φ1而变化,在启动和停止时会出现速度突变,从而带来较大冲击。随转速增加或槽轮槽数减少速度突变会加大,冲击会加剧,故槽轮机构已不能满足包装机组高速运转的要求[4]。
1.2 传统间隙传动机构分析
目前常用的间隙传动机构除槽轮机构外还有不完全齿轮机构、凸轮机构等[5]。不完全齿轮机构设计灵活,从动轮的运动范围大。但该机构加工复杂,在进入和退出啮合时速度有突变,容易引起刚性冲击,不宜用于高速传动;凸轮机构具有运转可靠、传动平稳等优点,通过改变凸轮推程运动角可得到转盘转动与停歇时间的比值,利用凸轮弧线设计实现柔和的加减速,可以较好地适应高速运转。例如在YB47高速包装机组的3号轮及第二烟支推进器中就分别采用了弧面分度凸轮机构[6]和共轭凸轮机构[7]实现间隙运动,具有运转平稳、安静等优点,但凸轮机构属于线点接触传动机构,负载过大时容易产生磨损。所以,槽轮机构等传统间隙运动机构都无法较好地满足包装机组高速、耐磨损的要求。
2 差动式模盒机构的技术实现
H1000超高速包装机组采用的差动式模盒机构,在传动上采用了由凸轮机构和锥齿轮差速器组成的复合式机械结构,凸轮机构通过锥齿轮差速器与主传动并联,在设备运转过程中利用凸轮机构产生与主传动同向或反向的差速度,经过锥齿轮差速器进行速度叠加后,输出满足设备整体运转要求的高速间隙运动[8]。另外,差动式模盒机构由两组传动机构组成,并采用交替运动方式,可以使两个不同速度的生产动作同时进行,提高了设备工作效率。
2.1 传动系统组成
差动式模盒机构的传动系统主要由动力输入齿轮、凸轮、连杆、输出轴、锥齿轮、模盒输送带等部件组成,见图2。该系统有两个动力输出:①由齿轮1输入,齿轮1、凸轮2、锥齿轮12固定在同一轴上,动力通过锥齿轮12传递到锥齿轮11。锥齿轮11与锥齿轮10固定在同一轴上,锥齿轮6和锥齿轮9安装在可绕输出轴7转动的支架5上,连杆3与支架5通过铰链连接,锥齿轮10,9,8,6组成一个行星齿轮差速机构,最后动力通过差速机构由输出轴7传递到齿形模盒输送带22。②由齿轮1输入,通过锥齿轮12传递到锥齿轮13,锥齿轮14,15,17,18组成的差速机构带动输出轴19,进而带动模盒输送带20运动。
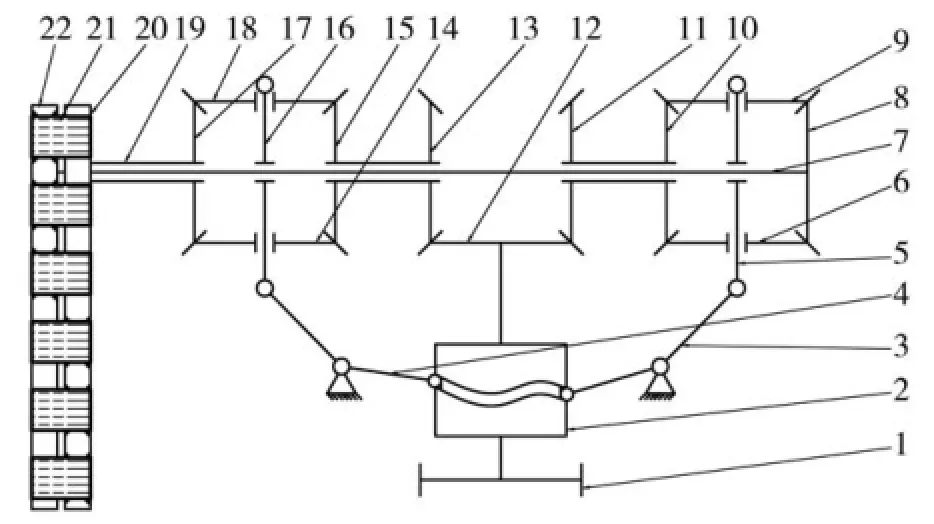
图2 差动式模盒机构的传动系统结构图
两个动力输出的工作原理基本相同,以输出①为例说明其工作原理。在无推烟动作时,动力由锥齿轮10输入,通过锥齿轮9和6传递到锥齿轮8,此时锥齿轮支架5静止,锥齿轮8将动力传递到输出轴7,再由输出轴输送到模盒输送带轮,模盒输送带轮带动安装有模盒21的输送带22作匀速运动;模盒到达推烟工位前,凸轮2带动连杆3,连杆3带动锥齿轮支架5,锥齿轮支架5带动锥齿轮9和6绕输出轴7作与锥齿轮10相反的转动,两者速度叠加,锥齿轮8开始作减速运动;当模盒到达推烟工位时,锥齿轮支架5的转速与锥齿轮10的转速相等,但转动方向相反,此时锥齿轮8和输出轴7的转速均为0,即模盒静止在推烟工位上,此时烟支被推入模盒;推烟动作完成后,锥齿轮支架5在凸轮2的带动下与锥齿轮10作同向转动进行复位,在差速器作用下输出轴作加速转动,锥齿轮支架5复位后静止,输出轴7则再次作匀速转动。
2.2 运动特性
根据差动式模盒机构的工作原理,其主要部件的速度曲线见图3。可见,通过对凸轮2的轮廓曲线优化设计,在锥齿轮支架5转动过程中可实现柔和的加速和减速,避免速度突变对零件产生冲击。该机构中凸轮2未直接驱动负载,仅驱动锥齿轮支架产生差速度,运动载荷较小,可减少零件磨损,降低运行噪声[9-10]。在传统模盒机构中,当模盒在推烟工位静止时,通过拨轮卡在槽轮的锁止槽内保证模盒的静止定位,但拨轮在锁止槽内是高速转动的,槽轮与拨轮之间相互摩擦造成零件磨损,导致模盒定位精度降低,在推烟进入模盒时容易出现撞烟。由于差动式模盒机构采用了差速器,当模盒在推烟工位静止时,利用差速器的齿轮组啮合互锁的特性,无需锁止机构即可保证模盒的精确定位,简化了设备结构,降低了设备故障率。
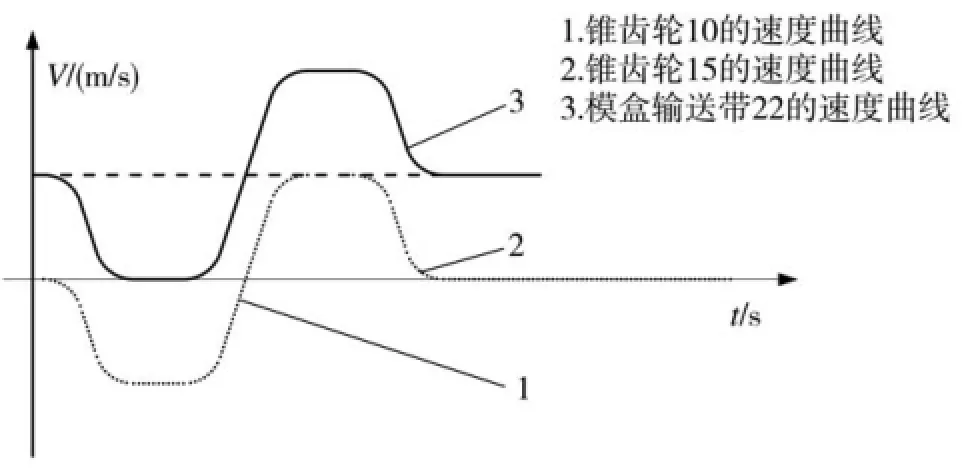
图3 差动式模盒机构主要部件速度曲线
在槽轮式模盒机构中,槽轮转速除静止外其余时间都是变化的,因此工序之间只能在槽轮静止时进行烟支交接,从而限制了设备速度的提升。在差动式模盒机构的一个运动周期内,有两段时间模盒速度是保持不变的,即烟支推入模盒时,模盒速度保持为0。另外,在烟支推入模盒后且差速器的锥齿轮支架复位静止后,模盒保持匀速运动。此时,包装机组的一轮与模盒的运动速度相同,二者相对静止,可顺利完成烟支从模盒到一轮的交接,实现烟支从间隙运动到连续运动的过渡,有效提高设备生产速度。
2.3 交替运动方式
由于烟支推入模盒和烟支从模盒交接到一轮两个动作是在不同模盒运动速度下完成,为保证差动式模盒机构与上下游工序的无缝连接,提高设备生产效率,H1000包装机组的模盒机构采用了分组交替运动方式。模盒输送带由两根皮带组成,传动机构采用两套差速机构,分别由差动轮系输出两个驱动,各自驱动一条输送带。每条模盒输送带上有12个模盒,6个一组,两条输送带上共有4组模盒(A,B,C,D)。其中,A,C两组模盒与输送带1相连,B,D两组模盒与输送带2相连,模盒组之间交替运动。
A,B两组模盒之间的速度关系见图4。当输送带1上的B组模盒向烟库方向作减速运动时,已完成烟支推入的输送带2上的A组模盒正匀速向包装机组一轮输送烟支;当B组模盒停止在烟支推入位置接受烟支推入时,A组模盒已到达包装机组一轮的烟支交接位置,输送带1作匀速运动,与包装机组一轮速度同步;在B组模盒进行烟支推入时,A组模盒正在将烟支交接到包装机组一轮,相当于有两个工位在同时工作,避免了不同工位因运动速度不同而相互干扰,实现了两个生产动作同时进行,提高了工作效率。B组与C组模盒工作循环相同。
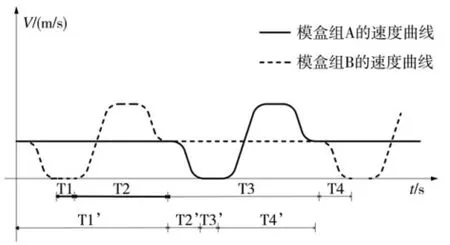
图4 A,B组模盒的运动关系
3 结语
差动式与槽轮式模盒机构对比结果见表1。可见,差动式模盒机构在高速运转时运动冲击力小,运行噪声低,零件更耐用且工作效率高,比传统的槽轮式模盒机构能更好地适应高速包装机的要求。
经测试,中速包装机组生产速度400包/分钟时的运转噪声约为83 dB,而采用差动式模盒机构的H1000超高速卷烟包装机组生产速度1000包/分钟时的运转噪音仅为79 dB。差动式模盒机构经过3年实际运行,故障率为零,各零部件无明显磨损。通过分析研究该模盒机构的基本结构、工作原理和运行特性有助于新型超高速包装机组的技术研发。
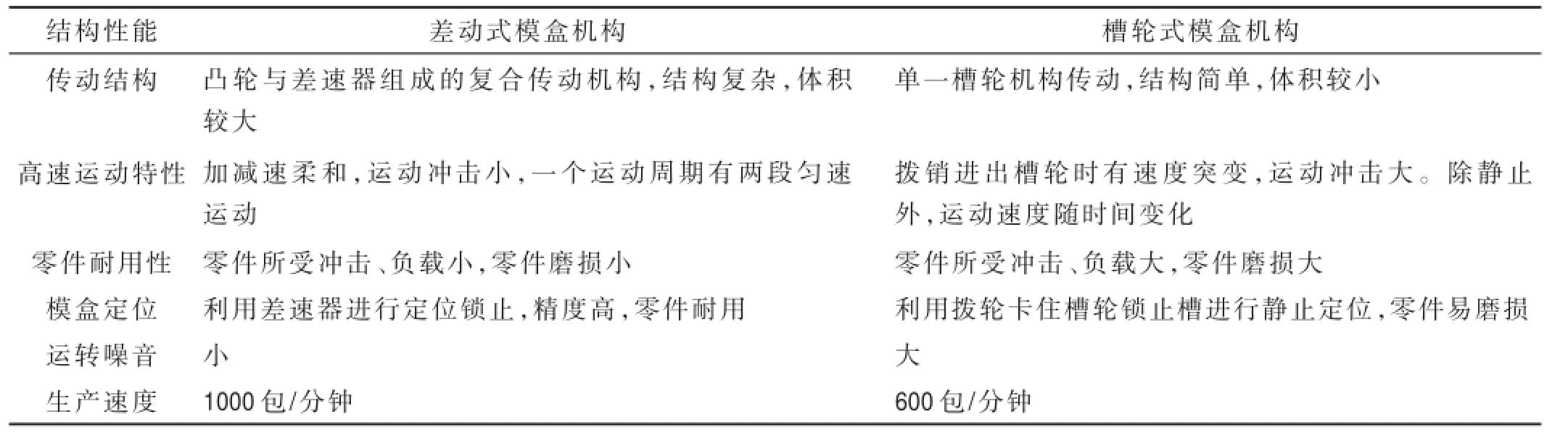
表1 差动式与槽轮式模盒机构结构性能对比
[1]徐爱东,刘雄心,陈红.包装机器中的步进装置[J].包装与食品机械,2000(5):19-21.
[2]张磊,詹磊.一种新型槽轮机构的设计与研究[J].机械传动,2007(6):44-47.
[3]王宁侠,杨耀峰,魏引焕.槽轮机构运动及其高副磨损分析[J].西北轻工业学院学报,2000(18):80-84.
[4]刘辰.外槽轮机构设计分析[J].机电工程技术,2009(38):61-63.
[5]刘颖,马春荣.机械设计基础[M].北京:清华大学出版社,2005:68-71.
[6]胡国胜,戎磊杰.弧面分度凸轮机构在YB47型硬盒包装机包装轮中的应用[J].烟草科技,2011(7):15-17.
[7]蒋蒙奇.共轭凸轮机构在YB47型硬盒包装机烟支第二推进器上的应用[J].烟草科技,2009(9):25-26.
[8]申永胜.机械原理教程[M].北京:清华大学出版社,2005:244.
[9]刘惟信.机械最优化设计[M].2版.北京:清华大学出版社,1994:280-286.
[10]刘颖,马春荣.机械设计基础[M].北京:清华大学出版社,2005:27-33.
Analysis of Differential Mandrel Mechanism in H1000 Ultrahigh-speed Cigarette Packer
ZHANG Guozhi,FENG Zhibin*,JIANG Wei,and LI Juanjuan
China Tobacco Guangdong Industrial Co.,Ltd.,Guangzhou 510310,China
The working principle and movement characteristics of differential mandrel mechanism in H1000 ultrahigh-speed cigarette packer were analyzed.The mandrel mechanism incorporated cam differential drive and means of alternate movement,the cam mechanism produced speed difference and in parallel with main drive via planet gear differential mechanism to implement intermittent movement with low impact and noise at high-speed. Two sets of mendrels worked alternately to improve the working efficiency of the equipment.The results showed that with gentle acceleration/deceleration and low impact,the differential mandrel mechanism satisfied the requirements of ultrahigh-speed packer for continuous and stable running,the noise at fullspeed running was 79 dB(A)in contrast with 83 dB(A)of a medium speed packer.Through the actual running over three years,the failure rate was zero and no obvious wear was observed.
Cigarette;Ultrahigh-speed;Cigarette packer line;Mandrel mechanism;Differential type;Grooved drum type;Alternate movement
TS434
A
1002-0861(2014)11-0025-04
张国智(1980—),学士,工程师,主要从事机械装备自动化、技术改造和项目管理工作。E-mail:13503082912@139.com;*
冯志斌E-mail:1353021733@139.com
2014-05-16
责任编辑:曹娟E-mail:cj254@126.com
电话:0371-67672669
