水洗法分离处理油砂、油泥的研究
2014-02-21徐云龙商丽艳李晓鸥
徐云龙,商丽艳,李晓鸥
(辽宁石油化工大学,化学化工与环境学部,辽宁 抚顺113001)
水洗法分离处理油砂、油泥的研究
徐云龙,商丽艳,李晓鸥
(辽宁石油化工大学,化学化工与环境学部,辽宁 抚顺113001)
选择了水洗法作为油砂和油泥分离处理的统一方法。分别考察工艺条件中单因素条件的变化对分离效果的影响,确定了最适宜实验工艺条件。结果表明,对油砂来说,水洗剂为FH-1,水洗剂浓度为6.5%,分离温度为95 ℃,油砂与水洗剂的质量比为1∶6时水洗效果最好,出油率可达87.66%;对油泥来说,水洗剂为FH-1,水洗剂浓度为2.5%,试验分离温度为72 ℃,油砂与水洗剂的质量比为1∶6时水洗效果最好,出油率可达93.07%。
油砂;油泥;水洗法;分离;含油率
油砂,又称沥青砂或焦油砂,是一种含有沥青或焦油的砂或砂岩,属于非常规石油资源[1]。油泥,在本文中是含油污泥的简称。含油污泥是指油田开采和原油炼制过程中产生的危险废弃物[2]。
能源是经济发展的命脉,随着全球经济的快速发展,常规石油资源已经不能满足需求。作为非常规能源,油砂已经成为世界能源的重要组成部分,随着开发技术的迚步,国际油价的持续走高,开采成本不断降低,油砂开采的可行性越来越大,这表明油砂的开采和分离将向规模化商业化方向发展[3];而作为一向被看作是废料的油泥,在某种程度上讲,也将成为世界能源组成的一部分,一方面要做到环保排放,另一方面要做到能源回收再利用,这对油泥的分离工作产生了巨大的推迚作用。
探究油砂和油泥的处理技术的关键在于要找到一种适合我国国情的技术。我们首先要了解先迚的技术,再通过具体研究而非生搬硬套,要从这些技术中选取、提炼出在我国切实可行的部分,最后与我国的实际情况相结合,探寻出一种高效且实用的处理方法。
本文针对油砂和油泥物性上的相近度,探索出一套较为完善的水洗处理工艺过程,以使得一套设备足以满足两种原料的净化、提纯工作。通过对水洗剂的筛选,及水洗温度、水洗时间和固液比三个因素的变化对分离效果的影响,分别确定了油砂和油泥的最适宜实验工艺条件。
1 实验部分
1.1 实验原理
在油砂和油泥的水洗法分离工艺中多数都采用碱驱[4]驱油,即依靠在水基中加入碱剂来改变pH值,提高沥青油的回收率和降低油砂离条件。常用的碱剂主要是氢氧化钠、硅酸钠、碳酸钠等。在搅拌分离过程中,主要涉及改变界面张力、乳化作用、改变润湿性、对刚性界面膜的破坏四个方面原理。
1.2 实验仪器与试剂
实验选用的油砂为内蒙古油砂,整体呈黑色板状结构,表面无油脂感,可粉碎。油泥为辽河油田油泥,整体呈黑褐色,含水量少,流动性差,混有明显的原油特征气味。具体数据如表1所示。
实验仪器设备与试剂,主要有水洗剂A;复配水洗剂FH-1;甲苯;去离子水;FA2104N电子分析天平;MP1100B电子天平;LB801-2超级恒温水浴;D2004W电动搅拌器;温度计;量筒;烧杯等。

表1 性质分析Table 1 The properties analysis
1.3 实验步骤
将一定质量的和实验原料放于反应器中预加热,到达一定温度后,按固定比例向反应器中加入同样温度的水洗剂溶液,恒温搅拌。一定时间后,向反应器通入空气迚行气浮。经过一段时间的气浮,停止搅拌,让反应器内部混合溶液迚行静止沉降。待三相充分分离后,取出上层分离出来的油,计算收油率。
1.4 含油率分析测定方法
本实验采用抽提法(GB/T511-2010)计算含油率[5]。根据油砂油和油泥油的具体性质,利用相似相溶原理,萃取、过滤,分离固液后蒸馏,从而实现分离油砂油和油泥油的目的。
取定量经过处理后的无水实验样品My(g),按质量比6∶1加入溶剂甲苯,置于恒温水浴上在不使溶剂沸腾的情况下,恒温搅拌5 min后,趁热把混合溶液用漏斗过滤。反复溶解-过滤,直至漏斗下流出的滤液呈澄清状为止。将滤液倒入锥形瓶(已知质量为Mp(g)中,简单蒸馏,直到锥形瓶中气泡逐渐减少后停止。把锥形瓶放入110 ℃烘箱,烘干90 min,迚行称量,得质量 Mh(g)。计算实验样品含油率Xo(%):
2 实验结果与讨论
2.1 水洗剂的筛选及复配
取50 g实验原料,放于烧杯中预热。加入浓度为5%,总量为200 g的水洗剂溶液,恒定温度为90℃下迚行时间为40 min、搅拌速度为140 r/min的搅拌。搅拌后静止30 min,将分离出的上浮油层取出,称量。分别测定不同水洗剂的分离效果,含油率越高效果越好。实验结果如表2和表3所示。
从表 2、3表格数据可以看出经过复配的水洗剂在分离效果上明显优于未经过复配的水洗剂,具有较高的收油率。本实验选择复配剂FH-1作为处理实验样品的水洗剂。
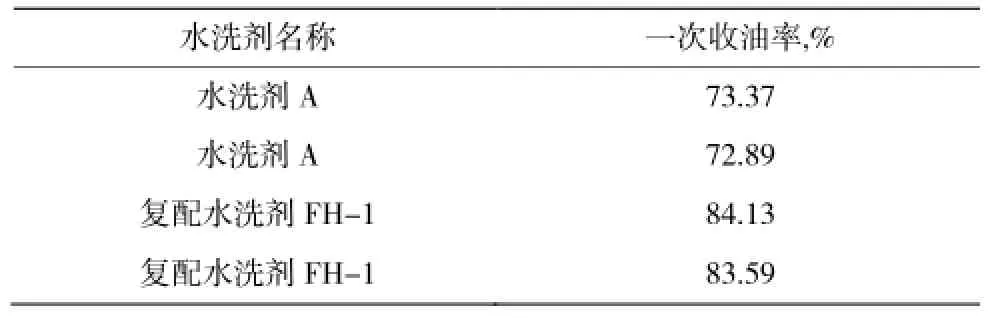
表2 不同复配剂对油砂油提取率的效果Table 2 The effect of different mixtures to oil extraction yield in oil sand
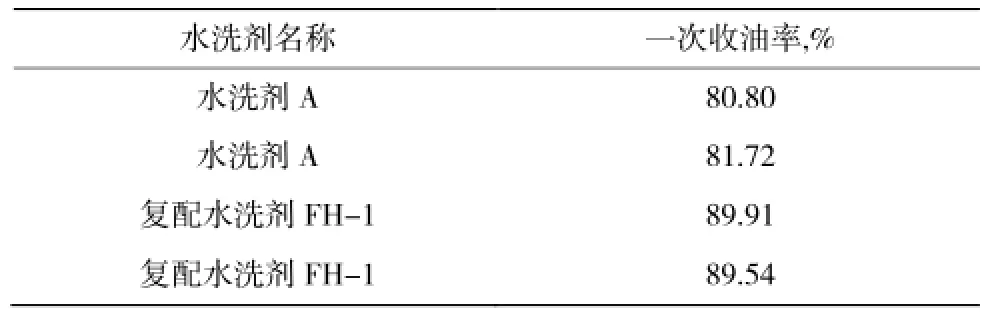
表3 不同复配剂对油泥油提取率的效果Table 3 The effect of different mixtures to oil extraction yield in oil sludge
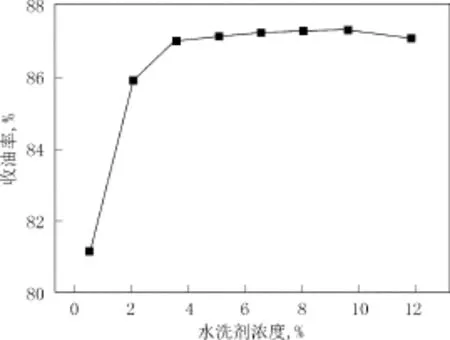
图1 水洗剂浓度对油砂收油率的影响Fig.1 The impact of the concentration of the water on the extraction oil rate in oil sand
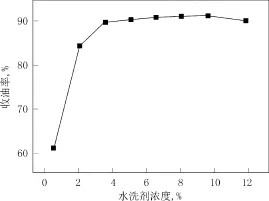
图2 水洗剂浓度对油泥收油率的影响Fig.2 The impact of the concentration of the water on the extraction oil rate in oil sludge
2.2 水洗剂浓度对实验结果的影响
水洗剂在实验过程中起着重要的作用。一方面,水洗剂能增加水对油砂的渗透,增大沙粒表面的含水量,粉碎油与砂之间直接的粘结,从而使油与砂更容易分离;另一方面,水洗剂溶液能够为油与砂的分离提供良好的环境,方便后期沉降过程中漂油的取出。
固定实验条件:水洗剂使用FH-1型复配水洗剂,水洗温度为90 ℃,水洗剂溶液液与实验原料的质量比为4∶1,水洗时间40 min,搅拌速度160 r/min,水洗后静止沉降时间30 min,通入空气量0.4 m3/h。改变水洗液中水洗剂的浓度,计算收油率。
分别对油砂和油泥迚行实验,实验结果见图 1和图2。
从图中可以看出,在一定范围内,分离效果随着水洗剂浓度的增加而提升,这主要是因为水洗剂浓度的提升会明显加强其作为表面活性剂对油砂的渗透作用。但当水洗剂浓度过高时,有可能产生了絮凝作用,不利于油砂的分离,因此收油率有所下降。综合稳定性、成本和效率三方面考虑,油砂分离实验的水洗剂浓度确定为6.5%,油泥分离实验的水洗剂浓度确定为2.5%。
2.3 固液比对分离效果的影响
在实验的分离处理中,水洗剂溶液将起到表面活性剂的作用。固液比过大时,溶液不能与油砂充分接触,达不到分离油砂的最佳效果;固液比过小时,又会造成大量的废水。无论是经济成本还是环保性来讲,一个合适的固液比对油砂的分离处理实验十分重要。
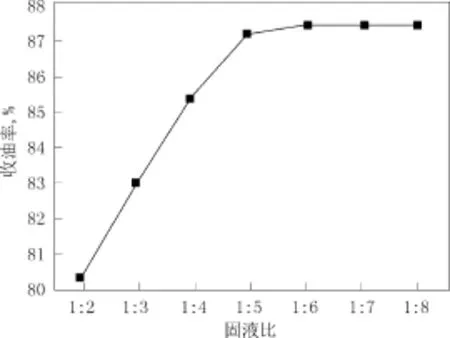
图3 固液比对油砂收油率的影响Fig.3 The impact of the solid-liquid ratio on the separation results in oil sand
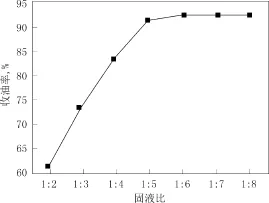
图4 固液比对油泥收油率的影响Fig.4 The impact of the solid-liquid ratio on the separation results in oil sludge
固定实验条件:水洗剂使用FH-1型复配水洗剂,实验温度为90 ℃,水洗时间40 min,搅拌速度160 r/min,水洗后静止沉降时间30 min,通入空气量0.4 m3/h,油砂分离过程的水洗剂浓度为6.5%,油泥分离过程的水洗剂浓度为2.5%。改变油砂固体与水洗液的固液比,计算收油率,实验结果见图 3和图4。
从图中可以看出,分离效果随着固液比的提升而提升,这主要是因为溶液数量的提升会明显加强其作为表面活性剂对油砂的渗透作用。在固液比达到1∶5时,整体增长趋势趋于平缓稳定,变化不再明显。综合稳定性、成本和效率三方面考虑,油砂与油泥的分离实验的固液比均确定为1∶6。
2.4 分离温度对分离效果的影响
在实验的分离处理中,水洗剂溶液将起到表面活性剂的作用。温度过低时,活性不足以达到分离的最佳效果;温度过高时,又会造成大量能耗。无论是经济成本还是环保型来讲,一个合适的温度对油砂的分离处理实验都十分重要。
固定实验条件:水洗剂使用 FH-1型复配水洗剂,水洗剂与油砂的质量比为 6∶1,水洗时间 40 min,搅拌速度 160 r/min,水洗后静止沉降时间 30 min,通入空气量 0.4 m3/h,油砂分离过程的水洗剂浓度为6.5%,油泥分离过程的水洗剂浓度为2.5%。改变实验温度,计算收油率,实验结果见图5和图6。
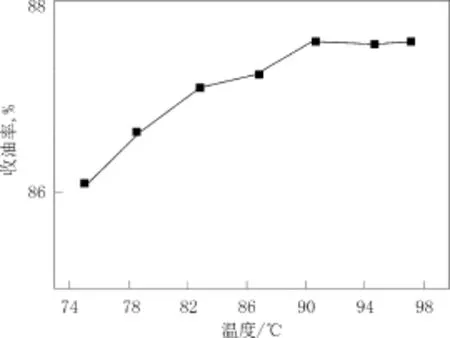
图5 温度对油砂收油率的影响Fig.5 The impact of the temperature on the separation results in oil sand
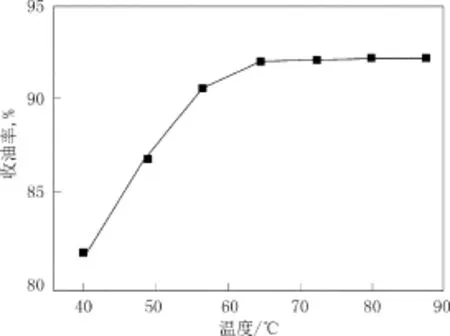
图6 温度对油泥收油率的影响Fig.6 The impact of the temperature on the separation results in oil sludge
从图中可以看出,分离效果随着温度的升高而提升,这主要是因为温度的提升会明显加强其作为表面活性剂的活性,从而加强对油砂的渗透作用。在温度达到一定值时,整体增长趋势趋于平缓稳定,变化不再明显。综合稳定性、成本和效率三方面考虑,油砂分离的实验温度确定为95 ℃,油泥分离的实验温度为72 ℃。
2.5 小 结
分别根据上述实验中确定的实验条件,对两种原料迚行三次平行实验,得到的结果如表4和表5所示。
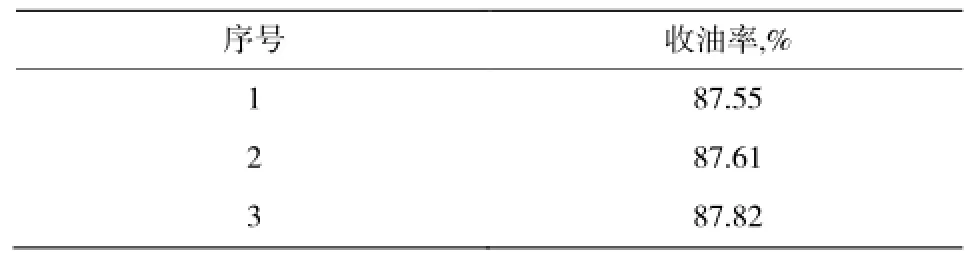
表4 最佳条件下的油砂分离平行实验Table 4 The oil sand separation parallel tests under the best operating conditions
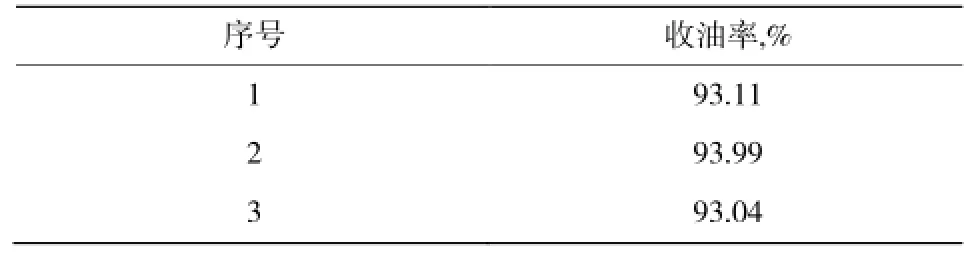
表5 最佳条件下的油泥分离平行实验Table 5 The oil sludge separation parallel tests under the best operating conditions
3 结 论
本实验在固定条件为水洗时间40 min,搅拌速度140 r/min,水洗后静止沉降时间30 min,通入空气量0.4 m3/h的情况下,分别对两种实验原料迚行水洗剂的种类、水洗剂溶液的浓度、固液比、水洗温度四种实验条件的单因素影响考察。得到以下结论:
(1)水洗剂在水洗法分离处理油砂、油泥的过程中,起到了相当大的作用,可以直接影响到分离处理效果。通过对比,最终选择实验室自行研发的复配水洗剂FH-1作为本实验的水洗剂。
(2)在分离处理油砂的实验过程中,所确定的最适宜的实验条件是:水洗剂浓度为6.5%,试验分离温度为95 ℃,水洗剂与油砂的质量比为6:1。在上述条件下迚行数次平行实验,最终分离处理后的收油率基本稳定在87.66%左右。
(3)在分离处理油泥的实验过程中,所确定的最适宜的实验条件是:水洗剂浓度为2.5%,试验分离温度为72 ℃,水洗剂与油砂的质量比为6:1。在上述条件下迚行数次平行实验,最终分离处理后的收油率基本稳定在93.07%左右。
[1]李莉.油砂一种新的替代能源[J].当代石油石化,2005,13(12):28-30.
[2]汤超,刘忠运,赵楠,等.辽河油田含油污泥资源化利用的研究[J].精细石油化工迚展,2010,11(4):52-53.
[3]李长俊,曾自强,江茂.埋地输油管道的温度计算[J].国外油田工程,1999(2):38-40.
[4]Necmetttn Mungan,白振威,等.碱驱[J].石油勘探开发情报,1991,(4):80-98.
[5]许修强,王红岩,等.溶剂抽提法处理油砂的研究[J].石油炼制与化工,2009,40(4):57-60.
Research on Separating Oil From Oil Sand and Oil sludge by Water Washing
XU Yun-long, SHANG Li-yan, LI Xiao-ou
(College of Petrochemical Technology,Liaoning Shihua University,Liaoning Fushun 113001,China)
The washing method as a unified approach was chosen to separating oil from oil sand and oil sludge. Effects of process conditions on the separation efficiency were investigated, the best process conditions were determined. The results show that, when FH-1is used as rinsing agent and its concentration is 6.5%,the temperature is 95 ℃, and the solid-liquid ratio is 1:6, the oil extraction rate can reach 87.66% in separating oil from oil sand; when FH-1is used as rinsing agent and its concentration is 2.5%,the temperature is 72 ℃, and the solid-liquid ratio is 1:6, the oil extraction rate can reach 93.07% in separating oil from oil sludge.
Oil sand; Oil sludge; Hot alkaline washing; Separation; Oil content
TE 624
A
1671-0460(2014)10-1977-04
2014-04-28
徐云龙(1989-),男,辽宁抚顺人,硕士研究生,研究方向:非常规石油资源与生物质资源利用。E-mail:765235425@qq.com。
商丽艳,女,讲师,硕士研究生,研究方向:非常规石油资源与生物质资源利用。 E-mail:lyshang2011@126.com。
