国内天然气回收乙烯原料的技术经济分析
2014-02-20颜东亮付含琦宋帮勇
颜东亮, 付含琦,宋帮勇
(1. 中国石油兰州石化分公司,甘肃 兰州 730060; 2. 中国石油石化化工研究院,甘肃 兰州 730060)
国内天然气回收乙烯原料的技术经济分析
颜东亮1, 付含琦2,宋帮勇2
(1. 中国石油兰州石化分公司,甘肃 兰州 730060; 2. 中国石油石化化工研究院,甘肃 兰州 730060)
根据国内主要天然气的组成特点,从技术与经济角度出发,论述了天然气凝液(NGL)回收及其用作乙烯原料的可行性。以新疆柯克亚凝析气田的天然气为例,对凝液回收项目的经济效益进行了预测。结果表明,对于大部分天然气,C2+以上烃类含量高,有利于天然气凝液回收。回收的天然气凝液主要以乙烷、丙烷、丁烷为主,可直接用作乙烯原料。
天然气;凝液回收;乙烯原料
在乙烯生产过程中,原料成本占生产成本60%~80%,并直接影响其下游产品的成本,因此,乙烯生产企业非常重视廉价、优质裂解原料的选用。
目前,世界乙烯原料主要有乙烷、丙烷、丁烷、液化石油气、拔头油、抽余油、石脑油、加氢裂化尾油、柴油等。随着乙烯原料轻质化、优质化程度的提高,国内外乙烯企业逐渐提高了乙烷、丙烷、丁烷等原料的裂解比重。其中,以天然气为原料的乙烷裂解得到了较快的发展。比如,中东和北美地区由于具有天然气及天然气凝液的资源和价格优势,越来越多地采用乙烷作为裂解原料。2012年,中东地区天然气凝液(NGL)占乙烯原料的比例从2007年的75%上升到77%,北美地区天然气液占乙烯原料的比例从2007年的65%快速提升到84%[1]。
天然气不仅是清洁能源,而且是生产优质乙烯的原料。据统计,截至2012年底,世界天然气探明储量为 187.3万亿 m3[2]。近年来,世界上富有天然气的地区和国家,都致力于从廉价天然气中回收得到乙烷、丙烷,然后用于蒸汽热裂解装置生产乙烯,从而大大提高了裂解制乙烯的经济性。由于从天然气中回收得到的乙烷价格低廉,因此以乙烷为原料的中东和北美地区的乙烯生产商具有巨大的成本优势。美国乙烷基乙烯生产商的生产成本仅为500美元/t左右,约为东北亚石脑油基乙烯生产成本的38%。中东主要以乙烷生产乙烯,是世界原料成本最低的地区,仅为400美元左右[1]。
随着国内天然气田的开采和进口液化天然气的大量增加,利用凝液回收技术,从天然气中回收乙烷以上烃类组分作为乙烯原料就显得十分必要。
本文针对国内主要天然气的组成特点,论述了回收天然气凝液及其作为乙烯原料的可行性。
1 天然气组成
天然气的主要成分为甲烷及少量乙烷、丙烷、丁烷、戊烷及以上烃类气体,并可能含有氮、氢、二氧化碳、硫化氢及水蒸气等非烃类气体及少量氦、氩、氙等惰性气体。天然气的组成并非固定不变,不仅不同气田中采出的天然气组成差别很大,甚至同一油田的不同生产井采出的天然气组成也有差别。国内主要气田和凝析气田的天然气组成见表1[3]。
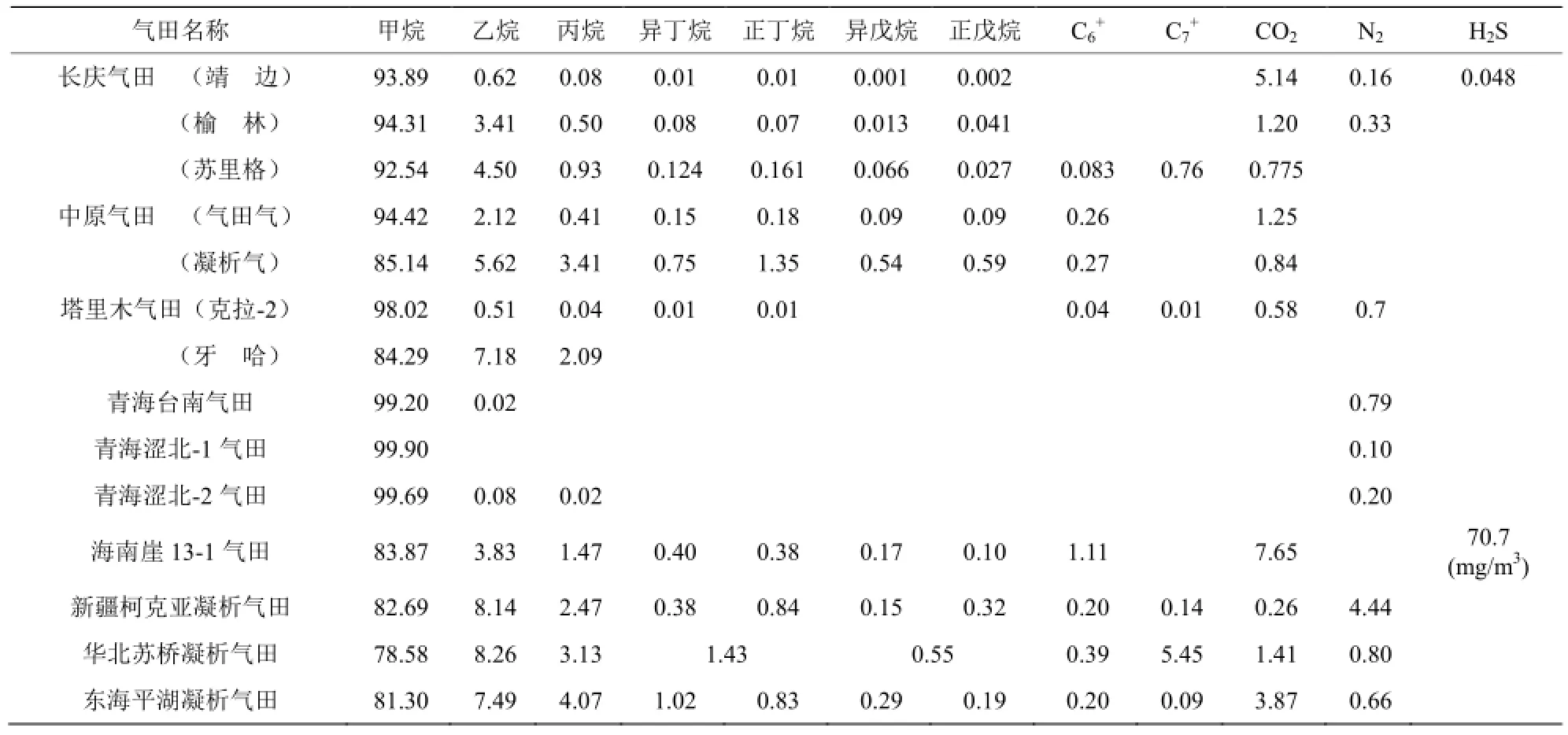
表1 国内主要气田和凝析气田的天然气组成(体积分数)Table 1 Major domestic gas and condensate gas field (volume fraction) %
2 天然气凝液回收技术
从天然气中提取C2、C3、C4、C5等较重的烃类组分称为天然气凝液回收。从天然气中回收凝液可以改善天然气的质量,降低天然气的露点,防止天然气在管输过程中有液态烃凝结,阻塞管道,从而降低油气耗损。另一方面,从天然气中回收的凝液可作为燃料和化工原料,带来更大的经济效益和社会效益。
天然气凝液回收方法包括吸附法、油吸收法和低温分离法。
2.1 吸附法
吸附法是利用具有多孔结构的固体吸附剂(如活性氧化铝或活性炭)对烃类组分吸附能力强弱的差异而实现气体中重组分与轻组分的分离。一般用于对较重烃类含量较少的天然气和伴生气进行加工,处理规模小于57×104m3/d。
吸附法的优点是工艺装置简单,不需特殊材料和设备,投资费用较小;缺点是需要几个吸附塔切换操作,产品局限性大,吸附剂再生能耗与运行成本高,并且吸附剂的吸附容量未得到很好解决。由于吸附法的缺点较多,因而该方法未得到广泛的应用。
2.2 油吸收法
油吸收法系利用不同烃类在吸收油中的溶解度差异,从而将天然气中轻、重烃组分得以分离。吸收油一般为石脑油、煤油、柴油或装置自己得到的稳定天然汽油(稳定凝析油)。按照吸收温度不同,油吸收法又可分为常温、中温和低温油吸收法(冷冻油吸收法)三种。常温油吸收法吸收温度一般为30 ℃左右;中温油吸收法吸收温度一般为-20 ℃以上,C3收率约为40%左右;低温油吸收法吸收温度一般在-40 ℃左右,C3收率一般为80%~90%。
油吸收法是20世纪50、60年代广泛使用的一种凝液回收方法,尤其是在20世纪60年代初由于低温油吸收法收率较高,压降较小,而且允许使用碳钢,对原料气处理要求不高,且单套装置处理量较大,故一直在油吸收法中占主导地位。但因低温油吸收法能耗及投资费用、运行成本较高,因而在20世纪70年代以后已逐渐被更加经济与先进的低温分离法取代。目前,仅美国和国内个别已建油吸收法凝液回收装置仍在运行外,大多数装置均已关闭或改为采用低温分离法回收凝液。
2.3 低温分离法
低温分离法,也称之为冷凝分离法,该方法是利用原料气中各烃类组分冷凝温度的不同,通过将原料气冷凝至一定温度,将沸点较高的烃类冷凝分离出来,并经凝液精馏分离成合格产品的方法。该方法最根本的特点是需要提供较低温位的冷量使原料气降温,具有工艺流程简单、运行成本低、凝液回收率高(C3的回收率可达90%以上)等优点,在凝液回收技术中处于主流地位。
按照提供冷量的制冷方法不同,冷凝分离发又可分为冷剂制冷法、膨胀制冷法和联合制冷法(即冷剂制冷法和直接膨胀制冷法的联合)三种。从加工温度看,可分为浅冷法(-35 ℃以上)、中深冷(-80 ℃以上)和深冷法(-100 ℃以下)。随着加工深度的提高,加工温度逐渐转为深冷领域。
1970年代中期开始以浅冷为主,采用氨吸收-氨压缩-丙烷制冷,主要回收 C3以上重组分, C3回收率在 65%以上,目前在 C2无需求地区依然采用。1980年代初,随着乙烯工业的发展,对C2需求的增长,深冷分离法开始大规模应用。
目前,几种主要的天然气凝液回收工艺的烃收率如表2所示[4]。
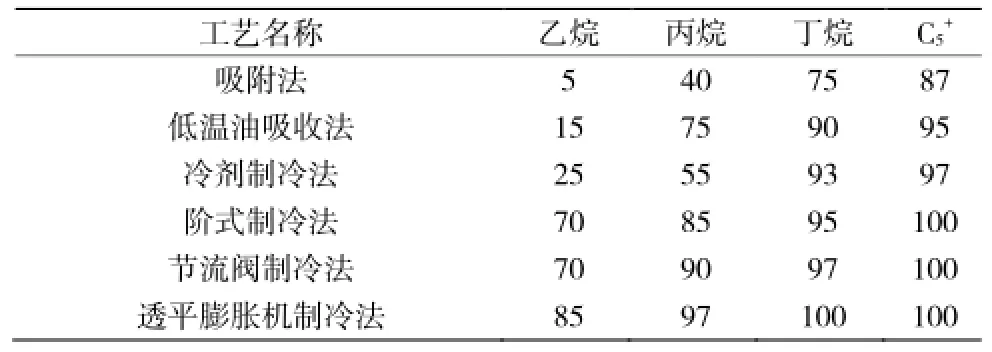
表2 常用天然气凝液回收工艺的烃类收率Table 2 Hydrocarbon yield of condensate recovery technology of natural gas %
3 回收凝液的经济性分析
天然气组成决定了天然气凝液回收技术的经济性。并非所有的天然气都适合凝液回收,天然气的凝液含量低,就不具备回收价值。对于大部分的天然气来说,重组分含量高,凝液回收量大,可对凝液回收的经济性进行探讨分析。
基于新疆柯克亚凝析气田的天然气组成,按透平膨胀机制冷工艺回收凝液,天然气处理量为100×104Nm3/d,则该凝液回收工艺装置的经济效益分析结果如表3所示。
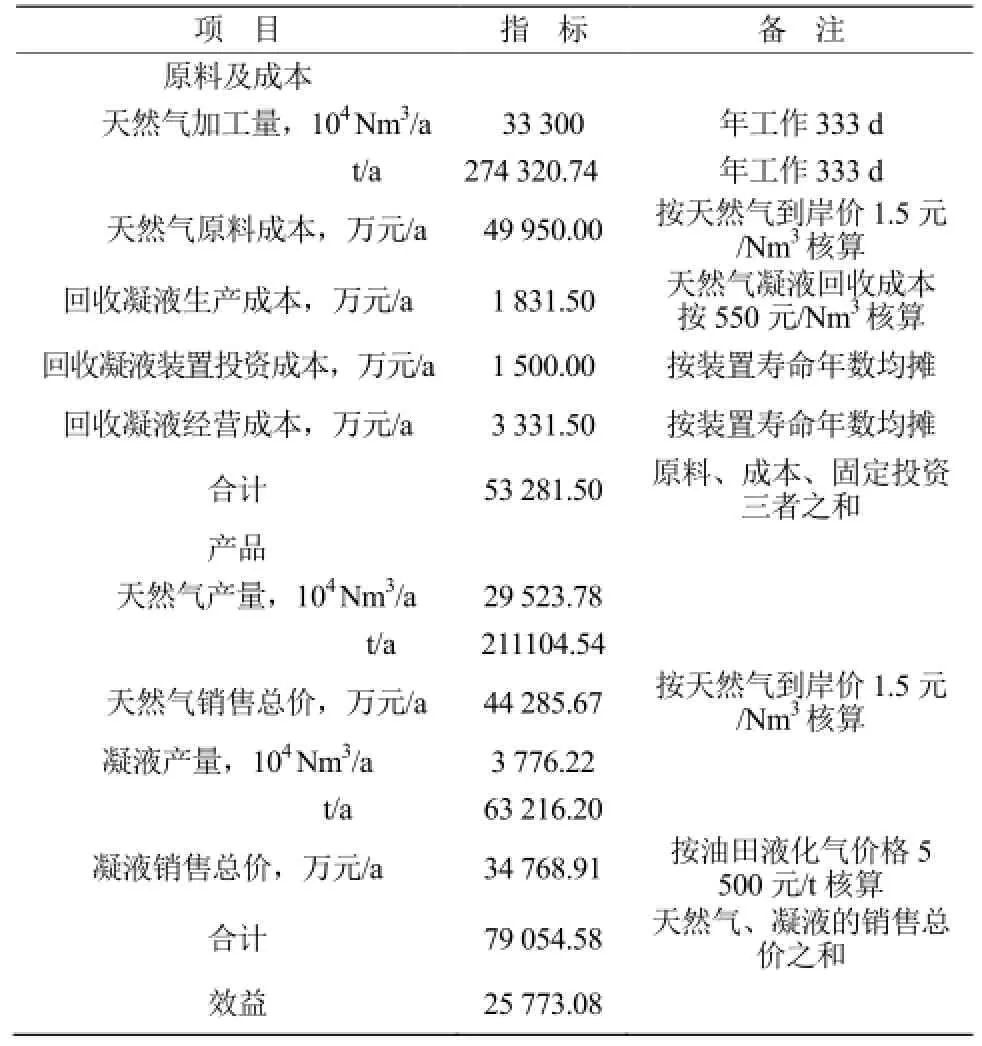
表3 天然气凝液回收经济效益分析表Table 3 NGL recovery economic benefit analysis table
由表3可知,对新疆柯克亚凝析气田的天然气凝液进行回收,每年可得到63 216.20 t凝液,凝液收入34 768.91万元。经凝液回收后的天然气产量每年减少3 776.22×104Nm3,由此减少天然气销售收入5 664.33万元。经过凝液回收效益分析,每年可增加效益25 773.08万元,说明凝液回收项目具有可观的经济效益。
4 凝液用作乙烯原料的可行性分析
回收的凝液组成及各组分用作蒸汽热裂解制乙烯原料的裂解收率如表4所示。
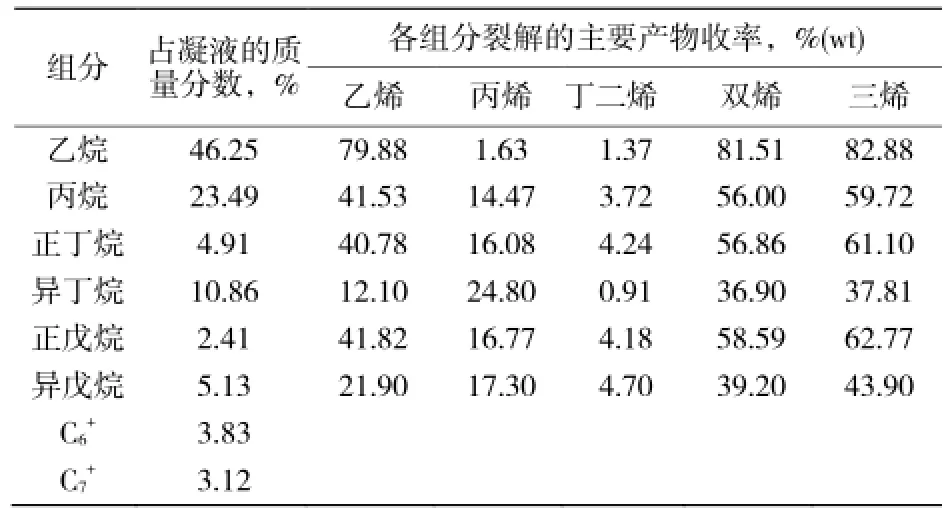
表4 天然气凝液的组成及裂解收率[5]Table4 Composition and cracking yield of natural gas liquid[5]
由表4可知,回收的凝液主要以乙烷、丙烷、异丁烷为主。其中,乙烷、丙烷用作蒸汽热裂解制乙烯原料时得到的乙烯收率较高,属于优质的乙烯裂解原料;异丁烷裂解得到的乙烯收率较低、丙烯收率较高,属于劣质乙烯原料。
天然气凝液组成中含有异丁烷、异戊烷等乙烯收率较低的组分,这些组分对凝液用作乙烯原料时的裂解产物收率有一定程度的抑制作用。根据蒸汽热裂解制乙烯的共裂解原理及规律[6]分析,当凝液用作乙烯原料时,占有较大比例的乙烷、丙烷组分对碳四以上组分的促进作用,大于碳四以上组分对乙烷、丙烷的抑制作用,因此,上表中的天然气凝液可用作乙烯原料。
天然气凝液用作乙烯原料时,既可将其作为单独原料进入乙烯装置,也可将其与乙烷、丙烷或油田液化气混合后进入乙烯装置。
根据以上分析,如将回收的天然气凝液供给炼化企业的乙烯装置,这样可大幅度提高乙烯收率,显著降低乙烯装置物耗和能耗,提高国内乙烯装置的综合竞争力。
5 结 论
天然气凝液回收装置建设与否,取决于天然气的组成,对国内大部分天然气来说,乙烷及以上的重组分含量高,凝液回收经济效益可观。
天然气凝液属于高附加值产品,作为乙烯裂解原料时,对于优化乙烯原料结构,降低低碳烯烃产品成本,提高乙烯下游产品竞争力具有重大意义。
[1]徐海丰,朱和.中东北美乙烯生产优势及其对我国的影响[J]. 国际石油经济,2013(1):111-115;214-215.
[2]BP. 2013年BP世界能源统计年鉴[M]. London:BP,2013.
[3]郑义. 小型撬装LNG装置液化技术研究[D]. 天津:天津大学,2010.
[4]王遇冬. 天然气处理与加工工艺[M].北京:石油工业出版社,1999. 103-15l.
[5]王国清,张兆斌,张利军,等. 轻质裂解原料性能研究[J].乙烯工业,2008,20(1):44-46.
[6]邹仁鋆. 石油化工裂解原理与技术[M].北京:化学工业出版社,1981:51-104.
Techno-Economic Analysis of Recovering Ethylene Feedstocks From Domestic Natural Gas
YAN Dong-liang1, FU Han-qi2, SONG Bang-yong2
(1. PetroChina Lanzhou Petrochemical Company, Gansu Lanzhou 730060,China;2. PetroChina, Petrochemical Research Institute,Gansu Lanzhou 730060,China)
According to characteristics of domestic natural gas composition, the feasibility of recovering natural gas liquids (NGL) used as ethylene feedstocks was discussed from the aspects of technology and economy. Taking natural gas from Kekeya condensate field in Xinjiang as an example, benefits of NGL recovery project were predicted. The results show that,most of natural gas has high content of hydrocarbon components above ethane, which is favor for NGL recovery. NGL is mainly composed of ethane, propane and butanes, and it can be used as ethylene feedstocks.
Natural gas; NGL recovery; Ethylene feedstocks
TE 624
A
1671-0460(2014)11-2444-04
2014-05-3
颜东亮(1981-),男,甘肃兰州人,工程师,硕士,2007年毕业于武汉大学,从事原油原料计划采购工作。E-mail:31015396@qq.com。
