圆弧螺纹的车削加工
2014-02-11杨羊
杨 羊
(1.江苏联合职业技术学院盐城机电分院,江苏盐城 224000;2.江苏省盐城机电高等职业技术学校,江苏盐城 224000)
圆弧螺纹的车削加工
杨 羊1,2
(1.江苏联合职业技术学院盐城机电分院,江苏盐城 224000;2.江苏省盐城机电高等职业技术学校,江苏盐城 224000)
进入新世纪后,国家开始组织数控技能大赛,而且范围越来越广。针对最近几年数控技能大赛中出现的圆弧螺纹的车削加工,通过对技能大赛训练题目中的圆弧螺纹的分析,介绍了在FANUC0iMate—TC数控系统的数控车床上如何运用宏程序和G32指令,通过分层切削的方法来实现圆弧螺纹的编程和加工。利用刀具的选择,宏程序的加工来实现零件的编程加工,还缩短了加工时间,提高了加工质量。
FANUC0iMate-TC;圆弧螺纹;数控加工;宏程序
目前,数控车削系统对规则的曲线加工有固定的指令,如圆弧的加工直接使用加工G02、G03指令来编程加工。普通的三角螺纹加工也比较简单,直接使用编程加工指令G76、G32、G92[1]等,可以很快完成螺纹的编程与加工。而圆弧螺纹的编程根据所选系统、加工工艺的不同,所使用的编程方法也各不相同。机床数控系统本身不存在直接加工圆弧螺纹的G指令,使编程难度大大增加。另外在实际加工中还要考虑参数的调整将是非常困难的,而这些变量的参数直接影响着加工的效率以及质量,也很容易产生过切现象。下面笔者根据技能大赛训练中的加工经验以及相关资料,总结出使用宏程序编程在FANUC0iMate—TC数控系统的数控车床上车削圆弧直螺纹。
1 圆的标准方程
圆的大小由它的半径决定,如图1所示,而圆弧的使用范围是由其圆心角的大小决定的。在训练和比赛中加工的圆弧螺纹通常是半圆,在加工中就要恰当地利用圆的方程进行点的坐标计算。
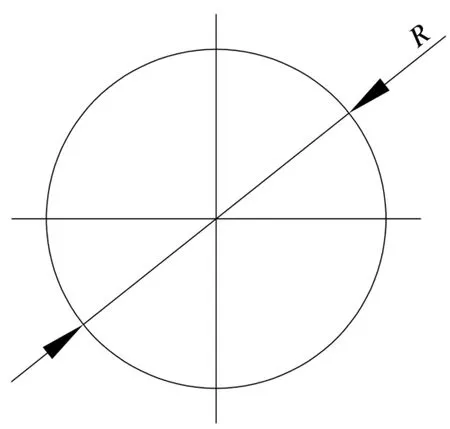
图1 圆
2 零件图样
图2是技能训练练习中的零件上的圆弧螺纹图,图2上给出螺纹最大的外径,圆弧螺纹中圆弧的半径及螺距的大小。本文就根据这些主要尺寸,以该圆弧直螺纹为例来介绍编程加工的方法。
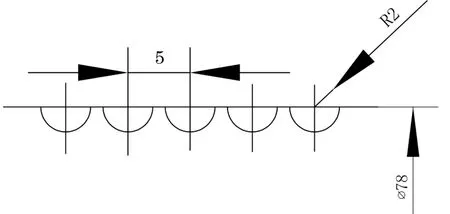
图2 圆弧螺纹
3 螺纹的常规加工方法
在法拉克系统中,螺纹的常规加工方法是利用G76螺纹复合循环指令自动分层切削或者利用单行程指令G32来分层切削。如图所示的圆弧直螺纹的加工指令依然是用上述螺纹指令,只是加工出的螺纹线路比较特别,需要在编程时既要加工出螺纹,又要形成圆弧形状。
4 刀具的选择[2]
粗加工刀具选择槽刀,如图3所示,半径为1.5 mm,刀片选用涂层硬质合金材料。精加工时也选用槽刀,为了保证精加工面的表面质量,刀片选用陶瓷材料,半径为1.5 mm。刀具半径选择特点:(1)小于车削的圆弧半径,避免加工干涉;(2)选用的半径不能过小,半径过小会降低切削强度,容易损坏刀具。
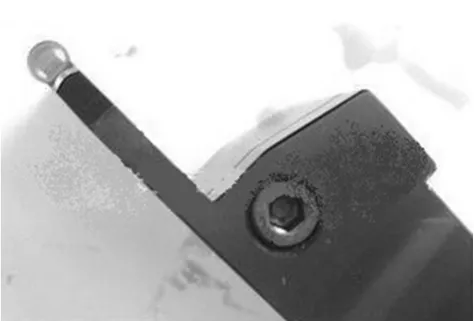
图3 圆弧槽刀
5 宏程序编写
(1)对图2圆弧的分析
圆弧螺纹的圆弧半径为2 mm,小径=78-4= 74 mm,螺距=5。圆弧标准方程:X2+Z2=0.52,变量范围:X为[-0.5,0.5]。圆弧半径应该是2 mm,但是由于使用的是半径1.5 mm的槽刀,所以刀具移动的半径范围为2-1.5=0.5 mm。
(2)加工思路分析
由于使用槽刀切削,槽刀的主要切削方向是直径方向,而在螺纹切削时必须使用横向切削,所以切削量要小才能保证螺纹的加工。随着螺纹切削深度的加大,遇到的切削阻力会更大,所以要保证切削顺利,笔者探索研究,分为左、中、右三刀分层切削加工,如果加工零件较长,需采用“一夹一顶”的装夹方式,顺利完成加工。
(3)程序编写
#1:X方向的变量;
#2:圆弧螺纹Z方向的变量;
%
O1001
M03S600T0202G99G40(刀具为槽刀,刀具半径1.5mm)
G0Z10
X88
#1=0.5 (X方向起始数值)
WHILE[#1GE-0.5]DO1
#2=SQRT[0.52-#1*#1](根据标准方程计算所得Z值)
G00Z10 (中间第一刀)
X[78+#1*2]
G32Z-30F5 (螺纹长度Z-30根据图示要求所定,螺距为5)
G00X85
G00Z[10+#2](切削深度不变,右边第二刀)
X[78+#1*2]
G32Z-30F5
G00X85
G00Z[10-#2](切削深度不变,左边第三刀)
X[78+#1*2]
G32Z-30F5
G00X85
#1=#1-0.03 (变量逐步减小,加工范围逐步扩大)
END1
G00X100
Z100
M05
M30
%
6 结束语
本文根据螺纹的特点,采用非传统意义上的螺纹刀加工螺纹,而是使用槽刀切削加工,既要顾及到螺纹的加工,又要切合槽刀横向加工时切削量小的使用特点,切削量小就必须多刀车削,采用普通方法编程,计算量无法完成,所以编程时采用宏程序编程简化了程序,缩短了加工时间,降低了比赛过程中学员的比赛强度。
[1]陈建军.数控车编程与操作[M].北京:北京理工大学出版社,2010.
[2]高晓东.数控车削刀具刀尖圆弧半径对加工精度影响的分析与解决途径[J].机床与液压,2013(14):145-147.
Circular Thread Turning
YANG Yang1,2
(1.Yancheng Electrical Branch,Jiangsu Lianhe Technical Institute,Yancheng224000,China;2.Jiangsu Yancheng Electromechanical Higher Vocational and Technical School,Yancheng224000,China)
after entering the new century,the state began to organize the game of NC technique,and the range is more and more wide. Turning to the arc thread appearing in recent years in the game of NC technique,through the analysis of thread on skills competition training topics in the arc line,this paper introduces how to use macro program and G32 instruction in CNC lathe FANUC0iMate-TC NC system,the method of divided layer cutting to achieve circular thread programming and processing.Using the tool selection,processing of macro program to realize parts are completed,the processing time is shortened,improving the processing quality.
FANUC0iMate-TC;circular thread;CNC machining;macro program
TG51
:A
:1009-9492(2014)12-0059-02
10.3969/j.issn.1009-9492.2014.12.015
杨 羊,男,1979年生,江苏盐城人,硕士,讲师。研究领域:机械工程。
(编辑:阮 毅)
2014-08-13