丝杠支撑专用双列角接触球轴承外圈沟道精度检测方法
2014-02-11陈太平
陈太平
(中山市盈科轴承制造有限公司,广东中山 528437)
丝杠支撑专用双列角接触球轴承外圈沟道精度检测方法
陈太平
(中山市盈科轴承制造有限公司,广东中山 528437)
针对丝杠支撑专用双列角接触球轴承外圈沟道接近半沟型,现有测量技术无法准确测量沟道位置及两沟间距问题,应用轴承高度测量仪,通过制作标准样圈,分别测量轴承外圈两端单边装配高并控制在工艺设定范围内,间接实现轴承沟道位置、直径和沟心距形成的轴承成品组装综合影响因素良好控制,从而保证轴承总体装配精度。
丝杠轴承;外圈沟道;轴向位置
丝杠支撑专用双列角接触球轴承精度要求高、负荷能力强,广泛应用于数控加工中心和各种通用设备丝杠支承。
1 轴承结构
丝杠支撑专用双列角接触球轴承由一个截面呈“凸”型的双沟道外圈和两个窄端面相对并留有预载调整间隙的内圈和钢球、保持架、密封圈组成,公称接触角58°~62°,内部结构相当于两套单列角接触推力球轴承背靠背安装的“O”型配置(图1)。
接触角是丝杠轴承的重要设计参数,与轴承的刚度指标有着直接关系。接触角设计指标的实现,与套圈沟道各参数息息相关,包括内、外套圈沟位置、沟道直径,尤其是外圈两沟道间距离(下简称沟心距)的测量精度及准确性对最终产品装配精度有着重要影响。
2 轴承沟道参数测量
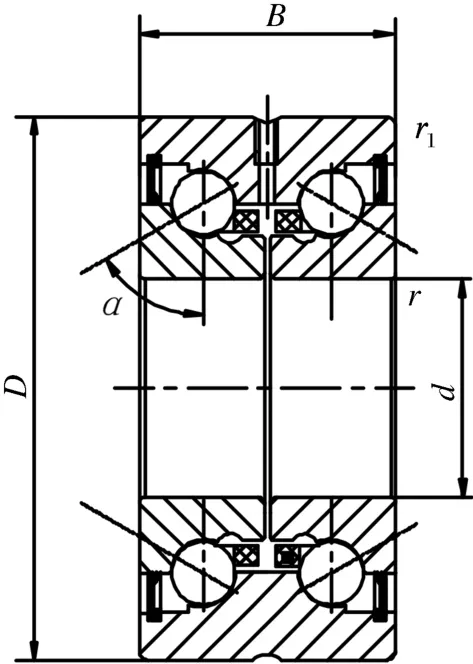
图1 轴承结构图
2.1 现有测量方法及其不足
通常,接触角≤45°的角接触轴承套圈生产过程中,多用D012轴承沟道专用检查仪进行沟道直径、位置或沟心距检测,可获得较为满意的测试效果。但对于拥有较大接触角的轴承,因其套圈沟道形状接近半沟,无法进行仪器测头定位,不少厂家采用沟位置和沟心距漏光样板进行控制,检验精度、准确性和效率等受限于工位光线、样板本身的制造精度、操作者技能水平和责任心等影响,常因错判、漏判导致最终成品精度达不到设计要求。同时由于漏光样板不能具体读数,使用不便。
2.2 通过“单边装配高”控制沟道参数新方法
2.2.1 测量原理与组件构成
针对丝杠接触角约为60°,套圈沟道接近半沟,无法直接采用专用沟道检查仪及漏光样板检测不理想问题,应用轴承高度测量仪(G904),通过制作标准样圈并分别测量样圈端面至外圈指定端面之高度(下简称单边装配高),间接测量及控制轴承外圈两沟间距,收到了较为理想的效果。测量原理及组件构成如图2(a)、图2(b)所示。

图2 装配高测量原理图
本测量方法基于保证成品轴承装配高和接触角为目的,采用标准件比较测试法分别测量轴承外圈两端单边装配高并控制在工艺设定范围内,间接实现轴承沟道位置、直径和沟心距形成的轴承成品组装综合影响因素良好控制,最终保证轴承总体装配精度。
2.2.2 测量组件准备与制作
(1)制作内圈沟道标准样圈
内圈沟道标准样圈以同型号轴承内圈为基型,如图3所示。
为保证测量准确性,标准样圈制作时,沟径尺寸di和沟位置ai应尽量接近内圈相应参数名义尺寸(误差≤0.002 mm)。
制作标准样圈时先在沟底处预留一定锁口,形成锁口直径da,以便磨削沟道时可以采用DO12轴承沟道专用检查仪准确测量沟道直径di、沟位置ai,待沟道磨削完成及相关尺寸标定后,磨削去除锁口预留量,形成与内圈完全一致的沟底形状。

图3 内圈沟道标准样圈图
(2)挑选标准钢球
按照轴承中钢球设计尺寸挑选测试用标准钢球,钢球规值为0,分规值尽量接近0,以减少测量基准偏移。
(3)选用保持架
保持架在测量时用以分隔和保持钢球,利于钢球均匀地支承内圈标准样圈,避免歪斜。可选用已有适用保持架成品或采用不易划伤钢球和沟道的塑料或尼龙材料加工而成。球兜孔数量以轴承中钢球设计数量或该数量-1为宜。
(4)制作单边装配高标准件
如图2所示,单边装配高标准件高度,等于内圈标准样圈端面至外圈远离内圈标准样圈一端面之间的垂直高度,该高度可由轴承套圈各内部名义尺寸计算得到:

其中:ae—外圈沟位置;ai—内圈沟位置;
Re-外沟曲率半径;Ri-内沟曲率半径;
Dw-钢球直径;α—接触角。
根据计算所得装配高T制作高度标准件,标准件高度等于T,如图2。
(5)制作负荷块
为保证测值稳定及准确,测试时在内圈标准样圈上面设置一测量负荷块(见图2),负荷块形状如图4所示,大端直径ΦE和小端直径ΦC,视乎轴承尺寸适宜选取即可。
2.2.3 测量操作
(1)外圈宽度控制
本测量方法通过分别测量轴承外圈两端单边装配高控制轴承外圈两沟间距,因而外圈宽度尺寸及其分散度直接影响沟心距控制效果。因此,外圈宽度磨削时需将宽度公差控制在±0.010 mm之内,并对其按照0~-0.01 mm和0~+0.010进行分组管理,以利于磨削沟道时机床调整和获得较小的装配高分散度。

图4 测量负荷块图
(2)测量装配高T
1)测量外圈宽度并记录数值。
2)按照图3(a)所示测外圈一端单边装配高T1。
然而,虽然我国产业市场化进程不断加快,但不同产权性质企业竞争并不充分。很多进入门槛较高处于垄断地位的低竞争行业,多存在于大型国企之间,政府的支持以及体制的庇护削弱了市场化的竞争环境对企业经营的冲击,管理者获得超额收益的成本降低使国有背景企业创新效率更低 (董晓庆,2014)[12],国有控股方治理机制可能并不能有效缓解高能力管理者对于研发投资的消极作用 (徐伟和张荣荣等,2017)[13]。基于此,提出以下假设。
3)反转外圈,测外圈另一端单边装配高T2。
4)根据外圈宽度偏差对所测得的T1、T2进行修正,修正的方法为:
修正值=-外圈宽度偏差。
当修正后的T1′、T2′均在工艺要求范围时,该产品合格,亦即其沟心距和沟位置控制在合格范围内。
3 测量方法验证
本测量方法经生产现场多型号、多批次使用验证,可有效控制影响轴承成品装配精度的外圈沟心距等各沟道参数。现以AR.BSDF-M90.ZG丝杠轴承外圈为例,列示应用本测量方法测得两端单边装配高满足工艺要求时,沟心距实际测量结果及对应关系。
外圈宽度 34±0.01 mm,两沟沟心距 17± 0.02 mm,

则:单边名义装配高:


实测装配高T1′=34.006+修正值,公差按±0.02 mm控制。
抽取案例轴承外圈10件,用上述方法测量外圈宽度偏差和两沟装配高T并计算出T',并使用轮廓仪验证测量两沟沟心距,数据如表1。
该表数据显示,当外圈两沟的单边装配高均控制在合格范围内时,两沟沟心距尺寸均落在合格区间内,说明此测量方法用于控制外圈沟心距是可行的。

表1装配高和沟心距测量值mm
4 结论
尽管丝杠轴承外圈双沟沟心距可以通过轮廓测量仪进行测量,但使用其测量及控制沟道至套圈端面的位置存在操作上的困难,且受限于轮廓仪的操作方法、测试效率和对使用场所的要求,生产现场批量生产时无法直接采用。本文推荐的通过“单边装配高”控制沟道参数新方法,将套圈端面、沟道关联控制,实现了轴承沟道位置、直径和沟心距形成的轴承成品组装综合影响因素良好控制,经生产现场近3年使用验证,所生产产品质量稳定,完全满足轴承成品设计要求。
[1]洛阳轴承研究所.角接触球轴承优化设计方法[Z]. 2006.
Inspection Method of Outer Ring Raceway Precision of Double Row Angular Contact Ball Bearings for Ball Screw Supporting
CHEN Tai-ping
(TCB Bearing Manufacturing Co.,Ltd.,Zhongshan528437,China)
As the outer ring raceway of ball screw double row angular contact ball bearings is close to semi-groove type,the existing measurement techniques cannot precisely measure the raceway position and space between.By means of bearing height measuring instrument,with the reference of master outer ring,separately measure the assembly height of outer ring at each side and ensure them to be in the process specification,therefore,comprehensive factors of raceway position,diameter and difference of raceway to center which affect bearing assembly quality,is indirectly well controlled.Eventually,ensure the overall assembly precision of bearings.
ball screw bearings;outer ring raceway;axial position
TG8
A
1009-9492(2014)08-0052-03
10.3969/j.issn.1009-9492.2014.08.015
陈太平,男,1967年生,湖南祁东人,工程师。研究领域:轴承。已发表论文2篇。
(编辑:向 飞)
2014-02-25
