FANUC数控机床返回参考点常见故障的诊断与分析
2014-02-11禚玉宝
禚玉宝
(山东滨州渤海活塞股份有限公司,山东滨州 256600)
FANUC数控机床返回参考点常见故障的诊断与分析
禚玉宝
(山东滨州渤海活塞股份有限公司,山东滨州 256600)
在数控机床的维修中,有关数控机床回参考点方面的故障率非常高。对于机床经常出现的回参考点故障,搞清楚回参考点的作用与原理是非常重要的。为了便于数控维修人员能够迅速准确地判断故障点,以配置FANUC 0i系统的数控机床为例,把有关机床回参考点的原理、动作过程以及故障现象进行了分析,以使大家能够从根本上了解和排除数控机床在返回参考点方面出现的各种故障。
数控机床;参考点;栅格;编码器
0 数控机床返回参考点的意义
数控机床要实现自动加工,就必须要实现机床停机在固定点以及机床在固定点交换刀具,所以就必须要知道坐标位移计算的依据,也就是说必须要在数控机床上建立机床坐标系来确定机床原点。数控系统可以通过返回数控机床参考点来确定机床原点。为了了解这一过程的工作原理,首先要清楚机床参考点、机床原点、电气参考点三者的关系。以车床为例,三者之间的关系如图1所示。

图1 机床参考点、机床原点和电气参考点的关系
在这三者中,需要重点说明的是电气参考点。电气参考点是由机床使用的检测反馈元件发出的栅格信号或零标志信号确立的参考点。电气参考点一般与机床参考点是重合的。从严格意义上来说数控机床返回参考点就是返回电气参考点。实际返回参考点是通过系统得到减速开关信号后,再检测伺服电机编码器栅格信号,这时检测到的第一个栅格就是参考点。若希望的机床参考点不在此点,可通过参数进行偏移。在FANUC 0i数控系统中,偏移量在参数1850中设定。
1 数控机床返回参考点类型
在维修与返回参考点有关的故障时,首先要清楚该数控机床属于哪一种返回参考点方式。
配备伺服电机的数控机床一般都是采用栅格方式回参考点。栅格方式根据检测反馈元件测量方法的不同可分为绝对式编码器栅格方式和增量式编码器栅格方式。采用绝对式编码器进行位置检测的机床,机床调试第一次开机时,通过参数设置使机床返回参考点,操作调整到合适的参考点后,只要绝对式编码器的后备电池有效,再开机时,不必进行返回参考点操作。采用增量式编码器进行位置检测的机床,因为增量式编码器位置检测装置在断电时会失去对机床坐标值的记忆,所以每次机床通电时都要进行返回参考点操作。
2 返回参考点过程
根据数控系统的不同,返回参考点过程的操作和相关参数也略有不同。以FANUC 0i数控系统为例,根据系统的技术资料进行相应操作和设置相关参数,来介绍数控机床返回参考点的过程。
FANUC数控系统返回参考点的控制方式有以下几类,一是增量式编码器返回参考点;二是绝对式编码器返回参考点;三是附带绝对地址参照标记的直线尺返回参考点;四是撞块式返回参考点等。
以增量式编码器返回参考点来说明返回参考点的过程。以增量式编码器作为检测反馈元件的机床,其返回参考点方式又分为有挡块返回参考点方式和无挡块返回参考点方式。
(1)与返回参考点有关的参数
与返回参考点有关的参数如表1所示。

表1 与返回参考点有关的参数
在表1中,参数1005#1=0,为有挡块返回参考点方式,参数1005#1=1,为无挡块返回参考点方式。参数1006#5=0,为正方向返回参考点,参数1006#5=1,为反方向返回参考点。参数3003# 5=0,表示减速信号为0有效,即减速开关为动断(接常闭点)的。
(2)返回参考点的动作
有挡块返回参考点方式时,选择JOG进给方式,将信号ZRN(G43.7)置为1,然后选择返回参考点方向,机床可移动部件就会以快速移动速度移动。当碰上减速开关,返回参考点硬件减速信号(*DECn)为0时,移动速度减速,然后以一定的低速持续移动。此后离开减速开关,返回参考点硬件减速信号再次变为1,可移动部件停止在第一个电气栅格位置上,返回参考点结束信号(ZPn)变为1,至此,一轴返回参考点动作完成。一旦返回参考点结束信号(ZPn)变为1的坐标轴,在信号ZRN变为0之前,JOG进给无效。以上动作时序图(以+J1轴为例)如图2所示。
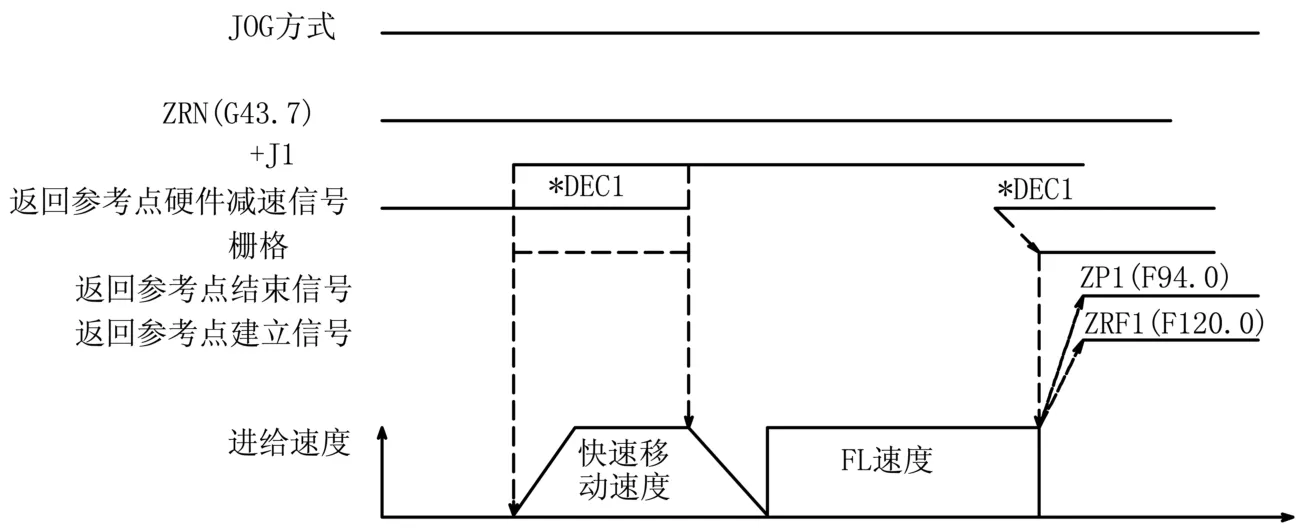
图2 有挡块正向返回参考点时序图

表2 绝对式编码器部分报警故障
该时序图的应用有几个条件:参数1006#5= 0,设置为正方向返回参考点(当然也可以把参数设置成反方向返回参考点,各轴返回参考点的方向也可分别设定);减速信号有效参数3003#5= 0,设置为0有效;减速信号接动断开关(即常闭点)。
无挡块返回参考点方式时,需将参数1005#1设为1,也就是不需要减速开关也能返回参考点。无挡块返回参考点方式使用方便,进给轴方向选择正、反都可以,但每次开机返回参考点位置都不一样,若加工中以参考点的位置为计算依据,每次返回参考点后都必须重新操作和计算。
3 返回参考点常见故障
在实际工作当中,要维修与返回参考点有关的故障,就必须了解与返回参考点有关的知识,在维修前要知道机床属于哪一种返回参考点方式,常见的参数有哪些。一般维修时不需要修改参数,但如果是绝对式编码器返回参考点故障就需要修改参数,这就需要理解参数的含义,这对深入理解返回参考点过程和故障诊断以及维修是非常有帮助的,因为返回参考点方式不同,常见的故障也不尽相同。
(1)操作故障
配置增量式或绝对式编码器的数控机床在返回参考点过程中,若不符合返回参考点参数设置,FANUC数控系统就会报警,相应报警在FANUC系统的维修手册中都有报警内容和报警原因的详尽说明,出现操作故障报警可以根据故障报警号查找报警原因来消除报警,并更正自己操作上或编程上的不当之处对机床进行继续操作。所不同的是,配置绝对式编码器的伺服电机在返回参考点过程中,若绝对式编码器配备电池电压低或电压为0时,必须更换电池并重新设定参考点,这种情况必须根据相应报警进行对应处理,相应报警如表2所示[2]。
(2)外围电气开关信号故障
在机床返回参考点方式中,增量式编码器主要涉及到系统外的开关有操作方式开关、减速开关等,绝对式编码器主要涉及系统外的部件有操作方式开关、绝对式编码器电池等,在维修中均可以利用PMC信息诊断页面分析开关是否有故障。对于增量式编码器,还要检查减速开关中相关的挡块是否松动以及位置是否正确合理等。当减速开关或挡块松动的时候会产生参考点发生多个螺距偏差的故障。安装位置不合理时会引起参考点单螺距偏移故障。这是因为位置不合理时会使减速信号与编码器的零位脉冲信号距离过近,使编码器产生了误判,致使参考点出现单个螺距偏移。这时要调整减速开关或减速挡块的位置,使机床轴开始减速的位置大概处在一个栅距或一个螺距的中间位置。对于绝对式编码器,需要用万用表10 V直流电压档检查电池是否电压正常。
(3)编码器故障
在机床返回参考点方式中,重要部件就是增量式或绝对式编码器。在FANUC 0i系统伺服电机尾部的编码器是串行脉冲编码器,它不能使用传统的仪器检测,应尽可能使用系统提供的故障诊断信息和部件互换法进行故障诊断。在编码器返回参考点过程中,常见故障就是编码器零位信号丢失或器件故障,要注意避免振动和减少油污等。
(4)其他故障
编码器是低电压弱电信号器件,难免会受到周围干扰,增量式编码器受到干扰就会出现多次返回参考点重复位置精度差的故障。绝对式编码器同样会受到干扰出现零点信号丢失的情况。所以反馈电缆必须要采取屏蔽以及抗干扰措施,反馈电缆也不能与动力电缆捆扎在一起。产生这一故障除了干扰的原因外与机床轴向的连接及间隙关系很大,也需要一并排除。
4 结束语
由上所述,数控机床回参考点故障不论是出现哪种情况,都需要仔细分析,重点应对。有报警发生的故障,根据报警内容的提示进行诊断和排除。没有报警的故障,容易造成零件的成批报废,更需要引起足够的警惕和重视。必须要熟知回参考点的控制原理以及常用的检测方法,根据故障现象的分析,汇总成因,确定合理的诊断与检测步骤,以便能够使故障得到迅速排除。
[1]FANUC.FANUC Series 0i-MODEL C/0i Mate-MODEL C.维修说明书[Z].2007.
[2]FANUC.FANUC Series 0i-MODEL D/0i Mate-MODEL D.维修说明书[Z].2011.
Fault Diagnosis and Analysis of Returns Reference Point on FANUC CNC Machine
ZHUO Yu-bao
(Shandong Binzhou Bohai Piston Co.,Ltd,Binzhou256600,China)
In the CNC machine tool repair, the fault of NC machine tool reference point return rate is o very high.For the machine often return reference point fault,clear back to the function and principle of the reference point is very important.In order to facilitate the NC repair personnel can quickly and accurately determine the fault point,the CNC machine to configure FANUC 0i system asan example, the machine back to the reference point of principle, course ofaction and failure isanalyzed, so that to understand fundamentally and remove the faults of CNC machine tools in the return reference point.
CNC machine;reference point;grid;encoder
TG659
A
1009-9492(2014)08-0048-04
10.3969/j.issn.1009-9492.2014.08.014
禚玉宝,男,1974年生,山东滨州人,大学本科,高级工程师。研究领域:数控机床及全自动生产线的维护与维修。
(编辑:向 飞)
2014-02-25
