基于PLC的工业机器人药瓶分拣系统的实现
2014-02-11刘谦波
刘谦波
(广州交通技师学院,广东广州 510540)
基于PLC的工业机器人药瓶分拣系统的实现
刘谦波
(广州交通技师学院,广东广州 510540)
阐述了基于PLC的工业机器人药瓶分拣系统的自动化生产系统的实现,分别从系统硬件电路部分与软件程序编写部分进行了探讨,工业机器人控制系统在工业自动化领域随处可见,该实现方法具有典型的代表性。
PLC;单轴机器人;分拣系统
0 引言
随着现代生产技术的发展和工业自动化在各个领域的普及,工业机器人在柔性制造系统、提高产品质量、改善劳动条件等方面的应用也越来越广泛,工业机械人的研制和开发已成为高科技领域迅速发展起来的一门新兴技术。本文探讨了雅马哈T4系列单轴机器人结合PLC系统分拣液体药瓶这一功能的实现,并从硬件和软件两方面进行了分析和研究[1]。该设备用于中、小批生产的柔性自动化生产线上,实现工件在流水线上的分拣。
1 系统概况

图1 工业机器人工作示意图
药瓶分拣系统只是药品自动化生产线上从转盘上料单元到药瓶装入立体仓库等众多流程中的一个子系统,仅流水线分拣搬运机械人是集PLC技术、位置检测技术和气动技术于一体的综合的控制装置。此系统包括PLC控制部分、机械部分和电气部分。机械部分包括滚珠丝杆、滑杆、气缸等;电气部分包括伺服电机、伺服电机驱动器、液位传感器、电磁阀等,是过程控制与运动控制的有机结合体;系统工作原理如下:(1)按下启动按钮后,传送带A运行,传送带A上的药瓶经过B处,检测传感器对药瓶进行液位判断,确定药瓶的合格与否,药瓶到达C限位停止;(2)在C处,机器人分拣药瓶,合格产品依次放入合格区入箱,不合格产品放入依次不合格区入箱;(3)每区药箱都只能容纳四瓶,到达四瓶,合格药箱由传送带D运走,空箱即可载入,分拣的药瓶又可重新依次装箱,如此循环;(4)按停止按钮,机械人要执行完本轮周期动作后归原点位置停止。
2 系统硬件设计
2.1 工业机器人及驱动器部分
工业机器人采用雅马哈单轴T4系列,该机器人的定位精度(任意位置)是±0.02 mm,滚珠螺杆导距12 mm,由高精度的伺服马达驱动滑台,可搬运质量2~9 kg,有效行程50~600 mm,点位最多到达1 000点;本系统采用两个单轴水平放置形成的X轴和Y轴,轴上的滑块不同的位置可以定位不同的点,根据分拣需要只需定位10点。Y轴滑块上装有抓取的升降气缸与取料吸盘,根据其电磁阀得电与否,和两轴配合,就可以实现分拣动作。
T4系列机器人采用ERCD控制器,电源部分采用24 V直流电压,并确保无噪音;与机器人的连接,由ERCD控制器内部程序与PLC提供控制信号给机器人的伺服电机;PLC与ERCD通过专用连接器相连,用于机器人的执行信号与位置信号的反馈,电脑通过专用的软件编写机械人的点位信息与移动程序输入到ERCD的程序存储器里,程序运行时,机器人执行相应动作。
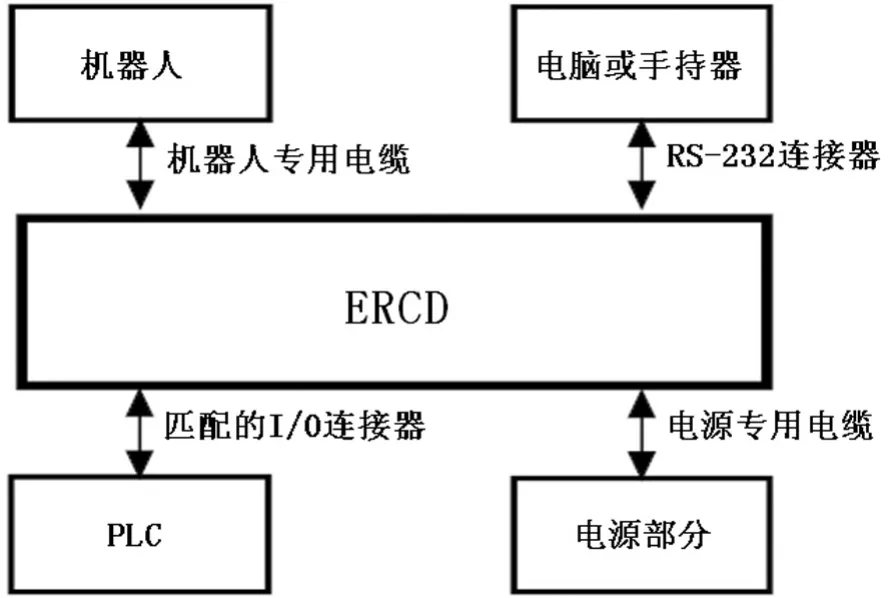
图2 控制器的关联示意图
2.2 PLC、机器人控制器硬件及信号电路连接及说明
机器人分拣系统所属大系统采用FX2N-64MT-001型PLC,这里只探讨PLC与机器人控制器ERCD的连接。PLC的输出端Y25~Y37共11个信号端分别与X轴、Y轴控制器的输入端采用一拖二的方式相连接,图3只表示了PLC与X轴控制器相接的部分,其中PLC的输出端Y34~Y37的输出信号是控制器的通用输入口DI0~DI3的输入信号,四个端口信号组合的可以确定16个位置点,本系统只取十个点[2-3]。控制器得到PLC输出的位置信号指令后,驱动X、Y轴的滑块达到对应的点位时,通过DO0和DO1信号输出端反馈给PLC的不同的输入端,PLC确定点位信号后给执行机构发指令去完成相应的动作;另外机器人在工作过程的状态信号也由控制器的输出端反聩给PLC,实现PLC与控制器的通信。

图3 PLC与X轴控制器接线图
3 系统软件设计
3.1 控制器驱动工业机器人程序实现
雅马哈工业机器人对控制器的编程软件是POPCOM,X、Y轴为两个单轴组合进行分拣,需要两个机器人控制器(ERCD),由POPCOM编程软件分别进行程序的编写。控制器对机器人的控制有I/O信号通用模式和脉冲链输入模式,本系统采用前者,其程序由三部分组成:①参数数据系统(PRM),通用模式只对参数0~63中的部分进行设置,确定机器人运行的方式;②点位数据(PNT),即位置点的数据程序;③系统程序数据(PGM),即机器人的动作程序。

图4 控制器程序流程图
本系统中,两轴均采用T4系列机器人,PRM0的值为90,其他参数采用缺省值设置;点位程序(PNT)采用手动教导的方式获得一个点位的坐标位置后,再采用寸动移动的方法,通过编程软件或手持编程器控制机械手臂左右的细微移动,使其准确的移动到所需位置,机器人记忆移动后的最终位置,获得分拣点的位置信息,本系统中需要10个点位信息,即原点点位P0,拾取点为P1,合格区点位P2~P5,不合格区点位P6~P9,获得10个位置坐标,可以得到X、Y轴的PNT程序,X、Y轴坐标点位置不一样,即两控制器的PNT程序不同;PGM程序是采用基于类BASIC语言的机器人编程语言,图4、5分别是流程图与部分程序图,机器人处于某位置,等待位置信号的输入,有信号到达,机器人动作到达位置点有反馈输出到PLC,控制器有返原点信号输入端和自动运行端,根据指令会执行对应的动作,两轴控制器的PGM程序相同。

图5 控制器程序图
3.2 触摸屏、PLC及机器人整体程序实现方法
实现方法中涉及触摸屏的部分,用图像按钮代替机械式按钮,图像显示代替实物显示等;软件编写时,其与PLC结合,明确工程中的设备采集及输出通道与软件中实时数据库变量的对应关系,分清哪些变量是要求与设备连接的,哪些变量是软件内部用来传递数据及动画显示,这些功能容易实现;重点讨论自动功能的实现,其流程图如图6所示。
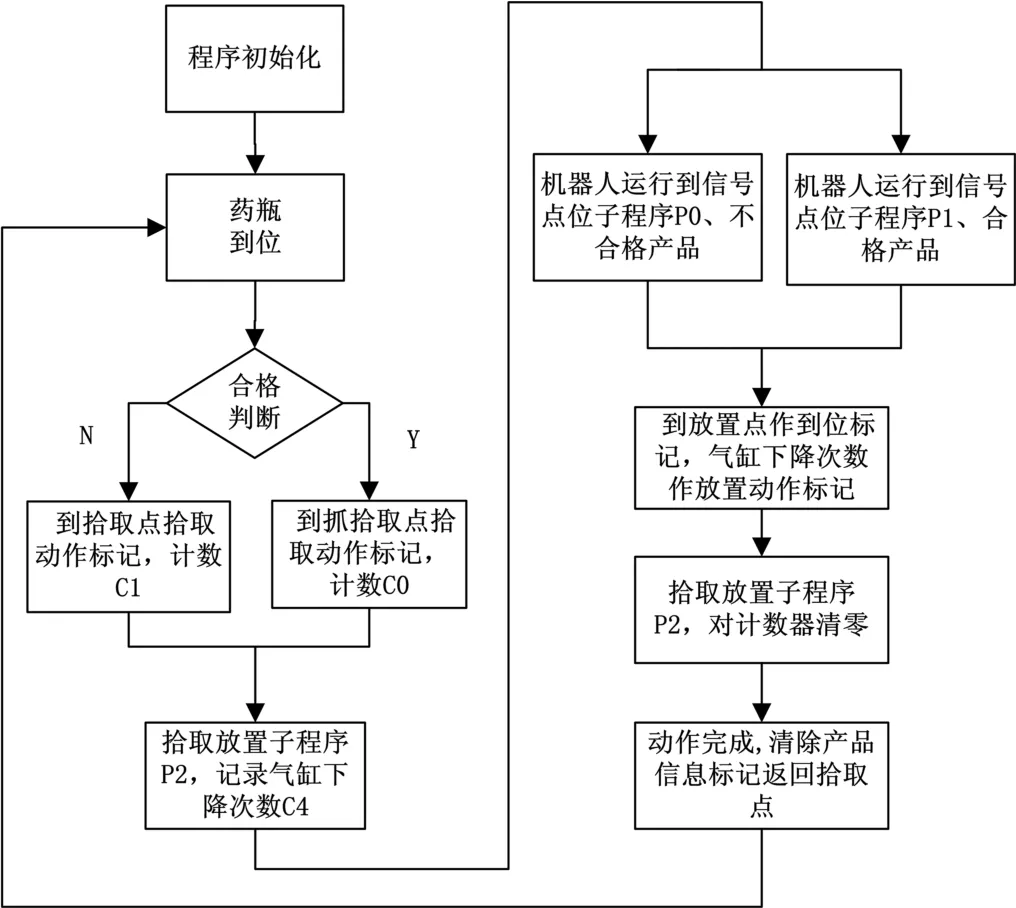
图6 整体程序实现的流程图
流程图中机器人运行到信号点位的不合格产品点位子程序P0,若检测到第一个不合格产品,即C1为1,要放置点位是P6,对应的程序部分如图7所示。
通过PLC的输出0111信号,满足输入条件7,控制器DI0~DI3接收到信号条件7,机器人就会全速运行到第6点位,然后完成放置动作,根据PLC输出信号不同,可以完成合格产品、不合格产品的子程序的程序编写;机器人运动到点位,控制器反馈信号给PLC,作执行到位标记,根据气缸下降的次数,作放下动作准备标记的程序如图8所示。
A Novel Medicinal Bottle Sorting System of Industrial Robots Based on PLC
LIU Qian-bo
(Guangzhou Communication Technician Institute,Guangzhou 510540,China)
Medicinal bottle sorting system of industrial robots based on PLC for automated production system is implemented.The hardware circuit and the program of software are discussed.Industrial robots are widely used in the field of industrial automation control system.Method of the realization is typicaly representative.
PLC;single-axis robot;sorting system
TP242.2
A
1009-9492(2014)08-0029-03
10.3969/j.issn.1009-9492.2014.08.009
2014-04-28
