外形铣削在数控铣自动编程中的应用
2014-02-10陈饰勇
陈饰勇
(广州航海学院船舶工程系,广东广州 510725)
外形铣削在数控铣自动编程中的应用
陈饰勇
(广州航海学院船舶工程系,广东广州 510725)
主要阐述如何将MasterCAM中外形铣削功能应用于铣削外形、平面、孔、槽等加工,实现更简便的程序编制。并且通过刀具路径的对比及分析,以便更清楚地理解外形铣削的加工优势。
外形铣削;MasterCAM;刀具路径;渐降斜插
0 引言
MasterCAM中外形铣削加工是沿所选择的边界轮廓生成刀具路径,用于外形粗加工或精加工,主要用来铣削轮廓外边界、倒直角、清除边界残料等[1]。此外,通过对外形铣削的研究,其应用范围可推广到其他领域。以图1为例,分析外形铣削的各种应用。
零件分析:图1左上角为ϕ18凸台,中间是ϕ30通孔,右下角是带R7圆弧的键槽,四边是带R4倒圆角的边框台阶。
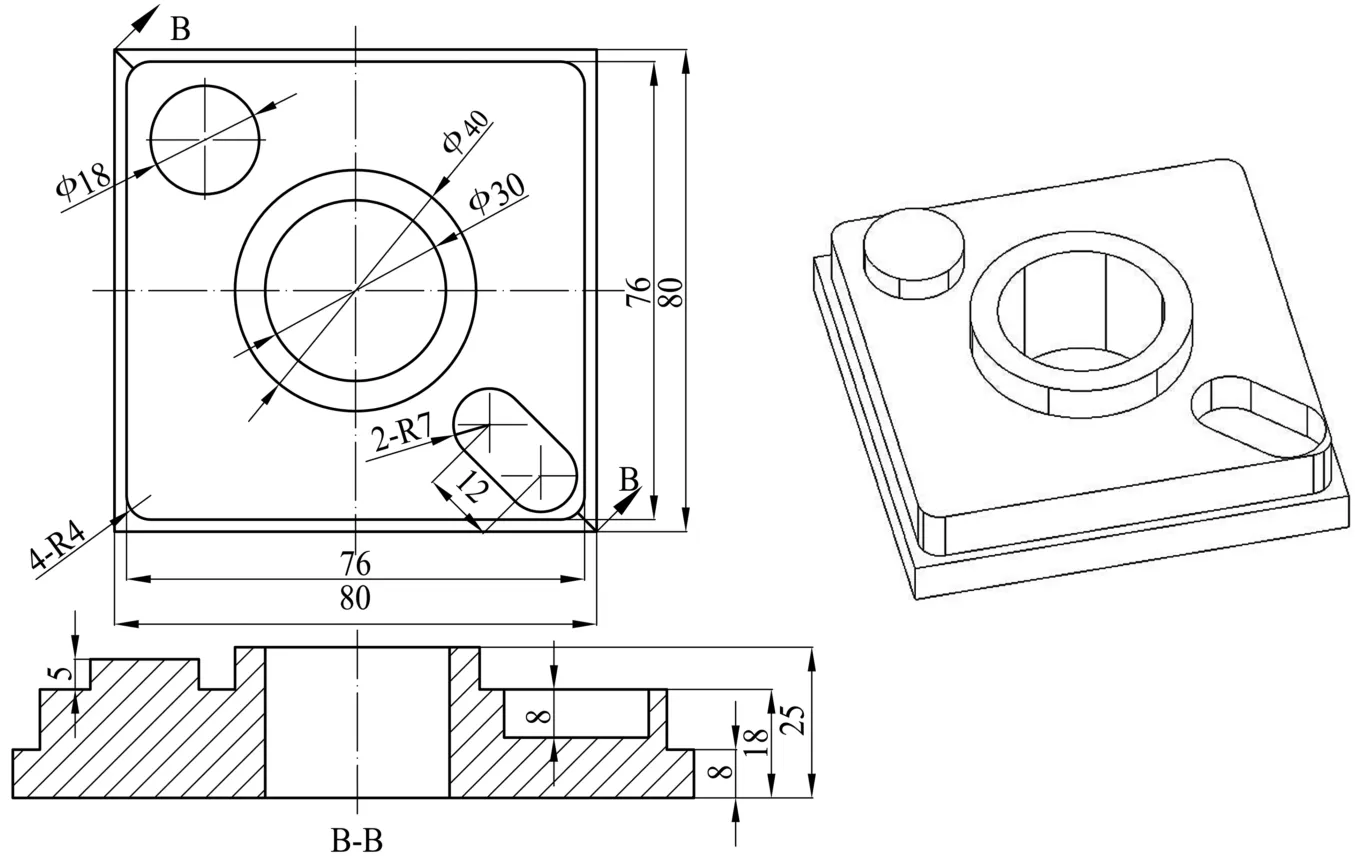
图1 零件图
1 应用一
外形铣削应用很广泛,其中用得最普遍的是图1中76×76(含4-R4)台阶的铣削。具体操作步骤[2]:主动能表→刀具路径→外形铣削→串连→选择76×76线框→点执行→选择ϕ12平底铣刀,加工深度-17,外形铣削参数Z轴分层铣深设定中最大粗切量为2 mm→确定。
加工刀路是每往Z轴进给-2 mm,围绕76×76外形铣削一周,直至加工深度到-17 mm,加工停止及提刀。
2 应用二
在数控铣削加工中,平面铣削的工作量占很大比重,因此研究针对平面铣削类型零件的更高效率和更简单的编程方法,具有十分重要的现实意义[3]。图1中,ϕ18凸台比最高面圆环低2 mm,所以要铣削平面。通常做法是使用平面铣削功能。
除了平面铣削可以加工外,还可以考虑用外形铣削去加工。具体操作步骤:主动能表→刀具路径→外形铣削→串连→选择ϕ18圆→点执行→选择ϕ12平底铣刀,在XY方向预留量设置为-10。XY方向预留量默认为0时,刀路会围绕ϕ18圆外形铣削,刀具中心所走刀路为ϕ30圆。但是灵活设置为-10的时候,刀具中心走刀路线由在ϕ18圆外侧6 mm位置往ϕ18圆内侧补偿10 mm,即刀具中心所走刀路为ϕ10圆。刀具围绕ϕ10的圆走一圈,即能铣削ϕ18平面。
两种加工方法的刀路如图2细实线(左边为平面铣削刀路,右边为外形铣削刀路),为了能更清晰地看刀路,把ϕ18圆以外的图素隐藏。从图2可以看出,平面铣削刀路是走了3段直线单程,而且还要考虑刀具是否会碰到ϕ40圆柱;而外形铣削刀路只是走了一圈。显而易见,外形铣削所走的刀路更简单、更省加工时间。如果凸台直径大于ϕ18,甚至达到ϕ24以上,用ϕ12刀具一圈是无法完全加工出来时,可以把XY方向预留量数值设置得更大些,然后在XY分次铣削粗铣次数里设置为2或更大的数值。然而,宽大的平面还是需要用盘刀进行平面铣削。加工速度越快,加工表面质量越好。
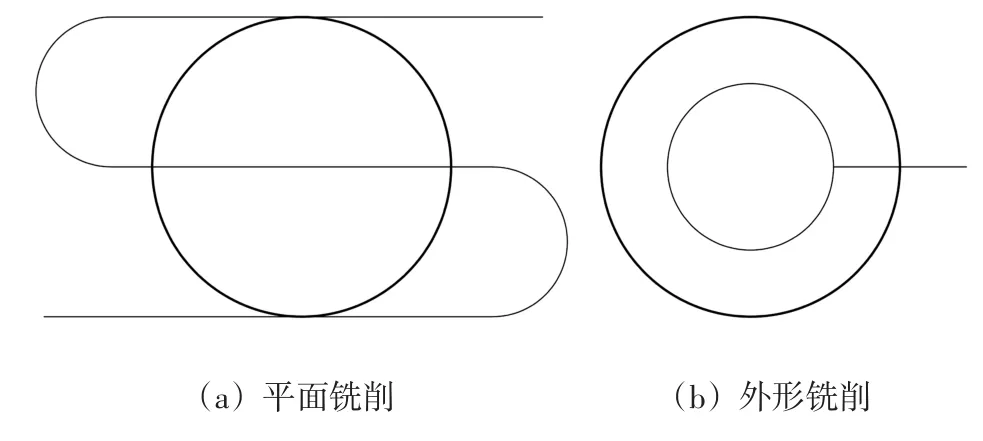
图2 刀路对比图
3 应用三
挖槽刀具路径主要用于切削闭合外形所包围的材料或加工沟槽[1]。图1中ϕ30通孔的加工方法通常是一般挖槽,因为挖槽排屑普遍困难,可设置Z轴每层切深是1.5 mm,减少切削力,以防粘刀。
除了挖槽加工外,可以用外形铣削加工。具体操作步骤:主动能表→刀具路径→外形铣削→串连→选择ϕ30圆→点执行→选择ϕ12平底铣刀。在外型铣削参数外形型式中选择螺旋式渐降斜插,设置如图3。
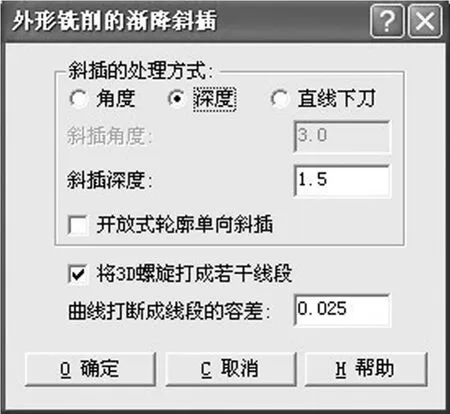
图3 渐降斜插设置
斜插的处理方式有三种:
(1)角度就是往Z轴加工时的斜插角度,系统默认是3°;
(2)深度设置为1.5,就是刀具铣削一圈外形,Z轴进给1.5 mm;
(3)直线下刀是刀具进给到设置的铣削层深度,再在XY平面加工[1]。
此处选择深度斜插。两种加工方法刀路如图4。可以看到:挖槽加工刀路比较复杂,其中包括螺旋式下刀及提刀,Z轴每层铣削两周;外形铣削刀具简单,整个刀路只有加工完成时的提刀。但ϕ30的孔,用ϕ12平刀铣削一周只能铣削24 mm的余量,中间剩余6 mm没有加工。当刀具加工到Z轴-25 mm时,会形成一个ϕ6mm×25 mm的圆柱,因为是通孔,圆柱会往下跌,不影响最终加工效果。这样既可以节省加工时间,同时刀具加工量变少,刀具寿命更长。
渐降斜插加工常用于对整个轮廓外形采用斜线渐降的进刀方式进行加工。实际上就是螺旋式加工,也就是说刀具Z向进给以螺旋式加工来达到。当铣削加工深度较大时,选用该加工方式能获得较少的抬刀运动与恒定的切削力[4]。
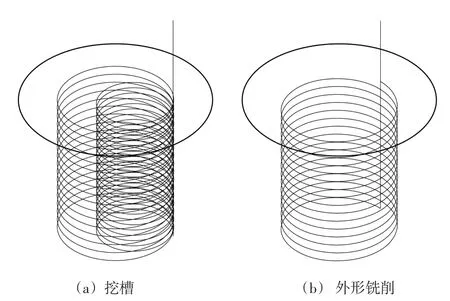
图4 刀路对比
4 应用四
图1右下角键槽的加工一般使用挖槽加工方法,也可以采用外形铣削加工。具体操作步骤与应用三外形铣削操作步骤一样,不同之处在于选择线框是键槽。在外型铣削参数外形型式中选择螺旋式渐降斜插,斜插处理方式选择深度,设置斜插深度1.5 mm。两种加工方法刀路如图5。
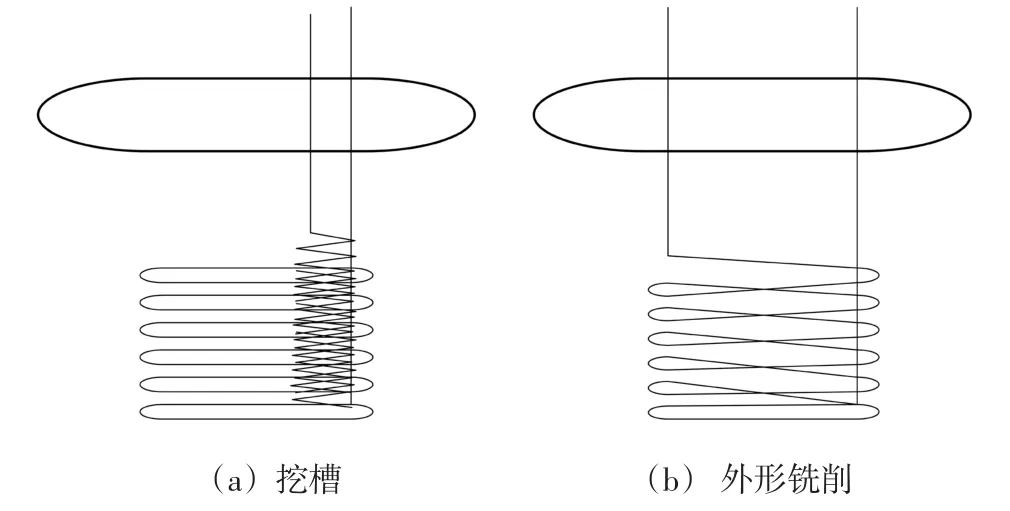
图5 刀路对比
从图5可以看出挖槽刀路Z轴下刀方式需要斜插下刀,到达Z轴位置时,在XY平面环绕加工1圈。因为键槽宽度是14 mm,而刀具是12 mm,所以环绕加工1圈可以把形状做出来。外形铣削刀路则三轴同时进给,节省了Z轴斜插下刀的时间,简化了刀路。
5 结语
在一些小的平面、通孔、形状规则的槽,灵活运用XY预留量等设置,都可以尝试用外形铣削加工来代替一些常规的加工方法。外形铣削参数设置较为简单,节约挖槽加工的螺旋下刀和粗加工走刀方式等设置,减轻了编程人员的工作量,优化了程序,提高生产效率。
[1]李传民,王向丽,胡仁喜,等.Mastercam X MR2中文版标准实例教程[M].北京:机械工业出版社,2007.
[2]陈饰勇.基于MasterCAM的米奇卡通玩具凸模的数控编程与加工[J].科技信息,2011(21):521-522.
[3]谢国明.基于NX3的平面铣削优势编程策略及应用[J].制造技术与机床,2006(06):56-57.
[4]罗崇贵.Mastercam X2数控加工基础教程[M].北京:人民邮电出版社,2008.
The Application of Contour in the NC Milling Auto-Programming
CHEN Shi-yong
(Guangzhou Maritime Institute,Ship Engineer Department,Guangzhou510725,China)
This study focuses on the application of MasterCAM contour to the flat,shape or slot processing,which can make the programming more convenient.By the comparative analysis of tool path,it clearly reviews the advantages of contour processing.
contour;MasterCAM;tool paths;ramp
TG547
:A
:1009-9492(2014)11-0127-03
10.3969/j.issn.1009-9492.2014.11.034
陈饰勇,男,1984年生,广东清远人,大学本科,实验师/高级技师。研究领域:数控技术与编程加工。已发表论文2篇。
(编辑:王智圣)
2014-05-16