巧排工艺清除毛刺
2014-02-09西安泵阀总厂有限公司陕西710025康永圣费友谊
西安泵阀总厂有限公司 (陕西 710025) 康永圣 费友谊
我公司生产的角式截止阀,用作控制特种储存运输容器的开启和关闭,是保证储存容器密封性的重要器件之一,故该阀门的使用性能必须安全可靠。阀杆是控制阀门的关键件之一,是阀门的重要零件。零件结构如图1所示。
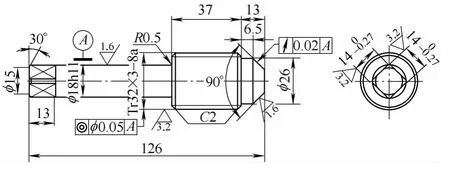
图1
角式截止阀的阀杆用镍铜合金蒙乃尔400加工制成。蒙乃尔400合金具有高强度、高韧性、硬度低的材料特性,属于难加工材料。尤其铣削阀杆四方后产生的毛刺,像韧性很大的薄锯齿,紧紧地粘贴在过渡棱边上,很难彻底清除干净。而这些毛刺在阀门组装时,常常拉伤阀门的PTFE密封填料内孔,破坏填料密封性,大大降低了阀门的装配合格率。据统计,因填料泄漏导致阀门试验不合格的约占装配阀门的55%,且这些阀门的PTFE填料几乎全部报废。所以,清除干净阀杆毛刺的问题必须尽快解决。
1.技术分析
首先,我们对阀杆加工的相关过程进行分析:阀杆外圆φ18mm磨削后,铣四方14mm×14mm各平面,再用锉刀、手动砂轮打磨去除铣削毛刺。因阀杆材料软、韧性大,铣削的毛刺会翻边粘结在已铣削过的平面上或棱边处。若用锉刀修锉去除毛刺,劳动强度大,加工效率低;若用手动砂轮打磨去除毛刺,打磨过程中常常有自由脱落的小片毛刺飞出,划伤操作人员,或操作人员打磨用力不匀称,操作不当,打磨砂轮就会磨伤光柱外圆φ18mm,降低了零件质量;还因为有一些毛刺粘接在阀杆外圆上,虽经操作者仔细认真打磨、修锉,但仍常有目测漏检的细小毛刺存在,导致组装阀杆时,其细小毛刺拉伤PTFE密封填料内孔,损坏填料。故操作者清除毛刺时,需小心翼翼,慎而又慎,要清除干净1件阀杆的毛刺,需4~8min,生产效率极低。
其次,铣阀杆四方时,因蒙乃尔400合金材料粘刀,刀具磨损快,刀刃钝化后经常得不到及时更换,致使铣削的过渡棱边发生挤压变形,影响零件外观质量,也给清除毛刺带来很大困难。
我们经过对上述存在问题的认真分析,提出了相应解决的方法,并进行工艺试验。
2.方法一
该阀杆加工时,先铣四方各面,再磨削外圆至尺寸。这样试验加工了20件零件,我们在操作过程中发现:虽然铣四方产生的毛刺可以在磨削过程中除去,省掉了精整去毛刺工序,但因磨削外圆用砂轮宽60mm,阀杆需磨削外圆长76mm,磨工师傅对刀时,砂轮会直接接触铣削毛刺,常有毛刺被高速旋转的砂轮卷带后飞出,容易划伤磨工师傅面部,存在安全隐患。这种方法因不理想而被淘汰。
3.方法二
首先,我们在阀杆下料时,将毛坯加长6mm,并将加长的部分车成φ14mm的工艺外圆,作为后续加工的装夹基准。其次,调整阀杆加工过程:先磨φ18mm光杆外圆,再铣14mm×14mm四方,最后车出φ17mm小外圆及30°和20°过渡倒角,改变了零件结构。如图2所示。

图2
我们在阀杆试加工过程中,采用一夹一顶的装夹方式磨外圆和铣四方,既避免了夹伤零件外圆,又能保证铣出的四方平面与外圆中心线的对称度。同时,将前工序产生的铣削毛刺,通过后续车削加工清除,残留的极少的“顽固分之”,见到锉刀,也会举手投降,约需2min就能完成单件零件毛刺的清除,其加工效率远高于手工操作,且保证了零件的加工质量。但阀杆加工过程必须保证铣刀、车刀的锋利,磨损的刀具需及时更换。
又经过几批阀杆的加工,阀门的装配,验证工艺方法二是可行的。又因改变了阀杆的零件结构,增加了装配棱边过渡倒角,使阀杆组装时,不但不会对PTFE密封填料造成损伤,而是装配更方便、快捷。阀门装配合格率提升至98%以上,生产效率随之提高。
