床身式铣床几何精度检验与调整
2014-12-02山东威达重工股份有限公司滕州277500张道东
山东威达重工股份有限公司 (滕州 277500)张道东
1.主轴箱垂直移动的直线度
(1)定义与公差范围 主轴箱垂直移动的直线度是指检验立柱垂直导轨和主轴箱垂直导轨各自的直线度及两导轨的配合状况。如图1 所示,此项精度在机床横向(a 项)垂直平面及机床纵向(b 项)垂直平面两个平面内检验。在300mm 测量长度上,a、b 两项公差为0.025mm。此项精度超差会影响被加工表面的直线度。
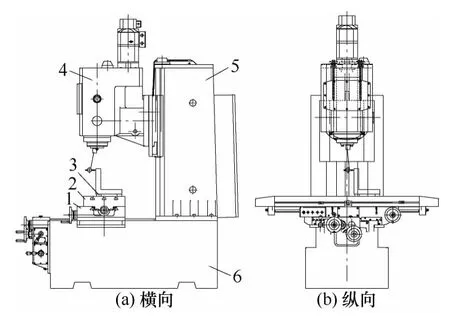
图1
(2)检验方法 检验时工作台位于纵横行程的中间位置。为避免产生测量误差,将不运动的部件锁紧。角尺放在工作台面上,下面可以垫调整块,在测量横向垂直平面时角尺检验面应与中央T 槽平行,在测量纵向垂直时角尺检验面应与中央T 槽垂直。将百分表架固定在主轴箱的已加工表面上,使其测头触及角尺的检验面,移动主轴箱,并调整可调垫块,使角尺上下两端处百分表读数为零,最后移动主轴箱,观察在角尺的全长上的读数。
a、b 两项误差分别计算。在角尺全长上,百分表读数的最大差值就是直线度误差。
(3)调整方法 该项精度如超差,需修整立柱垂直导轨的直线度,并且与主轴箱导轨合严。
2.工作台面对主轴箱垂直移动的垂直度
(1)定义与公差范围 工作台面对主轴箱垂直移动的垂直度如图2 所示,此项精度在两个平面(机床横向垂直平面和机床纵向垂直平面)内检验。
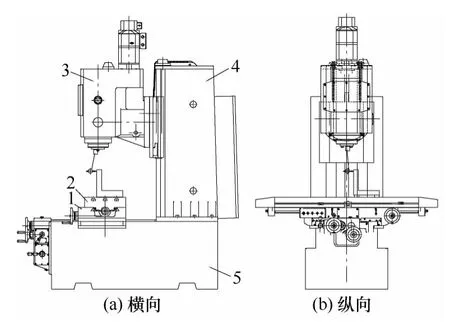
图2
在主轴箱全行程测量,任意300mm 测量长度上,a、b 两项公差为0.025mm。此项精度超差会影响被加工表面的直线度。
对于横向垂直平面,要求只允许工作台抬头,这样可以将切削力作用下的变形抵消一部分。判断工作台是否抬头,是看角尺上端向哪个方向偏,当主轴箱上升时出现减表,即百分表测头向外移动,表针逆时针转动,读数减小,就是工作台抬头。
(2)检验方法 与第1 项大致相同。区别是角尺放在工作台面上,不垫垫块。将主轴箱移动到行程的中间和两端的三个位置,夹紧后读数,百分表读数的最大差值就是垂直度误差。
(3)调整方法 影响此项精度的有关因素是:工作台面横向与导轨的平行度,滑鞍上下面的平行度,床身导轨与立柱导轨的垂直度。这些因素就是此项装配精度尺寸链的组成环。如果单从此项精度来考虑,应选择易于修配的部位为修配件,可是此项精度与后面的第4 项精度有关。此项精度超差后应修整滑鞍的下滑面。
3.工作台面的平面度
(1)定义与公差范围 工作台面的平面度是指检验测量基准工作台面的精度,平面度在1 000mm内公差为 0.04mm,在任意 300mm 测量公差为0.02mm。
(2)检验方法 工作台应位于纵向和横向行程的中间位置,将滑鞍与床身导轨锁紧。
如图3 所示,将三个等高量块分别放在工作台面的a、b、c 三个基准点上,这三点距离工作台端部的距离为工作台长度的2/9,将1m 长的平尺放在a-c等高量块上,并在工作台中部e 点放一可调整量块,使其与平尺下检验面接触,再将平尺放在b -e量块上,在d 点放一可调整量块,使其与平尺下检验面接触,同样平尺放在d-c 量块上,可以确定f点的可调整量块,平尺放在b -c 量块上可以确定g点的可调整量块。

图3
用量块测出工作面与平尺检验面之间的最大与最小距离之差,就是平面度误差。
此项实际测出值是不同方向直线度的最大值。等高块距工作台端部的距离是为减少平尺本身自重所引起的变形的最佳距离,这样可以减少测量工具的误差。
(3)调整方法 这项精度超差会影响工件或夹具的底面的定位精度,从而影响加工精度。
如果工作台平面度超差,应修复工作台面。
如果工作台面本身合格,装配后不合格,则超差是由于工作台支承面存在问题,此时应修整工作台支承面,也就是滑鞍的上导轨面。
4.工作台面对工作台移动的平行度
(1)定义与公差范围 如图4 所示,工作台面对工作台移动的平行度,应分别在工作台横向移动(a 项)和纵向移动(b 项)时检验。在任意300mm测量长度上,横、纵方向平行度公差均为0.025mm,最大公差值为0.05mm。
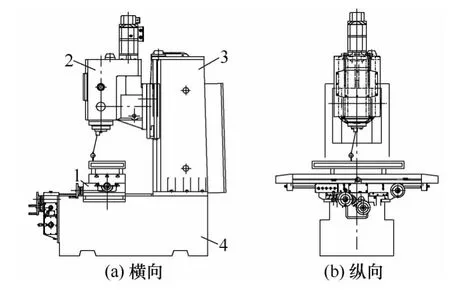
图4
(2)检验方法 ①工作台面对工作台横向移动的平行度。在工作台面上放两个等高块,平尺放在等高块上(与工作台横向移动方向平行)。锁紧主轴箱,在主轴上固定百分表,使其测头触及平尺上检验面。工作台应分别处于纵向行程中间或两端位置,并将工作台锁紧。横向移动工作台并读数,百分表读数的最大差值就是平行度误差。在两个位置测量中误差方向相反时,百分表读数的绝对值之和,为平行度误差。②工作台面对工作台纵向移动的平行度。在工作台面上,跨中央T 形槽放两个等高块,平尺放在等高块上,在主轴上固定百分表,使其测头触及平尺上的检验面。纵向移动工作台并读数,百分表读数的最大差值就是平行度误差。
(3)调整方法 这项精度超差会影响被加工表面的平行度(用角铁夹持工件铣平面还会影响垂直度)。影响横向平行度的因素有:工作台横向的平面和导轨的平行度,滑鞍横向上下导轨面的平行度。故横向平行度超差时,修整方法同第2 项精度(如前所述)。如工作台与滑鞍上导轨面的接触不好,也影响该项精度,需先修刮合格。
影响纵向精度的因素主要是工作台在纵向的平面与导轨的平行度,故纵向超差时,只修整工作台下面的燕尾形导轨。一般下导轨面凸出 (0.01~0.02)mm/1 000mm,较易合格。
5.主轴端部跳动
(1)定义与公差范围 如图5 所示,主轴端部跳动包括3 项:a.主轴定心轴颈径向跳动;b.主轴轴向窜动;c.主轴轴肩支承面跳动。c 项实质是检验主轴轴肩对主轴旋转轴线的垂直度。它不仅反映主轴端面的跳动,还反映出主轴中间轴承装配精度是否在公差之内。由于主轴端面跳动量包含着主轴轴向窜动量,这样端跳误差实际是主轴轴向窜动量与主轴轴肩支承面对主轴中心线垂直度的向量和。因此,此项应在主轴轴向窜动检验之后进行,其公差范围也大于主轴轴向窜动量的公差范围。a、b 项公差均为0.01mm,c 项公差为0.02mm。
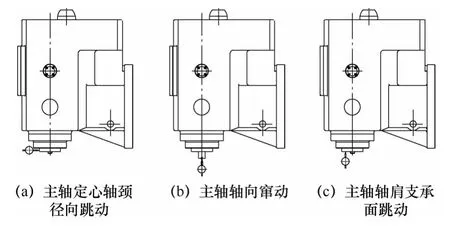
图5
(2)检验方法 ①将百分表触头顶在主轴定心轴颈的表面上,旋转主轴并读数,百分表读数的最大差值就是径向跳动的误差。②将平头百分表触头顶在插入主轴锥孔中的短柄检验棒端面中心孔处的钢球上,旋转主轴并读数,百分表读数的最大差值就是轴向窜动的误差。③将百分表触头顶在主轴前端面边缘处,旋转主轴并读数,百分表读数的最大差值就是支承面跳动的误差。
(3)调整方法 a 项精度超差将造成刀轴和铣刀的径向跳动以及铣刀振摆。在铣槽时会产生锥度,并影响槽宽或槽深及表面粗糙度;b 项精度超差在铣削时会产生较大的振动和影响加工尺寸精度;c 项精度超差会引起以轴肩支承面为安装基准的铣刀的端面跳动,从而影响加工精度及表面粗糙度。
a、c 两项检验的是装刀定位面的精度,并与主轴自身精度有关。故主轴加工精度高,可保证不超差。当主轴前轴承间隙大时,会引起主轴摆动,也会增大径向跳动量,故a 项超差时,应对前轴承进行调整。影响b 项误差的因素主要是主轴轴向定位轴承,故当b 项超差时,应调整主轴后轴承间隙。
6.主轴锥孔轴线的径向跳动
(1)定义与公差范围 如图6 所示,主轴锥孔轴线的径向跳动应在两处检验:a 处,靠近主轴端面处;b 处,距主轴端面300mm 处。
此项精度是检验主轴锥孔轴线与主轴旋转轴线的同轴度,实质是检验主轴的旋转精度。a 处公差为0.01mm,b 处公差为0.02mm。
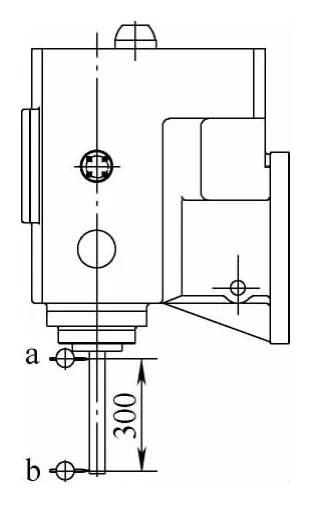
图6
(2)检验方法 ①在主轴锥孔中插入检验棒。将百分表架固定在工作台面上,使其测头触及检验棒的上母线或侧母线。旋转主轴,分别在靠近主轴端部的a 处和距离a 处300mm 的b 处进行检测,并读数。②拔出检验棒,相对主轴旋转90°,重新插入主轴锥孔中。依次重复检验三次,这是为了消除检验棒的误差。③a、b 处误差分别计算。三次测量结果的算术平均值就是径向跳动的误差。
(3)调整方法 这项精度超差,将加剧刀轴和铣刀的径向跳动,以及铣刀振摆。铣槽时,会产生锥度。
此项精度的影响因素为:前轴承误差、后轴承误差,主轴本身的制造误差(主轴锥孔与轴颈不同心)。如超差,可采用定向装配法修整。
7.主轴旋转轴线对工作台面的垂直度
(1)定义与公差范围 如图7 所示,主轴旋转轴线对工作台面的垂直度,须在机床的横向垂直平面内(见图7a)和纵向垂直平面内(见图7b)检验。
在300mm 测量长度上,两个方向的垂直度公差均为0.025mm。在横向垂直平面内,要求工作台面外侧只能向上偏,同样是为了抵消工作台所受切削力引起的变形。

图7
(2)检验方法 ①工作台位于纵向行程的中间位置。横向位置,应使中央T 形槽置于主轴中心线之下。将主轴箱、工作台、滑鞍均锁紧。②百分表装在插入主轴锥孔中的专用检验棒上,或将百分表座吸在主轴端面上,使其测头触及工作台面或触及放在工作台面上的检具表面(该检具圆盘上表面为此项精度的检验面)。旋转主轴并读数。测横向时,在横向垂直平面内读数;测纵向时,在纵向垂直平面内读数。③两方向误差分别计算。每次测量中百分表的读数差值就是垂直度误差。
(3)调整方法 这项精度超差将影响加工面的平面度或平行度。如果加工孔,还会使孔轴线歪斜或使孔呈椭圆形。
此项中横向超差时,可修磨主轴箱本体的回转平面,改变其对主轴旋转轴线的平行度;纵向超差时,可松开紧固螺母,扳转主轴箱,使主轴旋转轴线对工作台面的垂直度合格。
8.工作台中央T 形槽的直线度
(1)定义与公差范围 如图8 所示,工作台中央T 形槽是测量和定位基准,因此,对它的直线度有较严的要求,在任意500mm 测量长度上,公差为0.01mm。最大公差值为0.03mm。
(2)检验方法 在工作台面上放两个等高块,平尺放在等高块上。将专用滑板放在工作台面上,并紧靠T 形槽一侧(两侧均要检验),其上固定百分表,使其测头触及平尺检验面,调整平尺,并使在平尺两端读数为零,然后移动专用滑板,并读数。百分表读数的最大差值就是直线度误差。
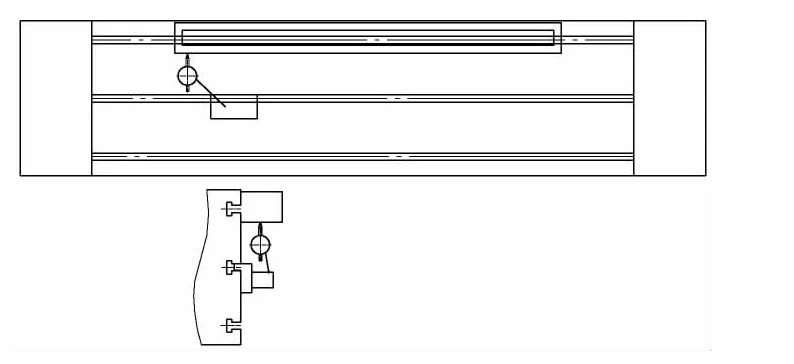
图8
(3)调整方法 这项精度超差会影响以T 形槽定位的夹具的定位精度。此项精度由中央T 形槽本身精度保证,如果超差,就修整中央T 形槽。
9.工作台中央T 形槽对工作台纵向移动的平行度
(1)公差范围 工作台中央T 形槽对工作台纵向移动的平行度公差,在任意300mm 测量长度为0.015mm,最大公差为0.04mm。
(2)检验方法 工作台应位于横向行程的中间位置,并将滑鞍与床身的导轨锁紧。如图9 所示,将百分表固定在立柱上,使其测头位于主轴中央处,并触及中央T 形槽的侧面。然后,纵向移动工作台并读数。百分表读数的最大差值就是平行度误差。中央T 槽两侧均需要检测。

图9
(3)调整方法 这项精度超差会影响用T 槽定位的夹具或工件的定位精度。
若此项精度超差,则修复工作台基准导轨面,使其与工作台T 槽平行,如果是由于接触不良引起的,则应该刮研纵向镶条。
本文对几何精度的调整方法同样适用于立式加工中心。
