颗粒状物料计量机的设计与制造
2014-02-07周铭强
周铭强,张 清
(禾欣可乐丽超纤皮(嘉兴)有限公司,浙江嘉兴 314003)
0 引言
在无纺布超细纤维纺丝工艺生产过程中,常常会有二种颗粒状物料要同步进行配比连续生产,常用比例PA∶PE在0.95~1.05之间,颗粒形状相差不大,PA为圆柱体状,大小为φ3 mm×4 mm左右,PE为鸡蛋状,外形为φ5 mm×4 mm左右,不同厂家生产的原料有不同的外形,造成堆积密度不一。由于有较高的防潮要求,不适合在开放式的环境中进行配比,因此考虑在密封的环境中进行混合。传统方法采用称重搅拌混和法[1-3],但由于密度原因在混合过程中易分层导致混和不均,实践证明结果不是最理想,并且由于不能实施过程调整,一旦出现配料不均就导致大量原料浪费[4]。经过改进,采用旋转量杯方法,结合PLC触摸屏在线自动调整反馈系统,作者设计出不锈钢计量机,有效地解决了上述问题。
1 总体方案设计和工作原理
图1是计量机的总体设计框架,由于有两种料进行配比,所以计量机有两个取料器,这两个取料器分别有对应的伺服驱动器、伺服电机、减速器和测速装置。计量机由一个可编程控制器(PLC)控制,同时控制2个伺服驱动器和两种料对应的进料阀。人机界面采用触摸屏方式,简单易懂,所以本计量机操作非常方便。
系统正常运行时,设置完成各类参数,一键启动后,由PLC给出信号分别控制进料阀门1、进料阀门2的开关操作,延时1秒后,同时运行伺服驱动器,驱动伺服电机带动取料器中的计量盘旋转进料,PLC同时高速采集计量盘上感应开关检测信号,经过处理计算,得到计量盘旋转速度,从而得出各计量机实际产量。另外,实际检测得到的速度如果不在正常设定范围内,PLC会报警,甚至停机保护。
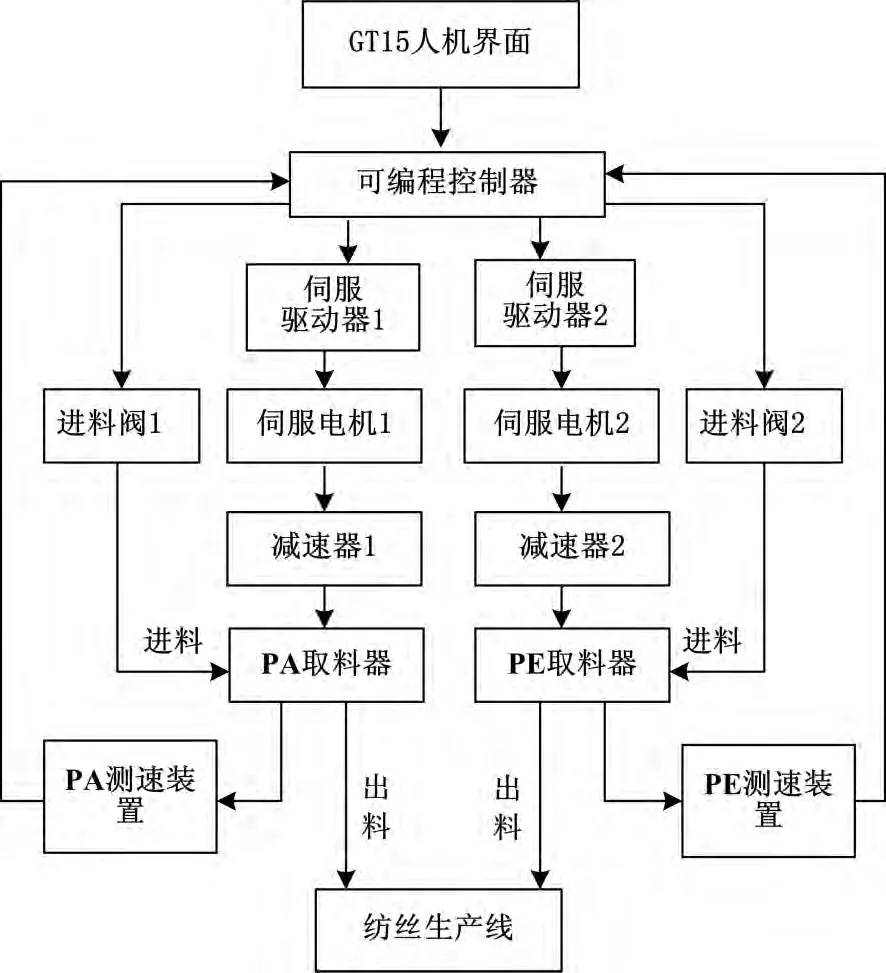
图1 计量机总体设计示意图
2 计量机组成结构
2.1 取料器
取料器主要有壳体、计量盘、轴、轴承及端盖等零件组成,见图2,它的关键零件是计量盘,其圆周上分布着两排量杯孔,每排16个,总共32个。

图2 取料器结构
为保证较好的防锈性能,与物料接触部分均采用1Cr18Ni9作为主材料,轴承端盖等采用Q235。
2.2 测速装置
测速装置由测速转盘和测量传感器二部分组成,测速转盘上有16个等分的沿径向伸展的圆棒,测量传感器为AUTONICS接近开关,型号PR18-8DN。该装置安装在取料器的轴上,如图3所示。

图3 测速装置
2.3 伺服电机及驱动器
为保证较高的控制精度,电机采用三菱伺服电机HF-SE152JW1-S100,其最高转速为2 000 r/min;驱动器采用三菱伺服MR-JE-200A。
2.4 减速机
减速机采用APEX日本新宝减速机AT090-FL1。该装置和取料器的轴相连接。
2.5 可编程控制器及触摸屏
可编程控制器为三菱品牌的MITSUBISHI Q系列PLC,人机界面采用三菱GT1575-VNBA触摸屏。
3 配比计算
在无纺布超细纤维纺丝工艺生产过程中,PA和PE这二种原料按需要的比例进行混合,才能保证纺丝的生产质量。
PA和PE取料器的计量盘上量杯孔总体积分别为:

其中:V1、V2——PA和PE取料器上计量盘上量杯孔的总体积(m3);
r1、r2——计量盘上量杯孔的半径(mm);
h1、h2——计量盘上的量杯孔的深度(mm);
S1、S2——计量盘上的量杯孔的数量。
则原料PA和PE每小时的出料量分别为:

其中:M1、M2——分别是PA和PE取料器的出料量(kg/h);
i1、i2——PA和PE取料器对应的减速箱减速比;
n1、n2——PA和PE取料器对应的伺服电机转速(r/min);
ρ1、 ρ2——原料PA和PE的堆积密度(kg/m3);
所以,由式(3)和(4)得到原料PA和PE在取料混合后的总质量为:

原料PA和PE的配比为:

所以,根据上述各式知,在硬件参数确定后,可以通过控制伺服电机的转速来确定原料PA和PE的配比。
4 计量机控制系统
图4为计量机的软件控制系统程序流程图,控制系统以PLC为核心,通过人机界面设置不同品种产品的配比,实时监视运转,统计生产所消耗的原材料数量,并能保存历史记录。说明如下。
(1)在触摸屏上设定配比及总进料量,总进料量即是生产线运行时需要的产量;配比和产量确定后,程序就自动计算出各伺服驱动电机所需要的运转速度。
(2)确认无故障,开启系统运转,首先开启进料阀门,确认阀门都开启后,各驱动器按照计算要求的速度同时运行,开始均匀混料。
(3)运转时,转盘计数器同步采集料的流量,信号反馈到PLC控制器,与设定的流量进行比较,偏差小范围进行报警提示,大范围停机运行,减少损失和不良品。
(4)整个系统中,采样器是自动控制的重要组成部分,它是以脉冲取样的方式输入到PLC中,由PLC计算出当前旋转速度,进一步得出当前产量。
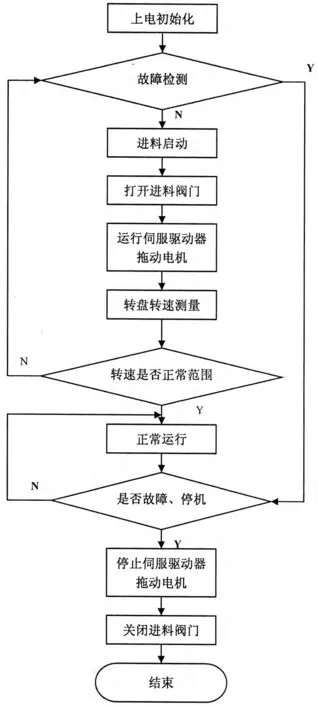
图4 控制系统程序流程图
5 实例
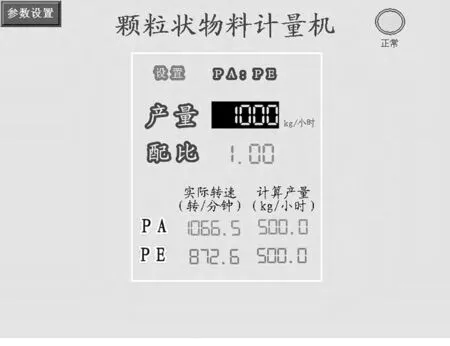
图5 实际运行界面
实际生产中,原料PA堆积密度为 ρ1=720 kg/m3,原料PE堆积密度为 ρ2=550kg/m3,设计每小时的产量为M=1 000kg/h,计量盘的量杯孔半径为r1=r2=12 mm,深度h1=h2=30 mm,量杯孔数量S1=S2=32个,PA减速箱减速比i1=1∶40,PE减速箱减速比i2=1∶25。由于配比不同,对应于PA取料器的伺服电机实际运行转速范围为1 039~1 093 r/min,对应于PE取料器的伺服电机实际运行转速范围为851~895 r/min。图5为实际运行界面。
6 结论
采用旋转量杯方法,结合PLC触摸屏在线自动调整反馈系统,设计出颗粒状物料配比计量机。该设备经过生产中实际使用,自动化程度高、计量准确、生产效率高,大大降低了劳动强度。
[1]张西良,毛翠云.固体物料定量填充技术综述[J].包装自动化技术,2002(5):18-20.
[2]贾丽娜,张辉,陈文庆.颗粒状物料自动称量机研究[J].机电工程,2012,29(1):46-48.
[3]呼英俊,刘志平,孙立达.全自动制袋包装机计量装置的方案设计[J].轻工机械,2002(2):19-23.
[4]胡红梅,陈亮.新型称重式粉粒状物料充填机[J].包装与食品机械,2002,20(5):18-20.
