液态混菌发酵法制备高活性大豆膳食纤维研究
2014-01-31何晓哲李梅青陈健徐敏
何晓哲,李梅青,陈健,徐敏
(安徽农业大学茶与食品科技学院,安徽合肥230036)
我国是大豆生产大国,每年废弃的大豆渣虽然很多高营养价值的成分,但利用率很低[1],特别是其中含量最高的膳食纤维。膳食纤维包括不可溶膳食纤维(IDF)和可溶性膳食纤维(SDF)。SDF 具有防止胆结石、排除体内有害金属离子、防止糖尿病、降低血清及胆固醇、防止高血压和心脏病等作用[2];而IDF 则对肥胖症、便秘、肠癌等有效[3],膳食纤维成为调节机体功能的“第七类营养素”,是一种很有开发前景的新型功能性资源,已经成为热门话题[4-6]。
近年来,国内外食品工作者尝试了不同的提取和改良方法进行大豆膳食纤维的提取,主要集中在化学分离法[7]、化学试剂-酶结合分离法[8]、超声波辅助提取[9-10]、膜分离法[11]、发酵法[12-14]等。其中,发酵法被认为是一种相对安全、高效、低成本的高品质膳食纤维制备和改良方法,但前期研究的比较少,其发酵菌种大多仅采用绿色木霉、粗壮脉纹孢菌等少数常见单一菌种,得率也仅在12%~15%。
本文以豆渣为原料,以黑曲霉和绿色木霉[15]混合菌种进行液态发酵,充分利用两种菌种菌体生长快,周期短的优点,利用其产生的纤维素酶降解豆渣中的不可溶性膳食纤维,充分提高大豆膳食纤维的活性,为提高豆渣的高效利用及功能性改善提供一种更高效、可行的方法。
1.1 材料与仪器
1.1.1 材料
豆渣:安徽人人福食品公司提供;绿色木霉、黑曲霉:由合肥工业大学生物与食品工程学院微生物资源综合利用研究室提供;MES:美国AMIESCO 公司;TRIS:上海源叶生物有限公司;乙醚,无水乙醇,浓硫酸,氢氧化钠,丙酮等均为分析纯。
1.1.2 主要仪器
VD-650 型桌上式净化工作台:上海三发科学仪器有限公司;LD2X-50KB 立式压力蒸汽灭菌锅:上海申安医疗器械厂;ZHWY-2102C 恒温培养振荡器:上海智成分析仪器制造有限公司;EYELAFDU-2100 真空冷冻干燥仪:上海爱郎仪器有限公司;FA1104A 万分之一电子天平:梅特勒-托利多国际股份有限公司;DHP-916 型电热恒温培养箱:上海恒科技有限公司;DK-S24 型电热恒温水浴锅:上海精宏实验设备有限公司;DHG-9143BS 电热恒温鼓风干燥箱:上海新苗医疗器械制造有限公司。
1.1.3 培养基
活化培养基:葡萄糖20 g,蛋白胨10 g,琼脂粉15 g,蒸馏水1 000 mL,自然pH。
种子培养基:NaNO32 g,K2HPO41 g,KCl 0.5 g,MgSO4·7H2O 0.5 g,FeSO40.01 g,葡萄糖30 g,蒸馏水1 000 mL,自然pH。
液体发酵培养基:脱脂大豆渣粉40 g,K2HPO42 g,FeSO4·7H2O 0.005 g,MgSO4·7H2O 0.3 g,CMC-Na 10 g,MnSO4·H2O 0.001 5 g,ZnSO4·7H2O 0.001 5 g,氯化钙0.3 g,氯化钴0.002 g,蛋白胨0.5 g,蒸馏水定容至1 000 mL,调节pH 为中性。
1.2 实验方法
1.2.1 发酵活化工艺流程
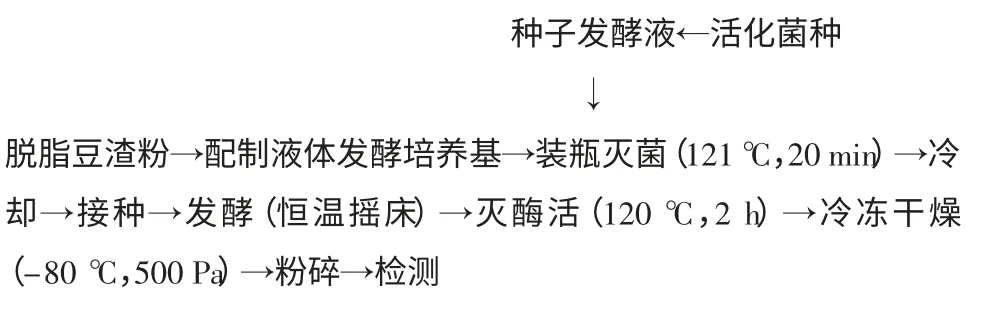
1.2.2 操作要点
预备豆渣:洗净、烘干、粉碎,采用乙醚浸提24 h,置50 ℃的烘箱中烘干,过40 目筛,放置干燥器备用。
配制液体发酵培养基:按照1.1.3 进行液体发酵培养基的配制,取100 mL 发酵培养基至于250 mL 三角锥形瓶中,封口。
接种:挑取菌种孢子接入种子培养基,28 ℃,24 h~48 h 于恒温培养箱中,活化后的菌种接入种子发酵液中,28 ℃,2 d~5 d 置于摇床培养箱,最后取一定培养液于发酵培养基中。
1.3 实验设计
1.3.1 单因素实验
分别对发酵过程中黑曲霉与绿色木霉比例、发酵时间、发酵温度、菌种加液量以及发酵初始pH 对发酵结果的影响,根据实验结果的显著性,确定响应面优化因素。
1.3.2 Box-Behnken 响应面试验设计
在单因素实验的基础上,采用Excel 和Design Expert.8.0.6 软件,选取影响较大的因素,以可溶性膳食纤维得率为响应值。
2 结果与分析
2.1 单因素试验结果
在其他固定发酵条件下,考察单因素的影响效力,其结果见图1。
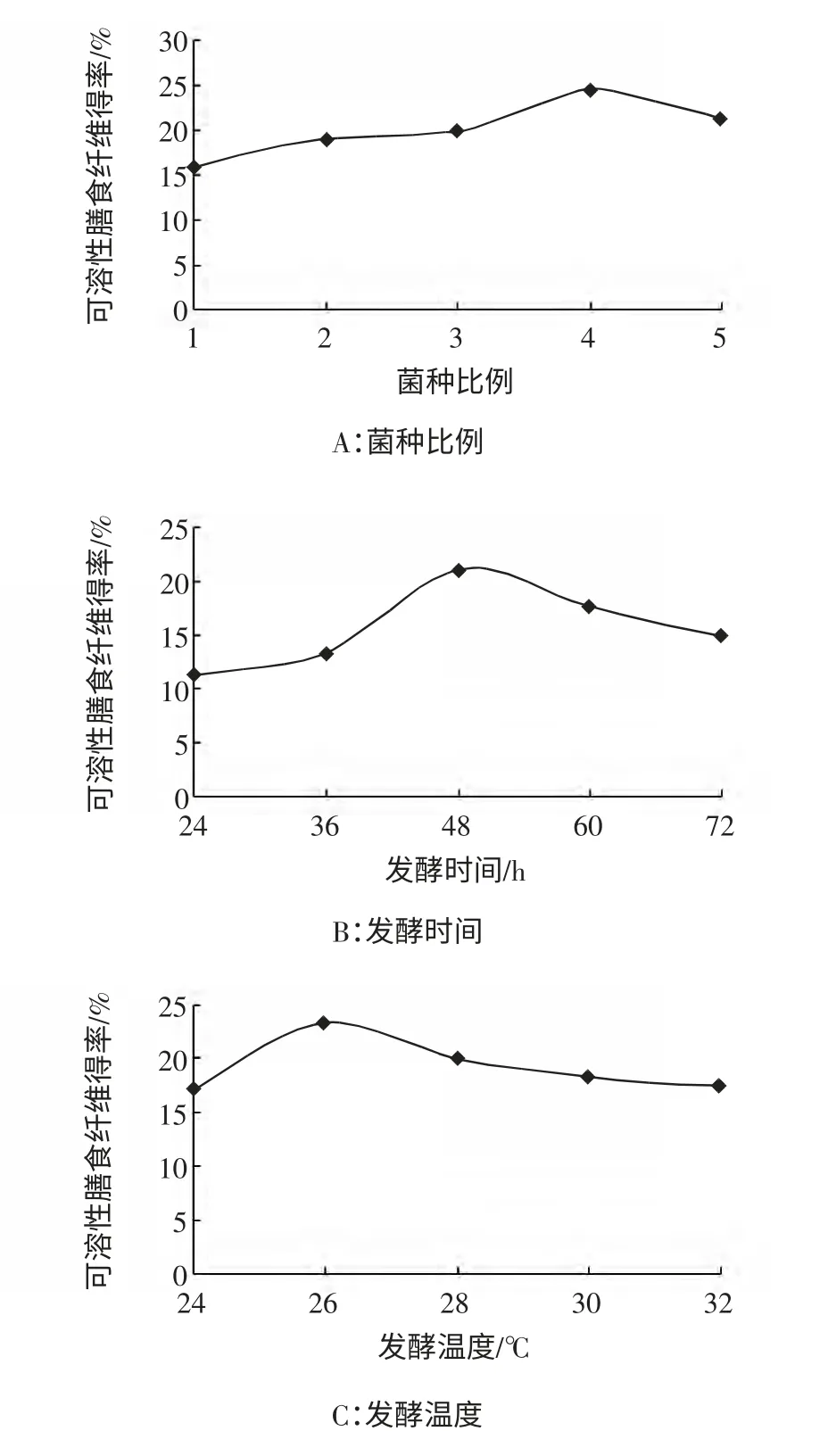
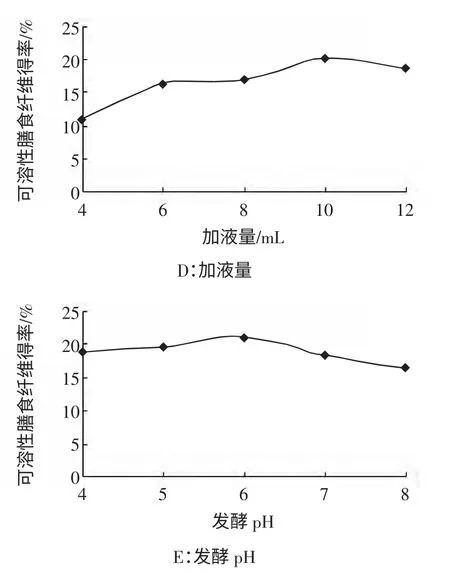
图1 不同发酵因素对可溶性膳食纤维得率的影响Fig.1 Influence of different fermentation factors on the SDF activity
实验结果表明:前三种因素普遍对可溶性膳食纤维得率的影响均呈现先上升后下降的特点,菌种比例在2 ∶1 时可溶性膳食纤维得率最高,这可能是因为混合菌种的协和作用的调节,不同比例,协调的效果不同,只有达到最佳协调效果时所达到的降解作用才能最大;发酵时间在48 h 时为最高点,原因可能为在48小时前,菌种中的纤维素、半纤维酶对豆渣中的不可溶性膳食纤维进行讲解,使不可溶性膳食纤维的糖苷键断裂,生成小分子多糖,转化为可溶性膳食纤维,之后到达一定程度,微生物生长需要作用了一部分小分子糖,呈现了下降的趋势;而发酵温度达到26 ℃时效果最佳,这是因为发酵的温度对于微生物的生长的也是重要的因素之一,温度过低,微生物生长缓慢,产酶的速度就缓慢,而温度过高,微生物容易过早的老化,产酶的效果也迅速的降低。
因此,综合上述内容,在菌种比例(黑曲霉:绿色木霉)为2 ∶1(图1 中菌种比例横坐标1、2、3、4、5 分别对应1 ∶1、1 ∶2、1 ∶3、2 ∶1、3 ∶1),发酵时间为48 h,发酵温度为26 ℃的时候,各单因素的作用效力最大。其次,单因素实验结果发现发酵pH 与发酵菌种加液量变化对可溶性膳食纤维得率的影响不明显,根据实验显著性的原则,不将其纳入响应面优化因素。
2.2 响应面实验设计及结果
2.2.1 Box-Behnken 响应面试验设计及结果
综合单因素结果,进一步对发酵菌种比例、发酵时间以及发酵温度进行响应面优化。实验中因素与水平设计件表1,以此确定最优可溶性膳食纤维得率。实验方案及结果见表2。
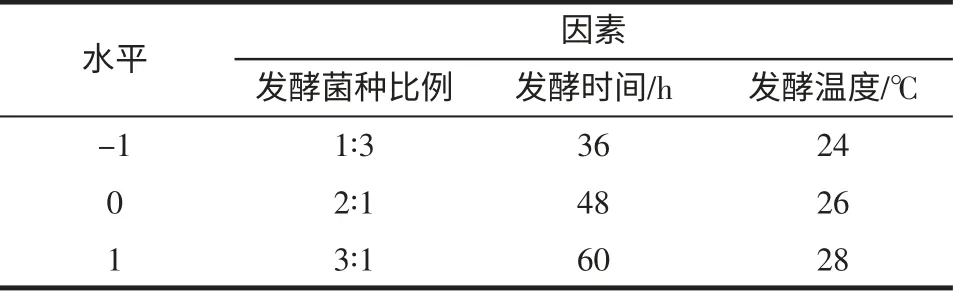
表1 因素水平编码表Table 1 Experimental design of 4 factors and 3 levels in response surface method

表2 Box-Behnken 试验设计结果Table 2 Results of data analysis by Box-Behnken design
2.2.2 响应面结果分析
通过Design-Expert.8.0.6 软件对表2 中试验数据进行二次多项式回归拟合,建立二元多次回归方程,Y=22.53+0.71A-1.09B+0.70C+1.13AB-1.65AC-1.31BC-3.40A2-3.03B2-2.34C2,对该方程的回归分析和方差分析如表3 所示。
由表3 可知,实验值与回归方程预测值的决定系数R2值为98.04%,即模型响应值的变化有98.04%来自于所选变量,能较好地描述试验结果,并且修订系数R2adj为95.51%,P<0.01。故该回归模型可判定为显著,拟合情况良好,采用响应面法针对发酵豆渣中可溶性膳食纤维得率的优化试验设计的方法具有可行性,并且所得回归方程模型有效、可靠。
从表3 对回归方程系数显著性的检验可知,单因素的影响顺序为B>A>C,即发酵时间>菌种比例>发酵温度。各因素中A、B、C、AB、AC、BC、A2、B2、C2达到了显著水平(P 值小于0.05)。其中,发酵时间与发酵比例、发酵时间与发酵温度、发酵比例与发酵温度交互作用显著,绘制各因素交互响应面曲面图,见图2~图4。

表3 回归与方差分析结果Table 3 Regression analysis results of extraction parameter of total flavones
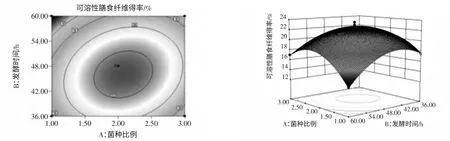
图2 菌种比例(A)和发酵时间(B)对SDF 得率的等高线和响应面图Fig.2 Contour plots s and Response surface plot for the effect of strain ration(A)and fermentation time(B)on SDF yield
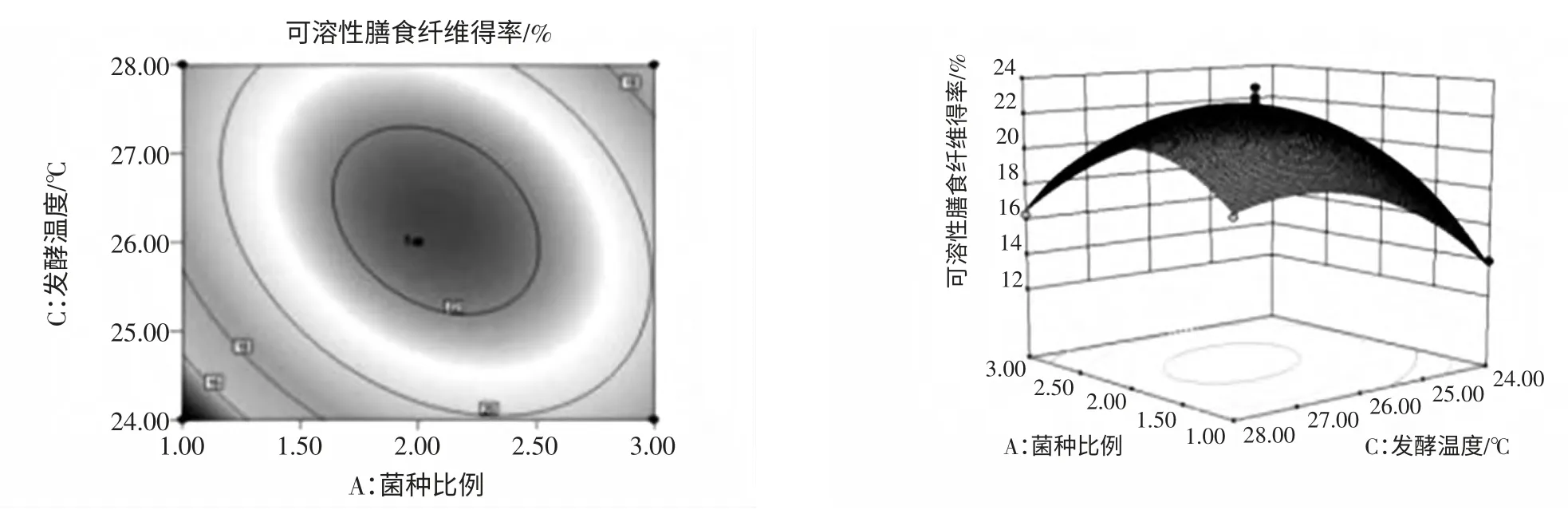
图3 菌种比例(A)和发酵温度(C)对SDF 得率的等高线和响应面图Fig.3 Contour plots s and Response surface plot for the effect of strain ration(A)and fermentation temperature(C)on SDF yield
由图2,图3,图4 可知,等高线扁平,并且所示曲面图陡峭,表明因素之间相互影响大。使用软件Design-Expert.8.0.6 对2.2.1 所述二次回归方程进行优化计算,得到发酵黄豆渣中可溶性膳食纤维最佳实验方案是:菌种比例2.02,发酵时间45.35h,发酵温度26.41 ℃,SDF 的得率达到22.73%。考虑到可操作性,将最优条件定位菌种比例2 ∶1,发酵时间45.5 h,发酵温度26.4℃。用此最优条件进行验证实验,得到可溶性膳食纤维的得率为22.94%,与理论值较为接近,相对误差为0.94%,小于1%,由此表明实际提取率与回归方程所预测理论值相吻合。
2.3 冷冻干燥产品特性
对最佳工艺条件(菌种比例2∶1,发酵时间45.5 h,发酵温度26.4 ℃)下的产品进行成分组成分析、感官评定,得到:DF 得率为52.67%,SDF 得率为22.76%,SDF 约占DF 的43.21%;产品淡黄色,粉末颗粒度小,质地均匀,口感细腻,气味淡香。
3 结论
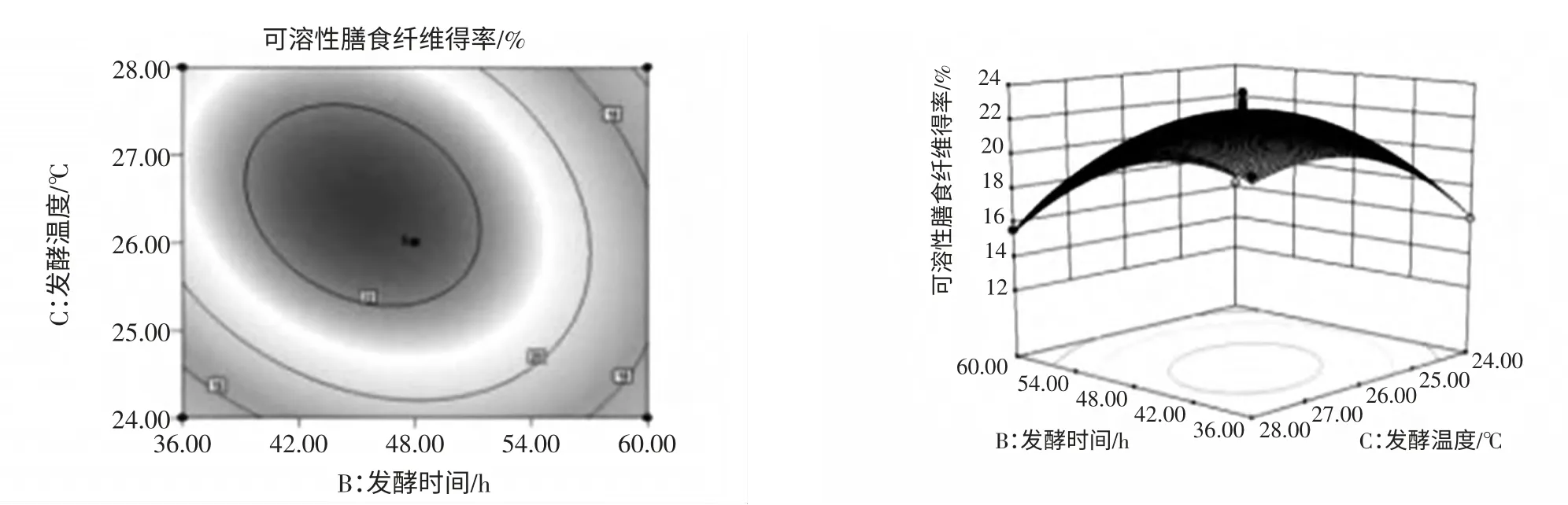
图4 发酵时间(B)和发酵温度(C)对SDF 得率的等高线和响应面图Fig.4 Contour plots s and Response surface plot for the effect of fermentation temperature(B)an d fermentation time(C)on SDF yield
以豆渣为原料采用黑曲霉与绿色木霉进行混合发酵制备高活性膳食纤维的方案是可行的。在单因素试验的基础上,采用Box-Behnken 设计,并使用Design-Expert.8.0.6 软件建立响应面法模型,方差分析表明其回归方程拟合性较好,得到发酵豆渣中可溶性膳食纤维最佳提取工艺条件为:菌种比例2 ∶1,发酵时间45.5 h,发酵温度26.4 ℃。在此条件下,验证实验的实际平均提取率为22.94%,与预测值相对误差为0.94%,且产品感官淡黄色,粉末颗粒度小,质地均匀,口感细腻,气味淡香。结果表明实验选取的混合菌种是合适的,能够得到较高的水溶性膳食纤维得率,为提高豆渣的综合利用率及功能性提供了一种更高效的方法。
[1] 陈霞,赵贵兴,孙子重.大豆加工副产物-豆渣及油脚的利用[J].黑龙江农业科学,2006,6:57-60
[2] Tamura Y, Takenaka T. Antioxidative activity of water soluble extracts from okara fermented with Bacillus natto and Rizopus oligosporus[J].Journal of Japanese Society of Food Science and Technology,1999,46(9):561-569
[3] Hill M J.Steroid nuclear dehydrogenation and colon cancer[J].Am J Clin Nutri,1974,27:4475-4479
[4] 张慧,肖志刚,王东.豆渣水溶性膳食纤维提取工艺的研究现状与展望[J].大豆科技,2011(5):27-30
[5] 王金亭.膳食纤维及其生理保健作用的研究进展[J].现代生物医学进,2007,7(9):1414-1416
[6] 郑建仙.功能性食品[M].北京:中国轻工业出版社,1995
[7] 王庆玲,董娟,汪继亮.豆渣中可溶性膳食纤维提取工艺的研究[J].中国酿造,2011(3):135-137
[8] 柳嘉,李坚斌,刘健,等.响应面法优化豆渣水溶性膳食纤维提取过程的研究[J].食品科技,2011,36(9):276-280
[9] 郭希娟,马萍,张桂芳.响应面法在可溶性膳食纤维超声提取中的应用[J].中国食品学报,2012,12(13):104-111
[10] Shari B, Svetlana Z, Jochen W. Molecular weight and degree of acetylation of high-intensity ultrasonicated chitosan[J]. Food Hydrocolloids,2005,19(5):821-830
[11] 徐广超.豆渣可溶性膳食纤维的制备及功能性的研究[D].无锡:江南大学,2005
[12] 王夫杰,鲁绯,张建,等.微生物发酵豆渣食品的研究进展[J].食品工业科技,2007,28(9):212-215
[13] 薛振环,邓泽元,范亚苇,等.粗壮脉纹孢菌发酵对豆渣中膳食纤维影响的研究[J].食品工业科技,2009,30(3):156-158
[14] 熊俐,吴士业,张永刚,等.绿色木霉发酵制备黄豆渣膳食纤维的研究[J].食品与发酵科技,2010,46(3):75-78
[15] 刘颖,张玮玮,王馥.绿色木霉产纤维素酶发酵条件的研究[J].食品工业科技,2008,29(3):128-130
