精轧机辊箱装配精度对成品质量的影响
2014-01-29韩培正
王 超 韩培正 王 敏
随着中国钢铁工业的迅猛发展,钢铁市场的竞争更加激烈,市场对产品精度的要求也越来越严格。在青钢总公司对质量、品种、效益年活动的要求下,青钢钰尊线材厂通过技术改造,积极参加高附加值产品的研发,主要产品由原来的焊丝钢(ER50-6E、ER50-C)、硬线系列(45#、60#、70#等)开始向高质量、高附加值的胎圈钢丝(C72DA、C82DA)方面转变。根据市场要求,钰尊线材厂生产胎圈钢丝系列产品过程按C级精度(按¢5.5-10mm线材产品来说,外径公差±0.15mm、椭圆度≤0.24)控制。2011年累计生产胎圈钢丝20多万吨。
移动学习平台设计以学生个人学习需求及教师教学管理需求为核心,系统设计目标包括以下方面:①为学生提供可随时、随地进行《计算机导论》课程移动学习的平台,提高学习积极性和主动性;②为教师提供方便、快捷的学习资源管理平台,强化与延伸课堂教学内容;③为师生提供在线交流服务,实现真正意义上的移动课堂教学;④为师生提供各种统计数据服务,使教师及时了解学生掌握知识的程度、学习参与度;使学生明确个人知识点掌握情况,进行针对性学习;⑤为用户提供方便、快捷的操作界面,减小网络延时对用户体验的影响[9]。
青钢钰尊线材厂精轧机组(简称BGV)为DANIELI公司设计制造,采用10架连轧布置,是线材成型的重要设备。由于该设备无配套的减定径机组,对控制产品精度而言,不管从工艺控制角度还是辊箱装配精度及维护,都增加了很大困难。面对产品的质量反馈和成材率较低的问题,生产人员通过各种努力,提高了产品的精度等级。以下从精轧机辊箱装配及维护角度,探讨通过提高BGV辊箱装配精度,保证产品C级精度生产的问题。
1.BGV辊箱
BGV辊箱是精轧机组的重要组成部分,是线材最终的成型设备。主要由几部分组成:两根轧辊轴、两个偏心套、支承偏心套的箱体,辊缝调整装置。辊箱沿两辊轴中心线左右对称。见图1。轧辊轴2依靠上油膜轴承6、下油膜轴承3的支承来轧制线材产品,用一对E255角接触球轴承来实现轴向定位,靠调整丝杠带动一对偏心套的旋转来调整两轧辊轴的中心距。
2.辊箱的理论轧制状态与故障种类
在辊箱装配过程中,通过保证辊环7下端到箱体B面距离A,来获得辊环的轧制中心线位置的。(A值为480 +0,1);两辊轴A尺寸的差值不超过0.01mm。理想的轧制状态为:(1)调料装置拉动偏心套旋转到一定位置,得到所需的辊缝后,两辊轴中心线恒定不变(即辊轴中心线位置在径向不发生改变)。(2)辊环7轧制中心线到箱体B面距离和位置均恒定不变(即轧制中心轴向恒定不变)。
失效形式:缓冲垫圈两端面磨损;缓冲垫圈中间橡胶被挤出或者完全裂开。
通过E255轴承的轴向定位,将轧辊轴和偏心套固定在一起,通过滑块11将组装好的偏心套固定在箱体上(螺栓固定),见图3。压块11与偏心套滑槽之间的间隙合理范围为0.015mm-0.02mm,该数值小于0.015mm时会使偏心套转动困难,不利辊缝调节的操作。同时,在不断地辊缝调节操作中,压块11与偏心套滑槽之间会摩损,当间隙过大时也会引起轴向的蹿动。
3.故障产生原因分析及处理
3.1轴向定位的失效
3.1.1轴承两端缓冲垫圈的失效
原因分析:装配尺寸不合适。要求装配前,压盖未压紧时压盖8与轴承座9两接触端面间有D1=0.1mm的间隙(可用深度千分尺检查)。当D1值过大时端盖在螺栓紧固力的作用下对缓冲垫圈过分挤压,长时间作用会出现橡胶被挤出,缓冲垫从中间裂开的现象。当D1值过小(或为负数)时,在轧钢过程中,辊轴在轴承座内产生轴向的微量蹿动,一方面易引起缓冲垫的端面磨损,另一方面轴承和缓冲垫在高频率轴向力的作用下更容易损坏,寿命大大缩减,造成轴向更大的蹿动量。
先有数后有运算,数的概念是运算的基础.RJ版教科书要避免重运算轻概念,在给出有理数的定义后,应该适当举例来帮助学生透彻地理解有理数的概念.在这一点上,可以学习CM教科书,首先表明并非所有小数都可以化为分数,仅有限小数和循环小数可以化为分数,然后举出分数化有限小数、有限小数化分数以及分数化循环小数、循环小数化分数的例题,使学生通过实际的动手计算,真正地明白为何有限小数和循环小数都可以看作分数,从而真正地理解有理数概念.
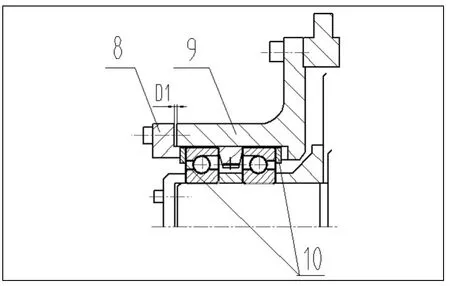
图2 E255轴承安装图
通过对水源地六年的监测数据进行分析,考虑到水源地为河流,因此不对总氮进行评价。2016年水源地各月水质处于Ⅲ类~劣V类,水质波动明显。如果采用湖库标准对总氮进行评价,各月均为劣V类。水源地(不含总磷)各月水质仍然处于Ⅲ类~劣V类,水质波动明显。分析多年数据可以看出,水源地每年的5~10月份(丰水期)水质较差。
3.1.3 尺寸值A的优化
轴向定位依靠一对E255角接触高精度球轴承来实现,轴承安装形式为面对面安装,其上下两端均有一个中间充胶的缓冲垫圈,见图2。缓冲垫圈的失效是引起轴向蹿动的主要原因。
解决方法:(1)装配辊箱时严格保证D1的尺寸,用深度千分尺测量确保压盖8和轴承座9之间的间隙为0.1mm,通过加入垫片和加工调整压盖8的尺寸,以保证轴承的正确固定。(2)定期用百分表在线检测轴向窜动量。当轴向串动量超过0.1mm时,该辊箱就应离线维修。(3)固定压盖8的螺栓用定力矩扳手紧固,紧固力矩为43Nm,以保证获得均匀的压紧力。

图3 偏心套局部安装图
3.1.2偏心套轴向定位产生的间隙
实际情况是在轧制过程中,随着各零部件的受力失效及磨损现象的发生,轧槽位置在轴向及径向两方向均能发生改变,从而使调整好的辊缝尺寸发生改变,造成产品尺寸超差。
解决方法:下线维修的辊箱先用百分表测量偏心套的轴向串动量(表针接触压盖8端面,用撬杠撬动下偏心套9)。当间隙大于0.02mm时,拆下压块11,对压块厚度与滑槽尺寸进行测量。按表3所示,理论数据对压块和偏心套滑槽尺寸进行测量,参考理论间隙,通过测量滑块厚度选择合适的滑块进行配装。必要时可将尺寸超差的滑块上磨床进行修磨,使该间隙达到要求的理论值。
特别是清代巡抚张之洞、胡聘之、岑春煊等人,在外籍人士李提摩太的引导和帮助下,在山西实行教育体制改革,引入西学,建立现代化学堂,设立分科教学等,直接将晋学引入现代轨道。
(2)法制建设不健全,法制观念淡薄。尽管我国针对建筑市场的不正之风制定了一系列法律法规,但对一些违法行为缺乏相应的处罚条款,各方主体法制观念淡薄,一些单位和个人仍然知法犯法,有些人根本不学法、不守法,我行我素,胆子很大,没有丝毫规矩和约束,心存侥幸心理,以身试法。
设定理想的尺寸A值。由于辊轴、偏心套及箱体在长度上均存在一定的公差,导致随机装配48mm的变化范围可能会超出0-0.1mm的范围,此时可通过在件与箱体接触面之间加调整垫片的方式使A的公差调到0-0.1mm的合理范围内,见表4。可以根据近期所装箱体的实际尺寸来选择A的理想值,将A值设定在48.04mm。
调整方法:(1)通过超薄调整垫片对A值进行微调,最薄垫片为0.02mm。再将厚压块上磨床进一步磨削加工。通过上述调整,将各架次尺寸A的值控制在48.04±0.02mm的范围内,这从10架轧机连轧的角度考虑,减小了轧制中心线的同轴度公差,更有利于轧制过程中产品形状公差的控制。(2)消除备件的加工公差引起的A值波动。精轧机辊箱在装配过程中,A值的测量使用一个厚度为3量块进行测量调整,而实际使用中则安装了一个内滑环和一个外滑环来取代量块的尺寸,而内、外滑环在加工过程中都存在尺寸偏差,这样势必引起上下辊A值的尺寸差的变化。(标准值要求不大于0.01mm)

表3 偏心套滑道及压块的公差范围 mm

表4 2010-2011年在线各架次辊箱A尺寸的测量值

表5 偏心套与辊箱配合尺寸检测表
解决办法:(1)在组装辊箱的实践中,确定了内滑环的厚度值为13.50+0.04mm;外滑环的厚度值为19.50
+0.04mm,作为备件的加工和验收依据。(2)在装配过程中通过对内、外滑环厚度值的测量,选配厚度和的差值符合要求的进行配对使用。(3)在辊箱装配检测中,不使用量块,直接将合格的内滑环、外滑环安装到位,进行A值的测量。
3.2.径向尺寸变化对线材成品尺寸的影响
通过轧辊轴2的高速旋转带动润滑油在上油膜轴承6、下油膜轴承3之间形成油膜支承轧辊轴来轧制线材产品。
龙血树(Dracaena cambodian)属于百合科龙血树属,树叶为线状披针形,簇生于枝条顶端,树形极具特点,可塑性强,可以根据人的意愿塑造出不同形状,树干古朴沧桑,同时还能在顶部萌发新枝,给人一种沉稳而不失朝气的感觉,且十分耐阴,可在室内盆栽多年仍然绿意盎然,是园林绿化及家庭盆栽的名贵树种,具有很好的观赏价值。同时药用价值极高,具有止血、生肌、行气等功效。
3.2.3故障原因分析
辊缝尺寸不稳定,成品架次辊缝尺寸不易控制,线材产品直径忽大忽小(俗称线材偏心)。
3.2.2 故障产生的类型
这套书用1 5 0多个朴实、简洁的甲骨文(少数金文和篆文)“画”出了所有场景,用简单、幽默的文字串联起14个故事,不同的主题蕴含着同样的情感——简单、纯粹、童真、童趣,让孩子在故事中学习汉字,在阅读中提高审美。从古老的甲骨文到今天的简化汉字,从简单的象形文字到完整的图画故事,孩子不仅可以看到每个字是怎么诞生和发展的,也可以从文字和故事背后了解到古时先民的生存环境、生活方式、社会政治和历史文化。
(1)油膜轴承内表面的巴氏合金,在轧机启动热车过程中易磨损,造成轴和油膜轴承之间间隙变大。
(2)在调料过程中,偏心套旋转,其外表面和箱体内表面磨损也造成两者间隙变大,影响辊轴的径向定位。
3.2.1 径向定位失效表现
(1)油膜轴承内表面巴氏合金厚度约为40µm-55µm,由于其厚度太薄,在油品污染、乳化、轧机不按正常启动程序启动的情况下,巴氏合金层会造成磨损。此情况容易引起油膜轴承处辊轴的抱死,引起油膜轴承的过度磨损,使径向间隙超差。在装配过程中应及时更换过度磨损的油膜轴承。
(2)由于DANIELI轧机为悬臂式轧机,且前偏心套(4上端部分)外表面为球面,在调料过程中,特别是在正常生产中因轧槽老化调整辊缝时,偏心套和箱体在负载情况下旋转,易磨损造成径向间隙过大。
博物馆里采用直译法的有“华侨是革命之母”(“Overseas Chinese is the mother of the revolution.”)“中国现代军官的摇篮”(“the cradle of China's modern military officer”)等。在这两句话中,直译体现了汉语修辞的美感,并且更好地传达原文意义,保留原文风格。另外,“抗日战争”被直译成“Anti-Japanese War”,但经过笔者查询,翻译成“the War of Resistance Against Japan”会更加恰当。
项目地处西北某省,海拔高度:1 550 m;环境温度: 最高42.7 ℃,最低-25.3 ℃;厂区主导风向:西北风,平均风速7.9 m/s,最大风速34 m/s。
3.2.4 故障处理方法
(1)当出现线材产品直径忽大忽小的情况时,可用百分表对其径向间隙进行测量,当径向综合间隙大于0.392mm时应下线检查。
(2)按表5所列的箱体内孔及偏心套外径的理论值测量偏心套和箱体的尺寸,决定零件是否可用。并按测量尺寸结合理论值选择所需尺寸的备件,匹配好新箱体与偏心套。
(3)在辊箱的装配过程中,要用内、外径千分尺测量油膜轴承和辊轴的配合面尺寸,同一个辊箱中要选择配合间隙接近的辊轴进行装配。
4.结语
2011年以来,通过对精轧机辊箱装配中轴向和径向间隙的检测及控制,使钰尊线材厂精轧机装配精度大为提高,大大减小了无减定径机组对轧制工艺造成的不利影响,为C级精度产品的生产创造了良好条件,2011年C级产品合格率为97.85%。近年来,经过对在线辊箱全部检测,在两条线更换了11只按上述方法安装调整的辊箱,使生产过程控制更加容易,产品质量也上了一个新台阶,为精轧机备件国产化提供了宝贵的经验。
略
