提高铡刀剪剪刃使用寿命的分析
2014-01-26李泽群黄筠
李泽群 黄筠
(中冶南方工程技术有限公司 湖北武汉430223)
1 前言
某钢厂为了其酸轧线的后续清洗拟新建1条电解脱脂机组,机组产品为SPCC、SPCD、SPCE、Q195、Q235等低碳钢、中碳钢及低合金钢,年清洗冷轧带钢卷26.8万t,带钢厚度0.2~1.6mm,带钢宽度 700~1300mm,带钢的强度极限 σb≤690MPa。
在机组的入口段和出口段,各设有一台铡刀剪,其结构型式如图1所示,入口段铡刀剪用来剪切带钢头尾超差部分以便于焊机焊接拼卷,出口段铡刀剪用于分卷。在机组日常运行中,若铡刀剪剪刃寿命较低、频繁更换剪刃,则工人操作麻烦、劳动强度大,影响机组生产节奏,进而减少产品产量,也增加了剪刃的备件消耗量。因而,提高剪刃使用寿命是十分重要的。
以本机组铡刀剪为例,影响其剪刃使用寿命的主要因素有:剪刃自身的选材、剪刃间的侧隙大小以及剪刃自身结构。本文将从这三个方面来探讨如何提高剪刃的使用寿命。
2 剪刃材料选型
铡刀剪剪刃在使用过程中,承受较大的剪切载荷,强烈的振动、冲击、挤压及磨擦载荷,剪刃应具有较高的冲击韧性和断裂韧性、刚性及抗压强度等综合力学性能。
多年来国内使用的刀片材料一直采用6CrW2Si和Cr12MoV,但前者塑性较低,后者韧性也不够理想[1]。6CrMnNiMoVWSi(简称DS钢),是一种新型高韧性耐冲击冷作模具钢。DS钢的碳含量为0.59%,以Mo代替部分W,使W当量减少约1.0%,从而减少了碳化物总量,并降低碳化物不均匀性,因此减轻了碳化物对韧性的有害影响,提高了韧性;为韧化基体,进一步提高韧性加入了少量的Ni;此外,为保证耐磨性加入了少量的V;为提高淬透性加入了少量的Mn。Cr、Si则和6CrW2Si的含量相同。DS钢的成分特点是采用中碳,加Ni,以Mo代替部分W,多元少量合金化方案,优化合金配比,合金度约为4%,其化学成分如表1所示[2]。
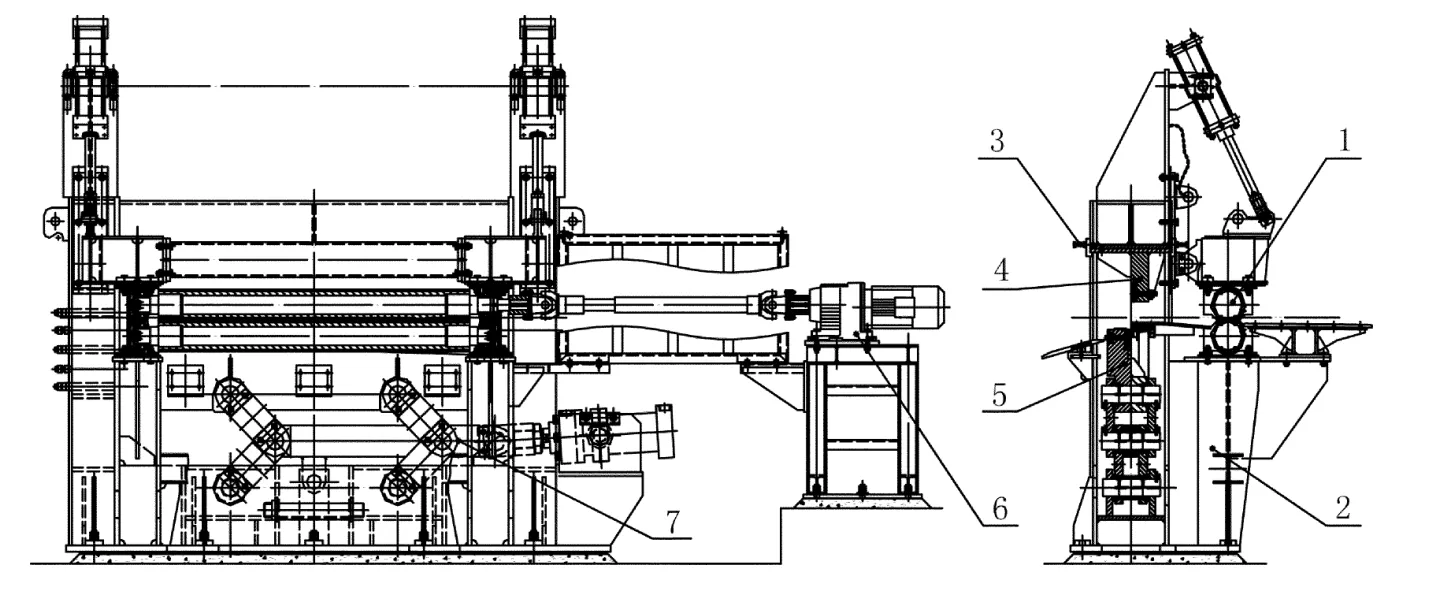
图1 铡刀剪的结构型式1-夹送辊装配;2-机架;3-剪刃侧隙调整螺栓;4-上剪刃装配;5-下剪刃装配; 6-夹送辊传动电机;7-剪切机构

表1 DS冷作模具钢化学成分/%
DS钢和6CrW2Si及Cr12MoV的强韧性对比试验[3](表 2)表明,DS钢的韧性显著优于6CrW2Si,远远高于Cr12MoV,且有足够的强度和硬度。进行的冲击耐磨试验[3]也表明:DS钢冲击磨损性能比Cr12MoV稍低,但还是比较满意的,这和 DS钢高韧性有关;DS钢剪刃耐磨性是6CrW2Si的1.5倍。而模具寿命对比[3]结果也表明,DS钢可广泛用于耐冲击的剪切工具,使用寿命可比Cr12MoV及6CrW2Si提高数倍至数十倍。因此,DS钢是制作要求高韧度耐冲击的铡刀剪剪刃的理想材料,它具有较好的强度和韧性的配合以及良好的抗冲击性,优良的工艺性能和持久的使用寿命,且价格低,性价比很高。故本机组选用了DS钢作为剪刃材料。

表2 DS钢、6CrW2Si、Cr12MoV的强韧性对比
3 剪刃侧隙
剪刃侧隙是否合理,直接影响到剪切断面质量的好坏及剪刃使用寿命。剪刃侧隙过小,会产生切边不平或拉丝现象,同时剪刃磨损快;剪刃侧隙过大,切边会产生断裂或撕裂现象。选择合适的剪刃侧隙,可以减小磨损,提高剪刃使用寿命。
本机组铡刀剪剪刃侧隙是通过手动调整机架两侧的螺栓来调节的,因为手动调节误差比较大,带钢厚度范围(0.2~1.6mm)也比较窄,因而在制造厂出厂前调整到一个合适的剪刃侧隙,就能很好地剪切0.2~1.6mm厚度的带钢了。
剪刃侧隙是由被剪切带钢的性能和厚度决定的。一般来说,带钢厚度h≤5mm时,剪刃侧隙c =0.07h[4]。根据多条机组现场调试经验,对本机组所生产的带钢,剪刃侧隙可取为带钢厚度的7%~10% 。故本机组铡刀剪要求制造厂把剪刃侧隙调成0.03,误差±0.01。
4 剪刃结构优化
为了充分发挥剪刃母材的作用,延长剪刃的使用寿命,将剪刃四周棱边都做成刀刃,并且剪刃的结构设计成对称型式的,这样四个棱边可以交替互换为切削刃使用。本机组铡刀剪剪刃结构如图2所示。
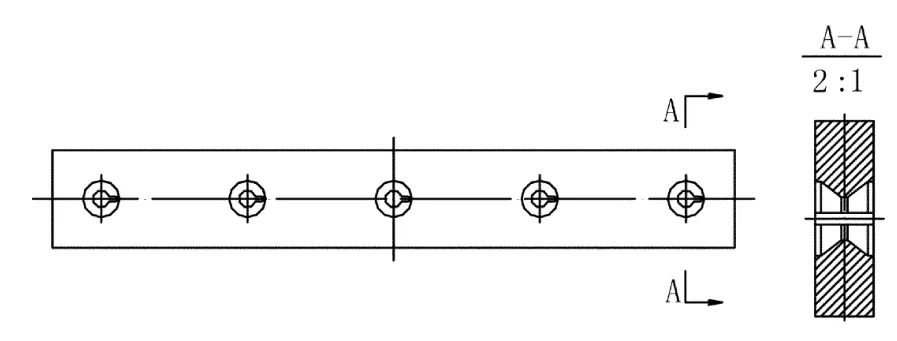
图2 剪刃结构
切削刃用到一定程度没有大的损坏,通过重新磨砺后可以继续使用,在使用过程中发现有部分切削刃磨完后,用上一段时间还可以进行第二次磨砺后使用。直至切削刃经刃磨后仍无法使用,才将剪刃翻转使用其余三个刃口。当四个刃口全部损坏且无法修复时才需要更换新的剪刃,这样可以有效延长剪刃的使用寿命。
5 结语
新设计的铡刀剪已经得到成功运用,自机组2012年8月投产至今,从未更换过剪刃,剪切带钢的精度也达到了设计要求。这说明,为了降低备件费用,提高经济效益,从以下三个方面着手提高剪刃使用寿命是十分有效的:
1)剪刃材料选用性价比较高的新材料DS钢。
2)选择较合适的剪刃侧隙。
3)剪刃四周棱边做成刀刃,结构设计成对称形式的,并多次研磨使用。
[1]成大先主编.机械设计手册.第1卷—4版[M].北京:化学工业出版社,2004:3-57-3-58.
[2]孙培祯等.DS冷作模具钢的性能研究[J].模具工业,1991,Vol.123(5).
[3]陈钰秋等.高韧性冷作模具钢(DS钢)的研究及应用[J].特殊钢,2000,Vol.21(4):28-31.
[4]周国盈.带钢精整设备[M].北京:机械工业出版社,1982:74.
