T91与12Cr1MoV异种钢管道焊接工艺分析及应用
2014-01-24黄向红
黄向红
(四川机电职业技术学院 机械系,四川 攀枝花617000)
0 前 言
随着电力工业的迅速发展,高参数、大容量机组不断涌现,对钢管材料的高温蠕变和抗应力腐蚀等性能提出了更高的要求。马氏体耐热钢(如T91/P91钢等)以其良好的高温持久强度、热稳定性和高温抗蠕变能力等综合性能,在电站锅炉的过热器、再热器及主蒸汽管道上获得越来越广泛的应用。而火力发电机组随着各个部位工作温度的不同,也不可避免地产生了T91/P91与12Cr1MoV等异种钢的焊接问题。攀热电厂2×300 MW机组在扩建过程中就遇到了高温再热器管(T91材质)与低温段珠光体钢管(12Cr1MoV材质)的焊接问题,其管道规格为φ63.5 mm×5 mm等。
近几年随着电力工业的迅猛发展,T91钢的焊接技术已经成熟,但T91与12Cr1MoV异种钢焊接技术难度较大,容易出现焊接缺陷,因此需要通过焊接工艺评定试验,以保证T91与12Cr1MoV异种钢管道的焊接质量。
1 T9l与12Cr1MoV钢性能及焊接性分析
1.1 T9l钢的理化性能及焊接性分析
1.1.1 理化性能
T91钢是在9Cr1Mo钢的基础上,采用纯净化、细晶化冶金技术以及微合金化和控轧、控冷等工艺开发出的新一代中合金耐热钢,其化学成分见表1,力学性能见表2。从化学成分上看,降低了C,S和P含量,并采用V,Nb和N元素微合金化;从力学性能上看,钢的强度和韧性得到了改善。这是由于T91钢的强化机理与老钢种有原则的不同,即除了固溶和沉淀强化外,还通过微合金化、控轧、形变热处理及控冷获得高密度位错和高度细化晶粒的结果。该钢的供货状态为正火+回火(730~760℃),显微组织是回火马氏体。

表1 T91钢的化学成分%

表2 T91钢的力学性能
1.1.2 焊接性能
T91钢由于降低了C和杂质元素的含量,焊接裂纹的敏感性明显减弱,防止裂纹产生的预热温度随之而降。应该说,该钢的焊接性有所改善。尽管如此,接头性能的明显劣化却是焊接这类钢的主要困难,因为:①焊缝由于熔敷金属没有控轧和形变热处理的机会,晶粒不可能由此获得细化,同时熔敷金属中的Nb和V在凝固冷却过程中难以呈微细的C和N化合物析出,焊缝的韧性远不如母材;②供货状态优良的母材性能受到焊接的高温循环,母材HAZ性能必会明显劣化;③这种劣化的程度随焊接热输入的增大而加剧。
1.2 12Cr1MoV钢的理化性能及焊接性分析
1.2.1 理化性能
12CrlMoV钢是一种常见的珠光体耐热钢,应用广泛,常用来制造壁温≤580℃的高压、超高压锅炉过热器管、联箱和主蒸汽管道等。其化学成分见表3,力学性能见表4。
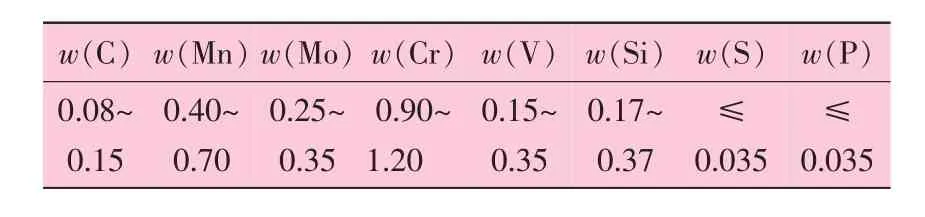
表3 12CrlMoV钢的化学成分%

表4 12CrlMoV钢的力学性能
1.2.2 焊接性能
12Cr1MoV耐热钢中由于C及一定量的Cr,Mo和V等合金元素,一方面在焊接过程中有一定的淬硬倾向,另一方面在焊接热循环决定的冷速条件下,接头的组织与性能极不均匀,焊缝和热影响区中有冷裂倾向。因此为了防止脆化及冷裂,12Cr1MoV耐热钢一般要求焊前应根据结构与具体生产条件进行预热。
1.3 T9l与12Cr1MoV异种钢的焊接性分析
(1)淬硬倾向。由于马氏体钢有明显的空冷淬硬倾向,焊后易得到硬度很高的马氏体组织,使焊缝金属脆性增加,在焊接热循环作用下,经高温过热,焊缝及熔合线附近晶粒急剧长大,加上焊接残余应力的作用极易形成冷裂纹。此外T9l钢与12Cr1MoV钢的碳当量值较高, 超过了产生冷裂纹的碳当量极限值0.4%,所以冷裂倾向均很大。
(2)形成增碳层和脱碳层。为了提高T9l钢的热强性,在钢中加了Mo,V和W等极易形成碳化物的元素,从而在焊接接头中使12Cr1MoV钢焊缝熔合线附近的碳扩散形成脱碳层,而T9l钢一侧由于碳的迁入形成增碳层,将大大降低异种钢接头的性能。
(3)性能的不均匀性。T9l钢与12Cr1MoV钢焊接时,由于焊缝两侧的金属和焊缝的合金成分有明显的差别,随着焊接工艺的不同,熔合比也将不同,最终造成整个焊接接头化学成分极不均匀,经过焊接热循环作用之后,焊接接头各区域也将出现不同的金相组织,这种差异致使焊接接头物理性能和力学性能也呈现不同。对焊接接头影响最大的物理性能主要有线胀系数和导热系数,它们的差异将在很大程度上决定着焊接接头在高温下使用的安全性。
2 T9l与12Cr1MoV管对接焊工艺试验
异种钢焊缝与母材的化学成分、金相组织、物理性能及力学性能都有较大的差别,焊接时必须采取一定的特殊工艺措施才能获得满意的焊接接头。
2.1 焊接方法的选择
常用的各种电弧焊接方法都可以进行焊接,但根据DL/T 752—2010《火力发电厂异种钢焊接技术规程》,在火电工业建设工程中,管道的焊接常采用手工钨极氩弧焊打底和焊条电弧焊盖面的焊接工艺,对于直径小于60 mm的薄壁管也可考虑全部采用手工钨极氩弧焊工艺。
2.2 焊材的选择
珠光体钢与马氏体钢焊接时可以选择3种不同的焊接材料:①与珠光体钢相似;②与马氏体钢相似;③与这两种钢完全不同的材质,即奥氏体焊条或焊丝。采用奥氏体焊条或焊丝可以使焊缝金属得到奥氏体组织,抗裂性能好。缺点是焊后回火热处理过程中易发生C的迁移;另外,奥氏体钢的热膨胀系数比马氏体钢大约50%,使焊缝金属产生较大的内应力,所以一般避免使用奥氏体焊条来焊接。根据前面对两种钢焊接性的分析,同时参考DL/T 752—2010《火力发电厂异种钢焊接技术规程》,决定选择焊材为:焊缝金属具有优良塑性和韧性的TIG-R40焊丝,规格为φ2.5 mm,铈钨极为φ2.5 mm;焊条为与珠光体钢相似的E5515-B2-V(R317),规格为φ3.2 mm。焊条使用前应进行350℃烘烤并保温1 h,使用中应放在100~150℃的便携式保温筒内随用随取。氩气使用前应检验其纯度,其纯度应在99.99%以上。
2.3 坡口组对
异种钢焊接时主要根据母材的厚度和熔合比来确定坡口角度,一般来说希望熔合比越小越好,因此应选择较大的坡口角度。坡口形式为钝边V形,坡口角度为60~70℃,钝边尺寸为0.5~1.0 mm,组对间隙为2~3 mm,以保证根部焊透。组对前应将坡口及内外壁15~20 mm范围内的油污、锈迹及氧化皮清除干净,直至露出金属光泽。
2.4 背面局部充氩气保护
为避免焊缝根部氧化,需要采用背面充氩气保护,为保证焊接质量并节约氩气,可采用局部充氩的方法。同时,由于氩气流量较小时保护效果不好,而加大氩气流量,会对焊接电弧产生影响,所以采用侧吹式局部充氩保护 (如图1所示)比较好。侧吹式局部充氩可采用水溶纸法,氩气流量为8~12 L/min。

图1 侧吹式局部充氩示意图
2.5 预热、后热、焊后热处理及层间温度控制
由于T9l与12Cr1MoV钢都有一定的淬硬倾向,通过焊前预热可以控制焊接区的残留氢的含量,降低焊接区的硬度和应力峰值及改善韧性。控制层间温度一方面可防止焊缝金属过热,另一方面是为了保持缓冷。及时有效的焊后热处理能起到改善焊缝及其HAZ组织,提高接头的韧性和高温持久强度以及消除焊接内应力等作用。因此,施工技术人员查阅了相关资料并借鉴其他单位对T9l与12Cr1MoV钢的焊接经验,制定了以下制度:
(1)预热温度。预热温度按T9l钢的要求进行选择,温度控制在150~200℃,手工氩弧焊打底完成后待温升至250~300℃进行焊条手工电弧焊,并保持此层间温度;
(2)后热处理。焊后升温至300~350℃,保温2h;
(3)焊后热处理。T9l钢的焊接接头,焊后必须缓冷到Mf点(150~100℃)以下,并保温0.5~1.0 h,使其焊接接头完全转变为马氏体组织,然后再升温至730~760℃进行回火热处理,保温时间2 h。升温速度应≤150℃/h。
T9l与12Cr1MoV异种钢焊接热过程工艺曲线如图2所示。

图2 焊接热过程工艺曲线图
2.6 焊接工艺参数的确定
焊接工艺参数对熔合比有直接的影响,焊接热输入越大,熔入焊缝的母材就越多,而焊接电流、电弧电压和焊接速度等工艺参数直接影响着焊接热输入的大小,因而焊接时应在保证焊缝质量的前提下,尽量采用小的工艺参数以减少热输入,降低熔合比。
焊接方法采用手工钨极氩弧焊打底和手工电弧焊盖面,焊接工艺参数见表5。
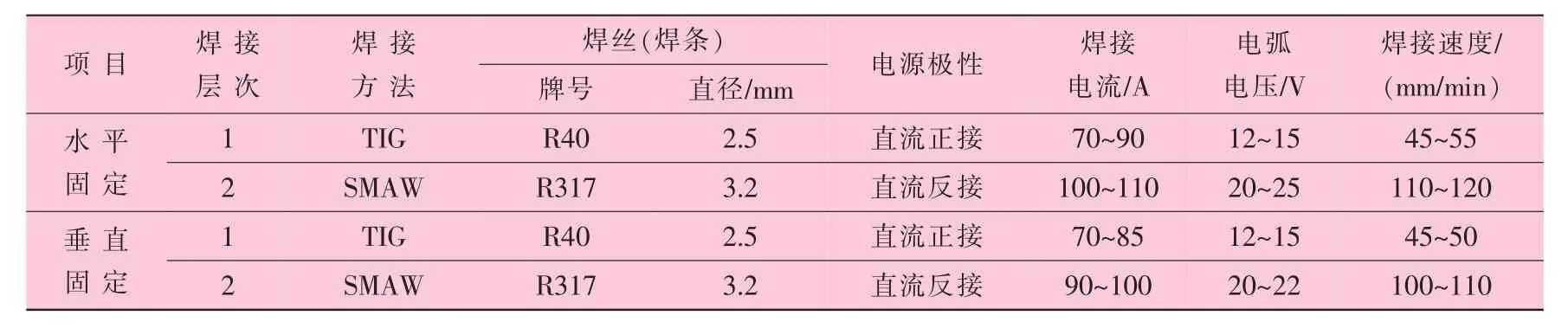
表5 T9l与12Cr1MoV管对接焊接工艺参数
2.7 焊接实施要点
(1)确定了焊接工艺参数后,焊接操作也是保证质量的重要过程,因此必须由合格焊工严格按照要求来实施管件焊接试验。
(2)焊前需清理坡口两侧各宽20 mm范围内的油污、锈迹、金属屑及其他有害杂质,注意打底层选用断续加丝以保证根部焊透不出现内凹,起弧应轻轻划擦,在出现熔池后加丝,抽丝时不宜离开氩气保护区。焊至点固焊点时应多加几滴焊丝,以免背面脱节。第1层焊缝焊接完毕后,应用角向磨光机、錾子或钢丝刷将焊渣、飞溅等杂物清理干净(尤其注意中间接头和坡口边缘)直至露出金属光泽,经自检合格后,方可焊接第2层。
(3)尽量减少收弧的次数,收弧时应将熔池填满,避免产生弧坑裂纹,待熔池填满后将电弧快速移出坡口边缘熄弧。
(4)注意充氩一定时间后才能焊接,焊接过程中焊丝和管子应始终处于氩气的保护下,不可让空气侵入焊接区以防氧化。
2.8 焊接试件检验
2.8.1 外观检验
(1)焊缝成形良好,表面平整、光滑,余高0~1.5 mm;
(2)焊缝表面没有裂纹、气孔、弧坑、夹渣、未熔合等缺陷;
(3)有一对管件背面咬边<0.5 mm,咬边长度小于该焊缝全长的10%,且不大于40 mm。焊缝外形尺寸符合设计及规程要求,经热处理后对焊件进行其他项目的检验。
2.8.2 无损探伤
焊后对焊缝进行100%的X射线检验,检验结果为Ⅰ级合格。
2.8.3 力学性能检测
试件力学性能检测结果见表6,检测合格。
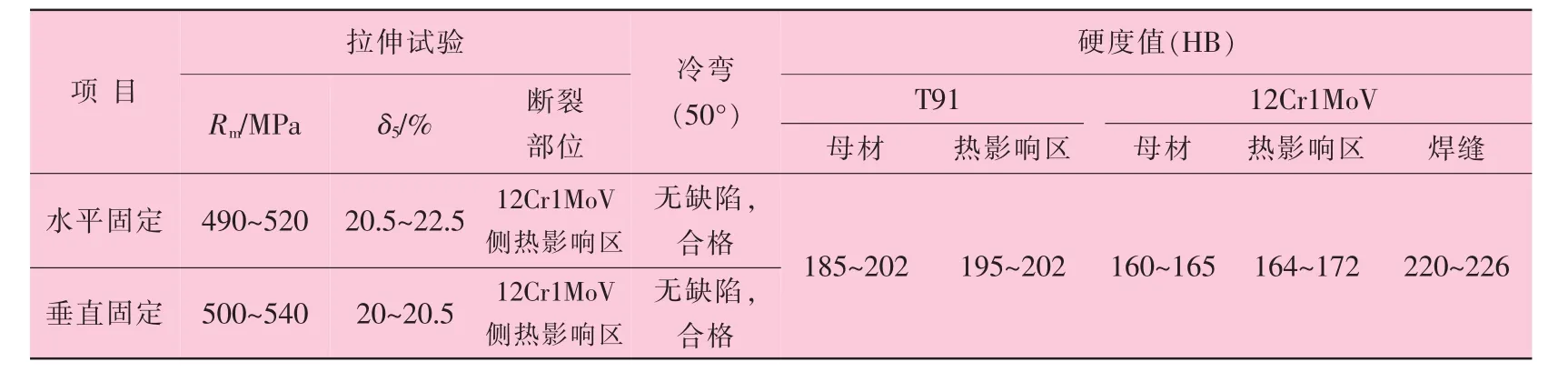
表6 T9l与12Cr1MoV管对接接头力学性能检测结果
2.8.4 焊接接头金相组织
T91钢热影响区为回火索氏体,12Cr1MoV热影响区为铁素体+珠光体,焊缝为回火索氏体,检测结果合格。
3 焊接工艺应用
采取上述工艺进行现场焊接,焊后用5倍放大镜或目测,对焊口进行100%的外观检验,焊缝边缘过渡圆滑,无裂纹、未熔合、未焊透、气孔、夹渣、凹坑等表面缺陷,咬边及错边量都没超出允许范围,焊缝外形尺寸符合设计及规程要求。对焊缝进行X射线检验,在上百道焊口中大多数一次合格,只有几道焊口因气孔超标未达到要求,经返修后全部合格。说明所用焊接工艺参数及焊接方法是合理的,为扩建工程的顺利完工提供了保证,为今后类似材料的焊接积累了可借鉴的经验。
[1]杨富,章应霖,任永宁,等.新型耐热钢焊接[M].1版.北京:中国电力出版社,2006.
[2]英若采.熔焊原理及金属材料焊接[M].2版.北京:机械工业出版社,2000.
[3]机械工业技师考评培训教材编审委员会.焊工技师培训教材[M].1版.北京:机械工业出版社,2004.
[4]陈欣.T91与12Cr1MoV异种钢焊接分析[J].焊接技术,2002(02):16-18.
[5]焦万才,张文明,刘兆甲.氩弧焊/实用焊接技术丛书[M].1版.沈阳:辽宁科学技术出版,2007.
[6]李亚江.焊接组织性能与质量控制[M].1版.北京:化学工业出版社,2005.
[7]赵立.T91/P91钢焊接工艺及参数的优化[J].焊接技术,2002(04):22-23.
[8]王世强,张媛.P91与12Cr1MoV异种钢超厚壁大径管焊接工艺[J].电焊机,2009(03):92-94.
[9]孙威.T91/P91钢焊接性及焊接工艺[J].金属加工(热加工),2006(10):28-32.
[10]杨富,章应霖.我国火电站焊接技术的现状及发展[J].焊接技术,2001(s1):5-7.
