大跨度桥梁用WNQ570钢的气体保护焊接性能研究
2014-03-06牛全峰
牛全峰
(恩施职业技术学院 电气与机械工程系,湖北 恩施445000)
0 前 言
在桥梁建造中,气体保护焊是箱型结构打底焊缝焊接采用的主要焊接方法之一,要求气保焊焊接接头必须具有优良的接头性能,达到桥梁建设用钢材结构的力学性能要求,这就需要事先对焊材与母材的匹配进行气保焊接性能试验验证。本研究主要针对武钢生产的大跨度桥梁用WNQ570钢两种交货状态下3种规格钢板进行手工对接焊性能试验,验证WNQ570钢匹配WER60和WER70N两种气体保护焊丝的接头力学性能。
1 焊接材料及焊接工艺
本试验采用武钢自主研发的WER70N和WER60耐候焊丝匹配WNQ570钢进行气体保护焊接,焊丝直径1.2 mm,焊接坡口为X形坡口,坡口角度60°,钝边2 mm。焊接试验规范见表1。
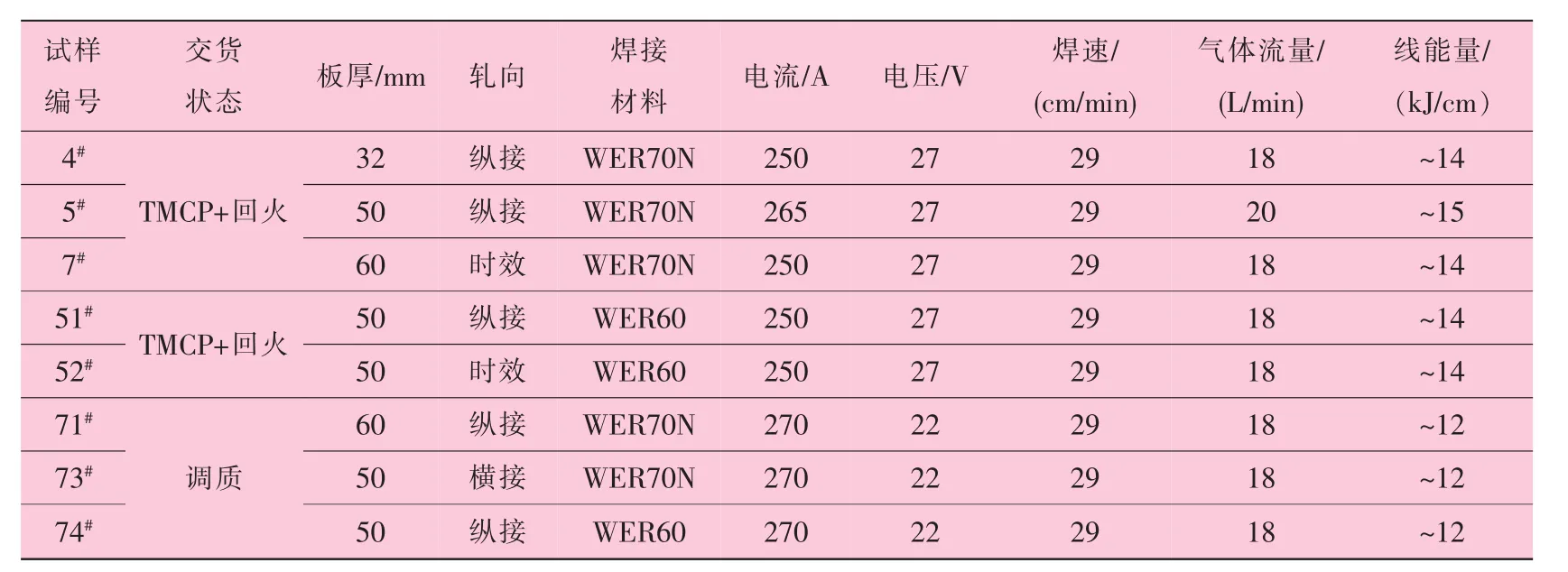
表1 WNQ570钢气体保护焊接试验规范
2 气体保护焊接试验结果
2.1 气体保护焊接接头力学性能
焊接接头力学性能试验结果见表2,冲击试验结果如图1所示,硬度试验结果如图2~图5所示。
从表2可以看出,全焊缝最低抗拉强度为635 MPa,接头冷弯和侧弯均完好,接头金属塑性优良。

表2 气体保护焊接接头力学性能试验结果
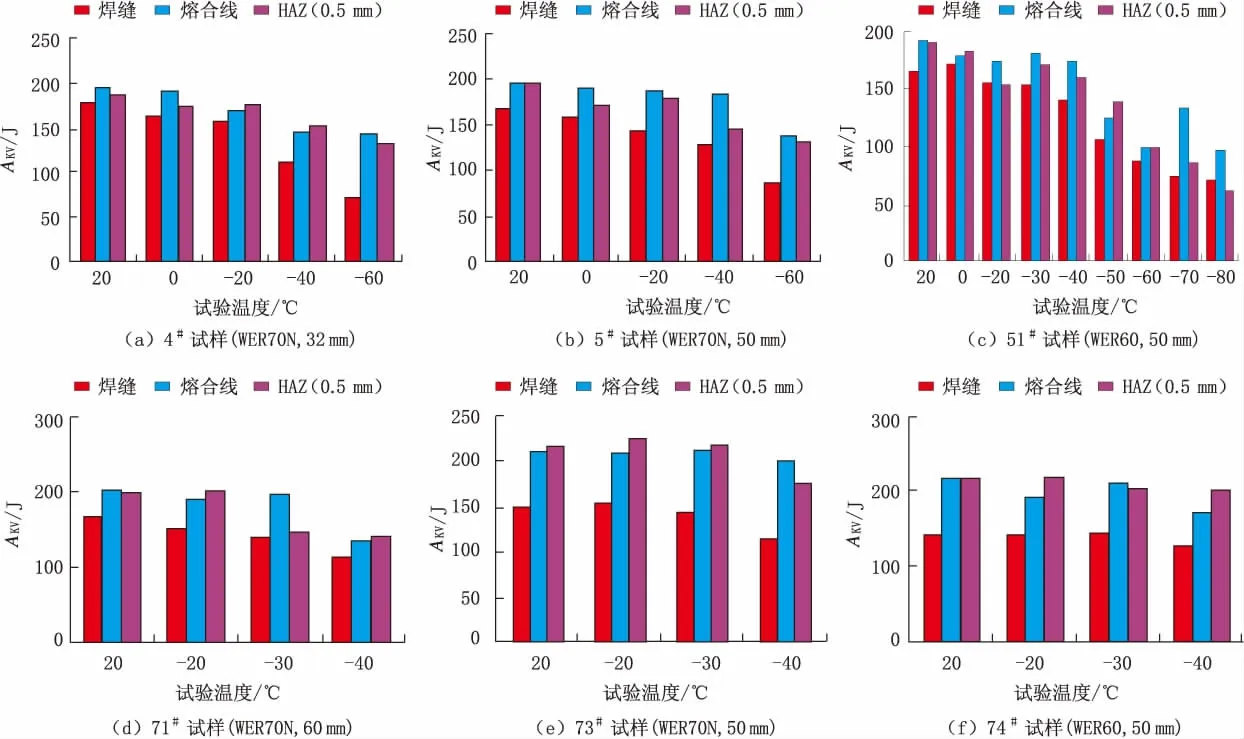
图1 两种气保护焊丝焊接接头冲击试验结果
从图1可以看出,焊缝-40℃平均冲击功达到103~141 J,熔合线-40℃平均冲击功达到164~196 J,热影响区-40℃平均冲击功达到140~202 J,接头冲击性能优良。

图2 4#试样不同位置硬度试验结果

图3 71#试样不同位置硬度试验结果

图4 73#试样不同位置硬度试验结果

图5 74#试样不同位置硬度试验结果
从图2~图5两种交货状态下气体保护焊接接头硬度试验结果可以看出,采用两种焊丝匹配WNQ570钢3种规格钢板,焊缝表层与中心全断面焊缝HV10均小于250,符合桥梁钢焊接性能硬度要求。
2.2 气体保护焊焊接头金相组织
气体保护焊接接头各区组织如图6所示。

图6 气保焊接头各区金相组织
气体保护焊接接头组织分析表明,焊缝组织为先共析铁素体+针状铁素体,过热区组织主要为贝氏体。从WNQ570钢3种规格板气体保护焊焊缝全断面宏观组织可知,采用的气体保护焊接工艺是合理的,焊缝无未熔透和气孔等缺陷。
2.3 气体保护焊接头时效试验
气体保护焊接头时效试验按照GB 2655《焊接接头应变时效敏感性试验方法》进行,时效冲击试验结果见表3。

表3 气体保护焊接头时效冲击试验结果(板厚 50~60 mm)
从表3可看出,两个炉批号的两种焊丝与两种规格钢板匹配的气体保护焊接头具有优良的时效性能,接头3个区域具有较低的时效敏感系数。
2.4 气体保护焊接头系列冲击试验
气体保护焊接头焊接材料采用WER70N,焊丝直径1.2 mm,板厚32 mm和50 mm,焊接线能量14~15 kJ/cm。接头3个区域系列冲击试验结果如图7所示,WER70N焊丝匹配两种规格板接头3个区域1/2上平台能转变温度见表4。
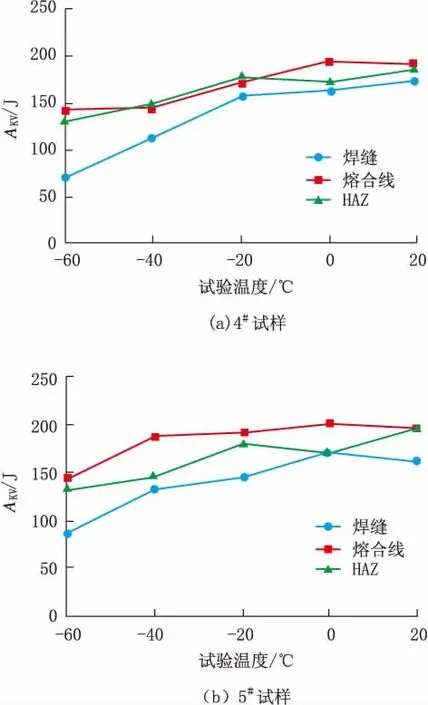
图7 气保焊系列温度冲击试验结果
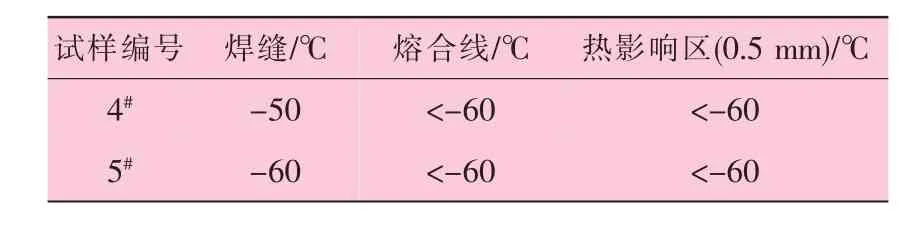
表4 气体保护焊接头3个区域1/2上平台能转变温度
从图7和表4可以看出,气体保护焊接头冲击功转变温度都在-40℃以下,转变温度较低,表明冲击性能优良。
3 结 论
(1)采用WER60和WER70N两种气体保护焊丝匹配WNQ570钢两种交货状态3种规格钢板进行焊接试验。结果表明,接头抗拉强度和冷弯性能优良。焊缝-40℃平均冲击功达到103~141 J,熔合线-40℃平均冲击功达到164~196 J,热影响区-40℃平均冲击功达到140~202 J。焊缝表层与中心全断面焊缝HV10均小于250,接头三区具有较低的时效敏感系数及较高的低温冲击韧性。
(2)气体保护焊接头过热区主要为贝氏体组织,焊缝金属主要为细小的针状铁素体组织,先共析铁素体组织较少,从而使焊缝有优良的低温冲击韧性。
[1]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2008.
[2]崔忠圻.金属与热处理原理[M].北京:机械工业出版社,2000.
[3]陈永勇.工厂常用钢铁的金相组织[M].北京:机械工业出版社,2008.
[4]SHINH S,LEEH M,KIMMS.ImpactTensileBehaviorof9%Nickel Steel at Low Temperature[J].International of Impact Engineering,2000(24):571-581.
[5]贾坤宁.高强度桥梁钢焊接性的研究[D].沈阳:东北大学,2008.
[6]缪凯,胡因洪,牟文广.WNQ690低屈强比桥梁钢复合焊接工艺研究[J].武汉工程职业技术学院学报,2013(02):5-7.
[7]缪凯,牟文广,胡因洪.WNQ570钢超厚板手工焊性能研究[J].武钢技术,2013(03):25-27.
[8]王立.高强度桥梁钢Q460q焊接性能研究[D].长春:长春工业大学,2010.
[9]缪凯,黄治军,牟文广,等.高性能WNQ570桥梁钢厚板熔透角接试验研究[J].钢铁研究,2010(02):17-19.
[10]贾坤宁,王海东,姜秋月.高强度桥梁钢焊接接头疲劳性能的研究[J].金属热处理,2009(04):37-39.
[11]刘艳萍.焊接桥梁钢疲劳裂纹扩展行为研究[D].武汉:华中科技大学,2010.
