X80大壁厚螺旋埋弧焊管外焊坡口角度研究
2014-01-23魏耀华郑青昊谢玉峰刘晶晶王林林王寅杰
王 洋,魏耀华,郑青昊,谢玉峰,刘晶晶,王林林,王寅杰
(1.渤海石油装备华油钢管有限公司,河北 青县 062658;2.渤海石油装备新疆钢管有限公司,乌鲁木齐830022)
0 前 言
随着石油和天然气等能源的不断开发,特别是以西气东输工程为标志的天然气管网建设,对油气输送钢管的需求达到了前所未有的高峰[1]。高压、长距离、大直径油气管道建设的快速发展,对螺旋埋弧焊管焊缝的质量要求也在不断提高,不仅要具有良好的焊缝形貌和较少的内在缺陷,优质的理化性能已成为行业内部竞争的重要手段。
为确保输送安全,目前国际上均采用高强度钢做为输送管线用钢。在管体壁厚方面,由于长距离输送,特别是海底输送管线,因受海水压力、冲击力、弯曲力等影响易出现压扁现象。因此,输送管线用管的壁厚也在不断增大[2]。而大壁厚钢管焊接时必然导致热输入量增加,焊缝和热影响区组织粗化,冲击韧性随之降低。因此,对管线钢焊接接头冲击韧性的研究及探索,是保证管线钢焊后质量的重要课题,具有很好的工程背景和应用价值[3]。生产大壁厚螺旋埋弧焊管时,为保证内外焊道的熔深、减小焊缝余高以及焊缝力学性能满足标准要求,一般均采取钢板边缘开Y形或X形坡口后进行埋弧焊接。选择合理的坡口形式是提高螺旋埋弧焊钢管焊接质量的关键[4]。本研究通过对不同内外焊坡口角度的X80M钢级22 mm壁厚钢板的焊接试验,并对焊缝及热影响区进行了金相、硬度和冲击性能试验,分析了该规格螺旋埋弧焊管生产的最佳内外焊坡口参数,以指导生产。
1 试验方案
1.1 母材
母材为国产X80M钢级的22 mm×1 550 mm热轧卷板,其主要性能见表1~表3。除此之外,导向弯曲试验弯芯直径220 mm,试验结果为合格;0℃时DWTT试验的剪切面积的100%。

表1 X80M钢母材化学成分%

表2 X80M母材拉伸试验结果
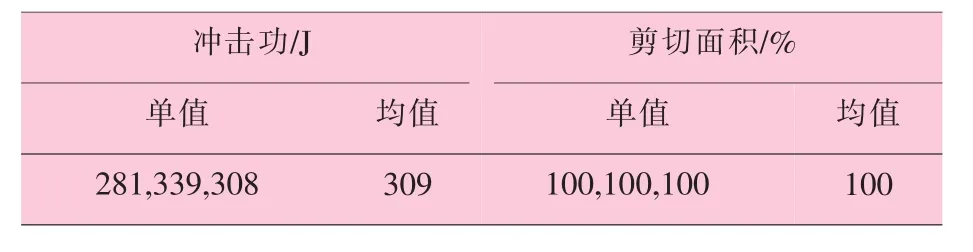
表3 X80M母材-10℃冲击试验结果
1.2 焊材
焊丝采用管线钢专用H08C焊丝。焊剂采用管线钢专用SJ101G焊剂。
1.3 坡口形式
坡口采用机械加工,焊前用不锈钢丝轮对坡口进行打磨[5]。试验时其余焊接条件不变,以外焊坡口角度变化进行取样,对5组试样进行先内焊后外焊的埋弧焊接,外焊坡口角度按照表4的顺序依次编号1#~5#,并对焊缝进行外观和无损检测,将检测合格的焊缝段制取试样进行力学性能试验,以寻求外焊坡口宽度与螺旋埋弧焊管焊缝形貌及力学性能的关系。
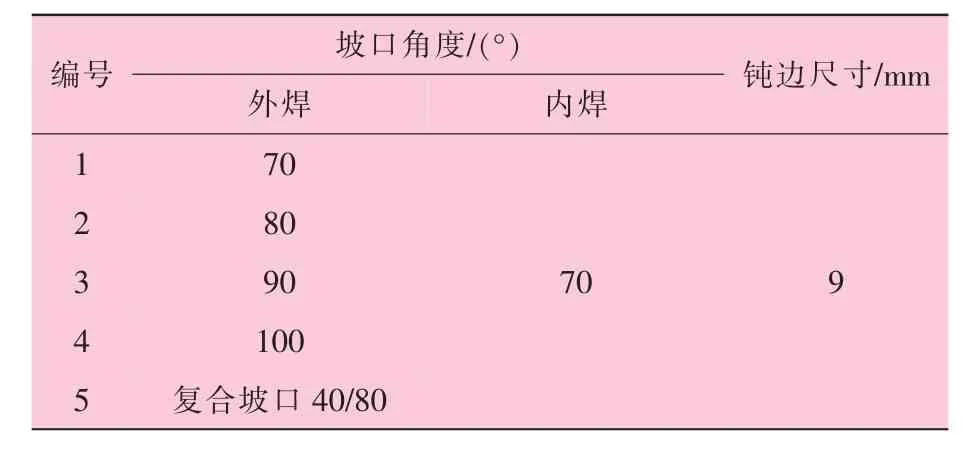
表4 试板坡口形式
1.4 试验焊接工艺选定
内、外焊均采用双丝埋弧焊接。前丝直径4.0 mm,电源为直流反接;后丝直径4.0 mm,电源为交流。焊接规范如下:内焊前丝,电流950 A、电压34~36 V;后丝电流500 A、电压39~41 V。外焊前丝,电流1 100 A、电压34~36 V;后丝电流500 A、电压39~41 V。焊接速度:1.1 m/min。
2 试验过程及结果分析
检验和试验的评判标准为 《OD 1 219 mm×22.0 mm X80螺旋缝埋弧焊管技术条件》。对每个试件首先进行外观检查,检查内容包括内外焊缝余高、焊缝宽度,焊缝是否有咬边、偏流等外观缺陷;然后对每个试件进行全焊缝手动超声波探伤检查[6]。在检测合格的焊缝上制取宏观检测试样、力学性能试验试样等各种试样。
2.1 外观检验结果
对各试样进行焊缝外观检验,结果见表5。
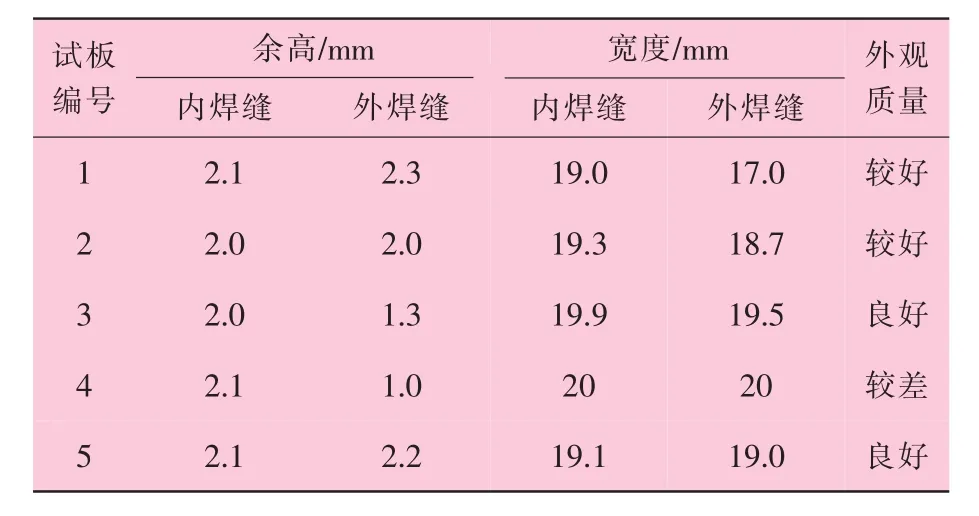
表5 焊缝外观检验结果
由表5可以看出,随着外焊坡口角度的增加,外焊缝高度从2.3 mm左右降低到1.0 mm左右,下降比较明显,外焊宽度略有增加。
2.2 宏观检验和维氏硬度检验
对各试块进行焊缝形貌宏观检验后,对焊缝和热影响区进行维氏硬度检验,维氏硬度测量位置如图1所示。

图1 维氏硬度测量位置示意图
宏观检验结果(见图2)表明,随着坡口角度的增加,焊道填充空间扩展,焊缝余高明显降低。同时熔深、熔宽尺寸随之增加,焊缝与母材之间的过渡角增大,焊趾形貌改善。但坡口角度过大时,容易引起焊道填充不足、焊缝低于母材及焊缝边缘咬边等焊接缺陷[6](4#外焊坡口100°试件由于填充金属不足外焊缝整体咬边较多)。

图2 各试件宏观检验结果
维氏硬度检验结果 (见表6)表明,各试块焊缝和热影响区同一检测位置硬度值没有明显差异,外焊坡口大小改变对维氏硬度的影响并不明显。
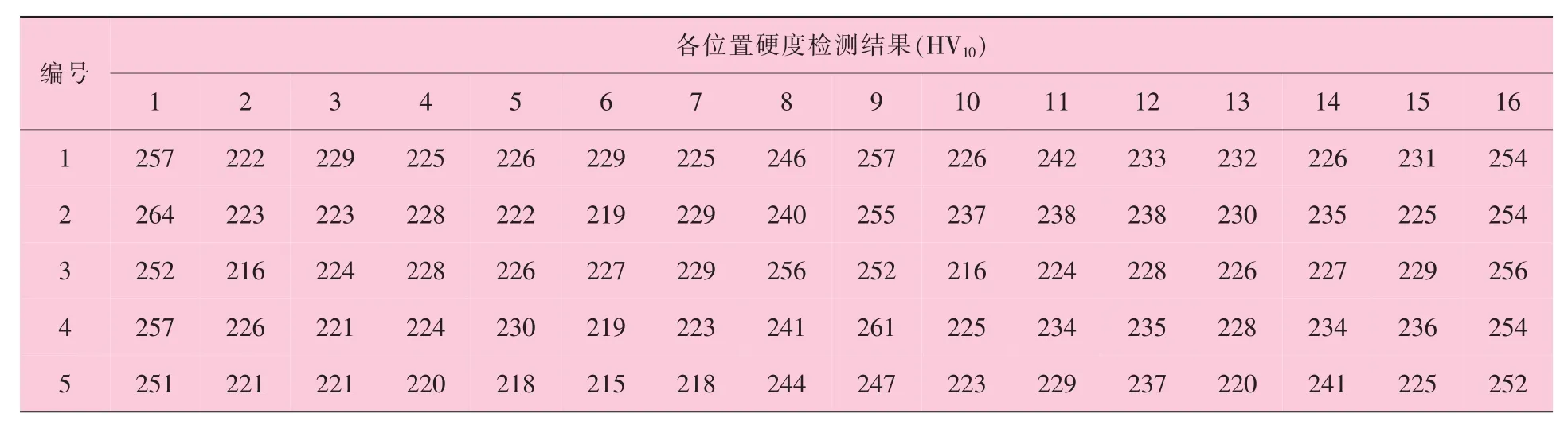
表6 各试件维氏硬度试验情况
2.3 冲击试验
冲击性能试验结果 (见表7)表明,外焊坡口角度增减,焊缝冲击韧性略有提高,热影响区冲击韧性变化不明显 (见图3和图4),使用复合坡口(5#)与 X 形坡口(1#~4#)试样的焊缝和热区冲击值对比并没有明显提高。存在这种关系有以下原因。
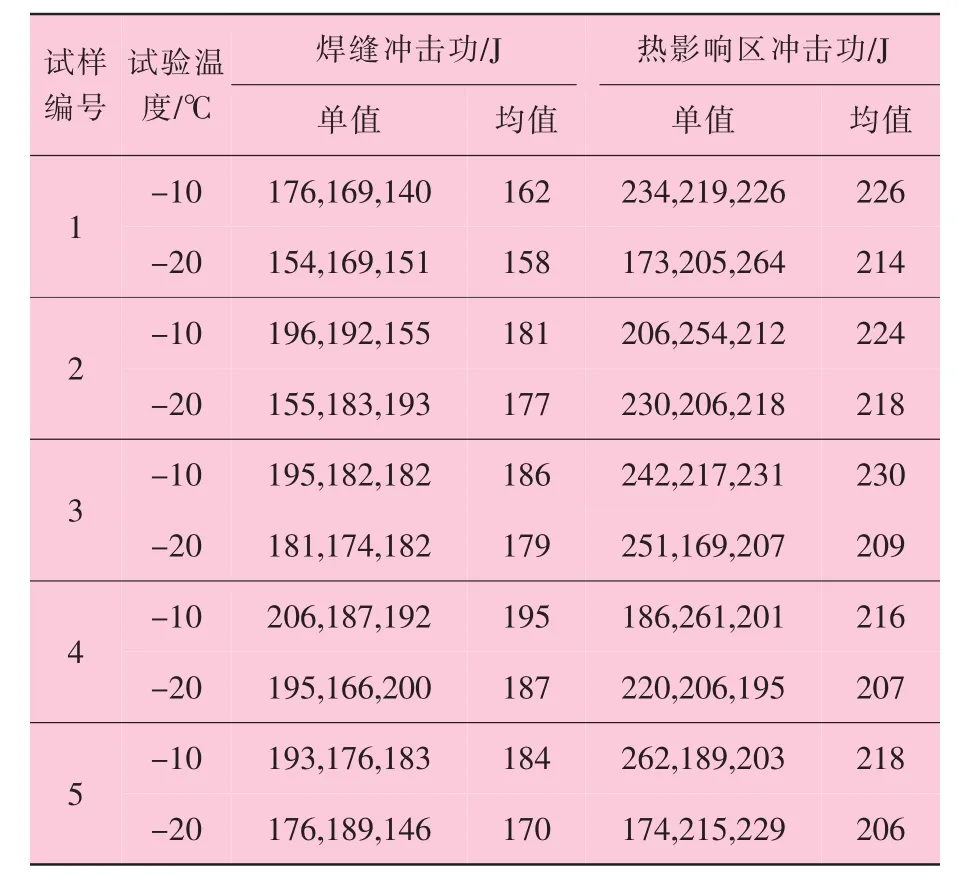
表7 各试件冲击韧性结果
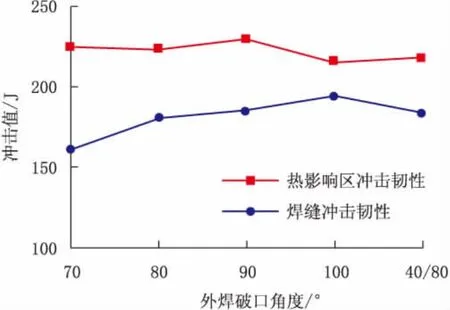
图3 不同坡口角度-10℃冲击功分布图
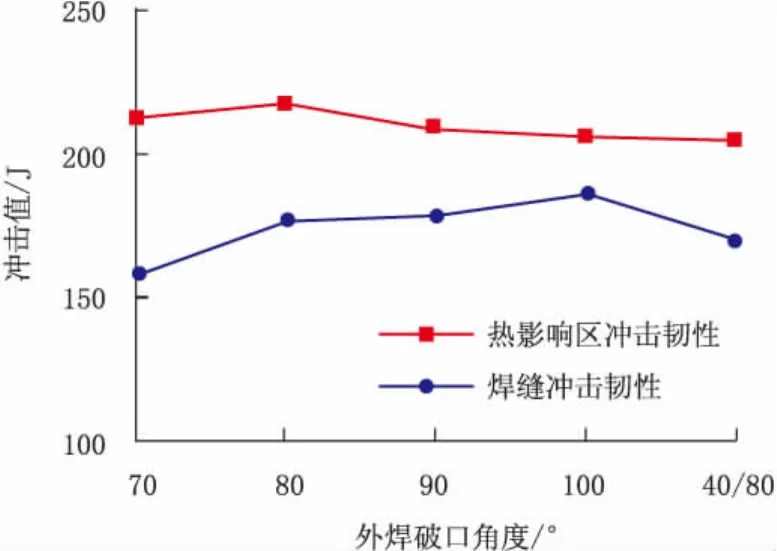
图4 不同坡口角度-20℃冲击功分布图
(1)对于焊缝冲击试验而言,随着外焊坡口角度增加,焊缝外焊道的填充金属相应增加,焊材中的Al,Ti,Mo,Nb和Ni等形成高熔点化合物,在焊缝金属结晶过程中成为形核点,促进焊缝中针状铁素体形核,起到了细化晶粒的作用,从而对焊缝冲击韧性起到了提高作用。同时焊缝在冷却过程中的冷却速度对针状铁素体的晶粒大小也有一定影响,冷却快时焊缝金属可得到更多的针状铁素体[7],焊缝晶粒细化,韧性提高。
(2)对热影响区冲击试验而言,由于试验壁厚较厚,外坡口角度变化对于热影响区取样位置几乎没有多少变化,因此冲击韧性几乎不变。
3 结 论
(1)随着坡口角度的增加,焊道填充空间扩展,焊缝余高明显降低。同时,熔深、熔宽尺寸随之增加,焊缝与母材之间的过渡角增大,焊趾形貌改善。但坡口角度过大时(尤其在深度同时较大时),容易引起焊道填充不足、焊缝低于母材及焊缝边缘咬边等焊接缺陷。因此,焊接规范一旦确定,要控制焊缝的形貌,就必须控制坡口的形状[8]。
(2)外焊坡口角度对大壁厚高钢级螺旋埋弧焊钢管焊缝维氏硬度影响不明显[9]。
(3)外焊坡口角度对大壁厚高钢级螺旋埋弧焊钢管焊缝冲击韧性影响较明显,随着外焊坡口角度的增加焊缝韧性略有提高,热影响区韧性几乎不变。
(4)使用复合坡口(5#)对大壁厚高钢级螺旋埋弧焊钢管的焊缝形貌和性能并未得到很好地改善,且在生产线上坡口尺寸均匀性控制难度大,实用性不如X形焊接坡口。
(5)X80级22 mm壁厚螺旋埋弧焊管生产时为同时保证焊缝韧性和外焊缝形貌,宜选择的外焊坡口角度范围为 80°~90°。
(6)在螺旋埋弧焊管生产中,生产前进行铣削工艺、焊接工艺理论计算,制定出合理的带钢铣削工艺、焊接工艺是十分重要的,它可以大大减少在生产线上的试验次数,降低生产过程中原材料的浪费[10]。
[1]王晓香.我国焊管业的现状及发展方向[J].钢管,2007,36(06):12-18.
[2]解培成,侯占森,于文光.大直径螺旋埋弧焊管在长输管线上应用的前景[J].鞍山钢铁学院学报,2002,25(04):273-279.
[3]张建勋.金属焊接性能的不均匀性及其尺度效应研究[J].电焊机,2009,39(01):24-28.
[4]刘速志.压力容器焊接接头设计[J].焊接技术,2005,34(03):60-61.
[5]陈俊强,周世锋,白凌云,等.坡口角度对TCS不锈钢焊接接头组织及力学性能的影响[J].焊接,2008(06):49-52.
[6]赵炜.螺旋埋弧焊管焊缝形貌控制方法研究[D].西安石油大学,2010.
[7]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1988.
[8]黎剑锋.钢管直缝埋弧焊焊接规范对焊缝形状的影响[J].钢管,2002,31(04):33-36.
[9]田均平.埋弧双丝焊工艺参数对焊缝成型的影响[D].西安石油大学,2009.
[10]刘洪飞.螺旋焊管带钢边缘铣削形状与焊接工艺的匹配[J].焊管,2007,30(04):61-68.
