谈三坐标测量机测量零件同轴度
2014-01-20魏国梁
魏国梁
(黑龙江工业学院,黑龙江鸡西158100)
谈三坐标测量机测量零件同轴度
魏国梁
(黑龙江工业学院,黑龙江鸡西158100)
利用思瑞三坐标测量机测量叉架类零件的同轴度;根据零件特点,采用构造公共基准轴线方法进行同轴度测量;合理选择测头、加长杆、测针,通过手动采集数据点编程,自动运行程序得出数据,根据数据进行同轴度评价。
三坐标测量机;叉架类零件;同轴度
1 三坐标测量机简介
三坐标测量机的出现是标志计量仪器从古典的手动方式向现代化自动测试技术过渡的一个里程碑。实现了对基本的几何元素的高效率、高精度测量与评定,解决了复杂形状表面轮廓尺寸的测量,例如箱体零件的孔径与孔位、叶片与齿轮、汽车与飞机等的外廓尺寸检测;提高了三维测量的测量精度,目前高精度的坐标测量机的单轴精度,每米长度内可达1um以内,三维空间精度可达1um-2um。对于车间检测用的三坐标测量机,每米测量精度单轴也达3um-4um;由于三坐标测量机可与数控机床和加工中心配套组成生产加工线或柔性制造系统,从而促进了自动生产线的发展;随着三坐标测量机的精度不断提高,自动化程序不断发展,促进了三维测量技术的进步,大大地提高了测量效率。
2 零件分析
图1零件属于叉架类零件,根据零件特点左侧φ34的孔和右侧φ25的孔是与轴承配合,为了保证轴和轴承组合件方便装入,工作时不产生干涉,就要求该零件左右两个孔有同轴度位置公差,零件加工后需要测量同轴度来保证能够正常使用。
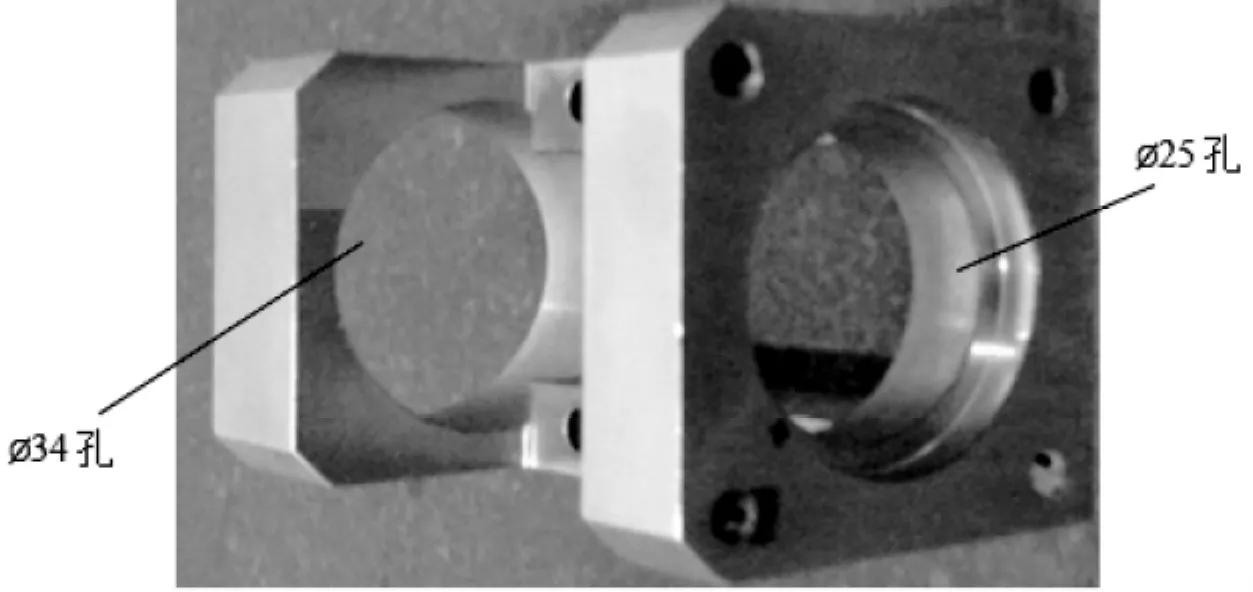
图1 叉架类零件
3 同轴度测量原理
3.1 同轴度的定义
在国家标准中,轴线的同轴度公差的定义为“公差带是直径为φt的圆柱面内的区域,该圆柱面的轴线与基准轴线同轴”。它有以下几种控制要素:
①基准轴线的建立;
②被测物体轴线的建立;
③考虑实际工作或装配要求作变通处理
3.2 用公共轴线作为基准轴线
当基准圆柱与被测圆柱较短且距离较远时,可以采用公共轴线作为基准轴线的方法,在基准圆柱和被测圆柱上分别测出两个圆,通过四个圆的圆心构造出一条直线作为基准轴线,然后分别计算基准圆柱和被测圆柱对基准轴线的同轴度,取其最大值作为该工件的同轴度误差。此种方法测量的结果,综合了基准圆柱和被测圆柱的位置关系,能够较准确反映基准圆柱与被测圆柱较远时的同轴度。

图2 同轴度测量示例
4 零件装夹
因为要测量图1叉架类零件左右两个孔的同轴度,零件装夹方式需要平放,为了能采集到左右两个孔的数据,需要配置加长杆,配置EM2加长杆长度为20mm。由于零件是长方体比较规整,且有一定重量,测头接触零件时,零件由于重力不会发生移动,不会产生振动误差,可以直接放在支撑块上,测量时采用MH20I手动测头,需要用到A90B90和A90B-90,为了保证测头不与大理石台面相撞,支撑块要有一定高度。放置时须保证零件长度方向与机器的X轴方向摆成一致,宽度方向与Y轴尽量保持平行,零件装夹方式见图3。
5 测量步骤
三坐标测量机型号:Croma8106
5.1 测针配置
由于孔有一定深度,直接用TP20的传感器是无法测量到孔的深处,所以采用EM2加长杆为20mm,为减小测头部分载重,选用φ2.5mm直径比较小的测针,型号为TIP3BY20MM,测头型号为MH20i,测针配置见图4。

图4 测头与标准球
5.2 具体步骤
①测针校验:三坐标测量机运行前要保证环境温度在20℃左右,三坐标测量机保证轨道、台面清洁,标准球擦拭干净不能有杂质、灰尘,否则会影响测量结果。此案例测头用到A0B0,A90B90,A90B-90三个角度,对每个角度都要进行校验,校正时测量标准球直径,误差要求小于0.003mm。
②手动建坐标系:采用平面—直线—点建立工件坐标系,在零件的上表面采集不在一条直线上的三个点构造面,零件的前面上采集在X轴方向上两个点构造直线,在零件的左侧面上采集一个点构造点,这样就建立好坐标系。建立好坐标系后不能再移动零件。
③自动建坐标系:因为零件精度要求比较高,用三坐标测量机自动测量,尽量减少人为因素给基准带来的测量误差。
④同轴度的测量方法,先手动采集数据进行编程,再自动运行采集数据。下面是详细的步骤:
步骤一:将测头转到A90B90采集左侧圆柱2,需要在不同平面内采集六个点;
步骤二:圆柱2找正,使圆柱轴线沿X轴正方向为圆柱正向;
步骤三:在左侧孔深处采集圆1,在同一平面内采集三个点;
步骤四:在左侧孔近处采集圆2,在同一平面内采集三个点;
步骤五:将测头转到A90B-90,采集右侧圆柱3,需要在不同平面内采集六个点;
步骤六:圆柱3找正,使圆柱轴线沿X轴正方向为圆柱正向;
步骤七:在右侧孔深处采集圆3,在同一平面内采集三个点;
步骤八:在右侧孔近处采集圆4,在同一平面内采集三个点;
步骤九:圆2,圆柱2,圆1,圆3,圆柱3,圆4依次套用出来点1至点6;
步骤十:用点1至点6最佳拟合构建一条3D直线;
步骤十一:评价。定义上面构建的直线为公共基准B;
分别评价圆柱2与圆柱3相对基准B的同轴度。下面是报告结果:

图5 同轴度测量结果
从测量报告上看圆柱2相对基准B的同轴度误差是 φ0.045,圆柱 3相对基准的同轴度误差是φ0.034,圆柱2的同轴度误差大,因此,该零件的同轴度误差是φ0.045。
6 小结
①通过分析叉架类零件的特点,采用构造基准轴线方法测量叉架类零件的同轴度;
②根据零件形状和重量,采用支撑块方式装夹;
③合理配置测头、加长杆、测针,手动编辑程序,自动运行得出数据,进行数据评价,得出该零件的同轴度误差是φ0.045。
[1]张辉.基于三坐标测量机同轴度的测量方法[J].现代制造技术与装备,2010(5).
[2]王文书.三坐标测量机对同轴度误差测量方法的探讨[J].制造技术与机床,2010(11).
[3]徐茂公.公差配合与技术测量[M].北京:机械工业出版社,2011:7.
(责任编辑 侯中岩)
TH721
B
1673-5382(2014)02-0083-03
2014-03-15
魏国梁(1982-),男,黑龙江鸡西人,黑龙江工业学院助教,硕士.
