基于改进实例推理的废旧零部件再制造工艺设计
2014-01-15江志刚
周 帆,江志刚,张 华
(武汉科技大学机械自动化学院,湖北 武汉430081)
再制造工程以废旧产品资源循环利用为目标,利用表面工程等先进技术进行再制造,是充分利用废旧产品中的附加值、解决资源与环境问题的有效途径[1]。废旧零部件再制造工艺设计作为废旧零部件再制造的重要内容,对提高废旧零部件再制造水平和再制造工程效益具有重要作用。现有研究在针对再制造某一具体工艺技术展开方面取得了一定的研究成果[2-7],但很少涉及针对废旧零部件的影响因素、失效特征信息及再制造修复方法来进行再制造工艺设计方面的研究。由于废旧零部件在失效特征、质量水平及历史信息等方面存在一定差异性,使得其知识规则提取困难,结构之间的冲突难以避免,而引入实例推理,利用类似旧问题的解决方法来解决新问题,可以有效解决再制造工艺知识规则提取困难及不确定问题。然而,现有实例推理方法在废旧零部件再制造工艺设计影响因素及局部工艺相似度差异性问题考虑较少,导致在进行实例检索时会出现漏检或者检索准确率不高。因此,如何有效提高实例检索的准确性,快速准确地确定废旧零部件再制造工艺方案,保证再制造生产的顺利进行,成为废旧零部件再制造工艺设计方法研究的重点与难点。
本文针对废旧零部件再制造工艺设计存在的问题,基于实例推理理论提出了一种改进型实例推理方法,构建了基于改进型实例推理的废旧零部件再制造工艺设计框架,分析了再制造设计过程的影响因素及其相似度计算方法,建立了实例特征因素的局部相似度修正系数向量,并将其与最邻算法结合以提高实例检索的准确性,从而形成废旧零部件最优化再制造工艺方案。
1 工艺设计框架
基于改进型实例推理的废旧零部件再制造工艺设计,是指根据再制造零部件要求,运用科学的决策方法和先进的再制造技术,并结合实例推理,对再制造工艺历史实例进行检索和对比修正,最终形成最优化再制造工艺方案的过程。
废旧零部件再制造工艺设计是一种基于废旧零部件资源的、以废旧产品为“毛坯”的产品工艺设计过程。在对废旧零部件破损情况以及特征信息分析建模基础上,选定其再制造工艺设计的影响因素,即多个特征因素,准确地对再制造工艺设计做出判定。通过在工艺实例库中对比检索,引入实例特征因素的局部相似度修正向量,依据相似阈值,筛选出满足条件的再制造工艺,形成实例集;若没有满足条件,则需要重新对废旧零部件进行再制造工艺设计。根据再制造工艺设计需求,进一步挑选再制造工艺实例集,确定最为满意的再制造工艺实例;若仍不满意,则可在此基础上对相似工艺进行必要修改。若仍没有合适的工艺,则需要重新进行工艺设计。对于输出的实例,根据实际加工结果填写评价意见,最后将成功再制造工艺存储在工艺知识库中,以备下次检索使用。基于改进型实例推理的废旧零部件再制造工艺设计框架如图1所示。

图1 基于改进型实例推理的废旧零部件再制造工艺设计框架
2 工艺设计的影响因素及其相似度计算
再制造工艺设计通过对再制造工艺实例库进行检索、组织和修改,快速准确地为不同废旧零部件制定最优化再制造工艺方案。再制造工艺实例在工艺实例库中以一定的组织结构存在(图2),因而再制造工艺设计需要对输入废旧零部件的组织结构进行分析,并选取对其工艺设计有重要影响的代表性特征因素作为实例推理的依据,包括材料特征、失效模式、精度特征、失效部位、失效程度、热处理特征、表面平行度、表面硬度和粗糙度等影响因素,这些因素的变化都能引起相应工艺参数的变化,最终导致再制造工艺过程的不同。

图2 再制造工艺实例组织结构
以某废旧零部件的再制造为例:废旧零部件的失效模式主要有磨损、腐蚀、疲劳裂纹和变形。针对不同的失效状况选取相应的再制造修复工艺[8-10],具体如图3所示。
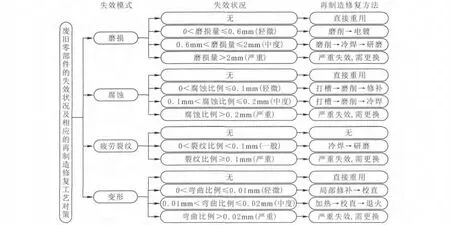
图3 废旧零部件失效状况及相应的再制造修复工艺对策
影响因素的相似度计算是检索最佳工艺实例的基础,在计算再制造新工艺与实例库中工艺实例相似度之前,必须先确定各影响因素不同取值间的局部相似度。由于废旧零部件再制造工艺设计影响因素属性及其描述具有多样性,一般地,可将影响因素的取值分为以下三类。
1)数值型 再制造零部件的加工精度、表面硬度、表面平行度、表面粗糙度等影响因素具有连续数值型值域,归为数值型。其属性相似度

式中:Simr(i,j)为再制造新工艺i与实例库中工艺实例j的特征因素r的局部相似度;u为属性i的最大取值,为属性i的最小取值为工艺实例i的第r个属性取值为工艺实例j的第r个属性取值。
2)字符串型 再制造零部件的材料类型、失效模式、失效部位、热处理等影响因素具有描述识别关键字特征,归为字符串型。其属性相似度

3)枚举型 再制造零部件失效程度等影响因素具有任意判定的离散型取值,归为枚举型,其属性相似度


表1 特征属性r关于实例的映射关系
3 工艺方案相似度求解
再制造工艺实例的检索就是通过确定的影响因素,检索出实例库中所存储的相似度最优且合适的再制造工艺实例的过程。目前最常用的方法有最邻近法、归纳索引法和知识引导法。本文采用最邻近法来进行检索,即通过实例特征元素局部相似度的权数累加之和来计算实例之间的总体相似度

式中,Sim(i,j)表示再制造新工艺i与工艺实例j的总体相似度;wr为实例特征因素r的权重系数。Simr(i,j)为再制造新工艺i与实例库中工艺实例j之间特征因素r的局部相似度。
实例求解的指标会影响到实例的局部相似度,进而影响实例的总体相似度。因此,为了保证实例检索的准确性,在计算实例的总体相似度时,引入局部相似度的修正系数向量Pk= (p1k,p2k,…,pnk),其中k为问题求解指标,以此体现问题求解指标对其影响。在式(4)的基础上,推理得到

式中:vk为第k个再制造指标所占的权重;prk为问题实例i和实例库中工艺实例i对应第r个特征属性的局部相似度在指标k下的修正系数。
式(5)计算的关键在于其中各参数的确定,影响因素权重wr与指标权重vk采用AHP方法来确定;局部修正系数向量Pk一般根据具体的问题的求解指标来确定。例如,在废旧零部件再制造工艺过程中,其局部修正系数向量Pk从再制造成本(C)、再制造周期(T)和再制造质量(Q)三个指标来确定取值(表2)。

表2 局部修正系数向量在CTQ指标下的取值
4 案例分析
以某机床厂废旧车床C6132床身再制造为例。结合该废旧车床床身工艺特征分析可得,其再制造工艺设计的实例推理由9个影响因数决定,分别是:材料类型(M)、加工精度(P)、失效模式(F)、失效部位(S)、失效程度(D)、热处理(H)、表面平行度(L)、表面硬度(C)、最大加工直径(R)。根据影响因素对废旧零部件制造工艺设计的不同重要程度,运用层次分析法对其两两评分进行取值,并构造其判断矩阵(表3),确定各个影响因素的权重。
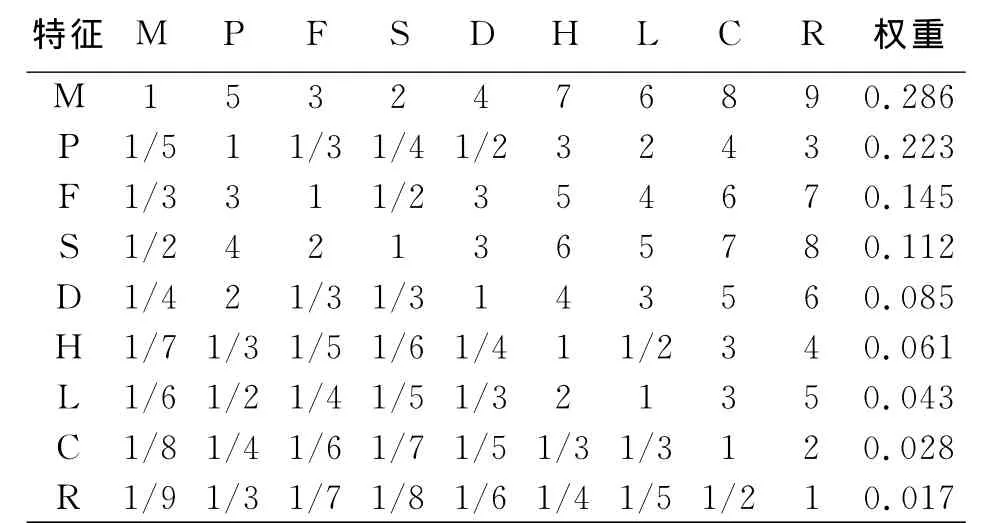
表3 判断矩阵
再制造工艺数据库中用于对比检索的再制造工艺以及新工艺如表4所示,用于对比检索的再制造工艺影响因素的局部相似度如表5所示。
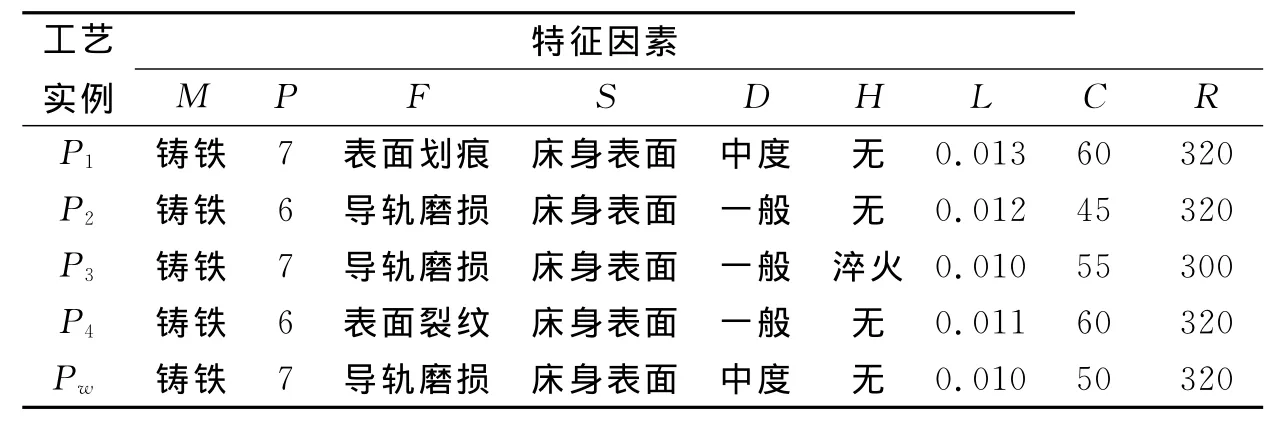
表4 再制造床身工艺实例集示意表

表5 再制造工艺影响因素局部相似度
以床身P2为例,比较再制造工艺影响因素局部相似度,计算各对应特征因素的相似度。
1)再制造床身的“加工精度”、“表面平行度”、“表面硬度”、“最大加工直径”属于数值型,用式(1)求解。“加工精度”的取值范围(0,8],“表面硬度”取值范围(40,70],“表面平行度”的取值范围(0.01,0.02],“最大加工直径”的取值范围(0,320]。
对于再制造床身“表面硬度”,已知床身P2表面硬度为45HRC,那么“表面硬度”相似度为:

同理可求得其他特征属性的相似度。
2)“材料类型”、“失效模式”、“失效部位”、“热处理”属于字符串型,用式(2)求解。对于特征属性“热处理”,其相似度

由于两实例特征“热处理”描述均为“无”,则两特征因素相似度为1。
3)“失效程度”属于模糊型描述,用式(3)求解。
再制造床身零部件的失效程度可以描述为{无,轻微,中度,严重},其映射关系如表1所示。相似度

计算再制造工艺方案相似度(以床身P2为例),根据再制造经验和专家评分,再制造床身3个指标权重分别给定为再制造成本(C)vC=0.3、再制造周期(T)vT=0.3、再制造质量(Q)vQ=0.4(表6)。将以上数据带入式(5)中,得Sim(Pw,P2)=

同理,可求出问题床身与其他实例的总体相似度

设定方案相似度阈值ε=0.8,得到实例P1、P2和P3满足条件,经过人工筛选,最终确定实例P2为最相似实例,以其为基础完成床身再制造工艺设计。

表6 再制造工艺系数比较过程
[1] Daniel V,Guide R.Production planning and control for remanufacturing industry:practice and research needs.Journal of Operations Management,2000(18):467-483.
[2] 李聪波,李玲玲,曹华军,等.废旧零部件不确定性再制造工艺时间的模糊学习系统[J].机械工程学报,2013,49(15):137-146.
[3] 李成川,李聪波,曹华军,等.基于 GERT图的废旧零部件不确定性再制造工艺路线模型[J].计算机集成制造系统,2012,18(02):298-305.
[4] 张 晶,梁工谦.基于零件质量不确定性的再制造生产系统可靠性分析[J].工业工程,2013,16(02):117-121.
[5] 江志刚,蒋小利,张旭刚,等.基于协同效应的再制造工艺技术决策模型及应用[J].机械设计与制造,2013(01):58-60.
[6] Gupta S M,Veerakamolmal P.A case-based reasoning approach for the optimal planning of disassembly processes[C]//Proceedings,2nd International Working Seminar on Reuse,Eindhoven,1999.
[7] Zhang H C,Yu Y,Jin K,et al.A decision-making model for materials management of end-of-life electronic products[J].Journal of Manufacturing System,2000,19(02):94–10.
[8] 武天弓.大型轴类零件的修复方法[J].华章,2011,20(03):287-289.
[9] Sabade S S,Walker D M.Evaluation of effectiveness of median of absolute deviations outlier rejection-based IDDQ testing for burn-in reduction[C].Proceedings of the 20th IEEE VLSI Test Symposium,Monterey,CA,2002:81-86.
[10]朱 军.轴类零件的损坏及修复工艺技术[J].现代制造技术与装备,2006,29(05):41-43.
