木粉加工目数与细胞裂解机理的研究
2013-12-29杨冬霞范长胜杨春梅
杨冬霞,范长胜,杨春梅
(1.东北林业大学,黑龙江 哈尔滨150040;2.哈尔滨学院,黑龙江哈尔滨150086)
木粉加工目数与细胞裂解机理的研究
杨冬霞1,2,范长胜1,杨春梅1
(1.东北林业大学,黑龙江 哈尔滨150040;2.哈尔滨学院,黑龙江哈尔滨150086)
依据木粉的目数和形态将其应用于不同材料领域可产生许多新特性的高附加值产品。在试验过程中以落叶松锯屑为加工原料,根据理论分析和试验结果,确定出了不同目数的木粉与木材细胞裂解间的关系及与加工工艺间的关系。试验结果表明,传统木粉机生产的木粉颗粒主要呈棒状,木屑颗粒的断裂主要是由于加工系统供给的能量大于纤维间的结合力,管胞间发生径向剥离并使颗粒的长径比随着颗粒的径向断裂逐渐减小;超细木粉机提供的能量使纤丝间发生位错产生滑移导致木材细胞横向结构破坏,木粉粒径更小。并将不同目数的木粉与加工时间、加工刀具和加工后得到的样品进行分析研究,并对木粉形态和粒径大小进行显微观测为针叶材管胞的破胞和今后纳米木粉的研究提供了意义重大的试验数据和理论支持。
落叶松木粉;木粉形态;木粉加工目数;颗粒长径比;细胞裂解机理
木屑是木材加工的副产品,将其超细粉碎加工后可形成高附加值的产品,木粉粒径的大小及其形态对其后其运用有着重要的影响[1-2]。人们越来越重视环境保护,正在逐渐减少用甲醛树脂为粘合剂的苯酚合成热固性树脂木质材料,以减少对人和环境的影响[3]。近年来无粘结剂的绿色环保型板材引起了人们极大兴趣,无粘结剂板材可用细小的木质纤维材料经热压实现,而无需添加任何粘合剂,在日本用振动磨将红麻芯粉加工到粒度为10 µm左右做为无粘结剂板材的粘合剂[4]。在研究和制造复合板材的过程中,发现木粉粒径越小,黏度就越高[5]。在常压下对木粉进行催化液化并将其进行催化裂解可得到生物燃料油,选用木粉、纤维素及木质素3种样品进行液化反应,经SEM照片分析三者液化前后形态,得出木粉的液化速度最快[6-7]。因此将木材加工到超细粉状态下进行木材液化使这项技术的工业化生产成为可能,将具有开创性的意义。本研究将木粉的粒径在9~23 µm间的木粉定义为超细木粉。如果将超细木粉填充胶黏剂、手机和电器的机壳、可降解汽车内饰件、金属表面的木粉静电喷涂材料等等都可派生出各类新型可降解的环境友好材料[8]。加工超细木粉的原材料廉价、可再生、可废物利用,使其具有巨大的商业价值,超细木粉的应用领域正走向一个广泛的空间。
1 木粉目数与木材细胞间的关系
木材纤维最有效的粉碎断裂方式有两种:一是针叶材管胞间的分离直至断裂,这种胞间分离能最大程度地破坏针叶材在横断面上的蜂窝状结构;二是管胞在长度方向上直接断裂,通过剪切使管胞长度变短。木粉的目数与粉体粒径间不呈线性关系,随着粉体目数的增大,粉体粒径逐渐减小。由于地域的原因试验原料选用的是兴安落叶松,将试验加工分离出的不同目数的木粉与兴安落叶松管胞平均弦直径进行对比,其结果见表1所示。

表1 不同目数木粉与管胞弦向平均直径的对比Table 1 Contrast of different meshes of wood powder and tracheid tangential diameter average
2 木粉目数与细胞裂解间的关系
根据加工原料粒径和产出木粉目数的不同,可以将木粉的生产分为两部分,首先是传统木粉机生产加工的普通木粉,生产出的木粉颗粒较大,目数较低,加工原料来源也较为广泛可以是木屑、短小的枝杈等纤维类物料;然后是将传统木粉进一步精细化即超细木粉的加工,生产出的木粉颗粒较小,目数较高,附着性较强,但加工原料的粒径也较小。传统木粉主要用于生产复合板材,而超细木粉可用于生产高附值产品或环保型板材。
2.1 传统木粉目数与细胞裂解间的关系
对不同目数的木粉颗粒进行显微镜观测其形态,是分析木屑颗粒断裂方式和粉碎机理的重要方法之一。传统木粉的生产主要是电动机带动主体机中的电机主轴作高速运动,使机械能对原料产生高强度的冲击力、剪切力、摩擦力、压缩力,这些力可使木屑颗粒发生胞间分离和管胞长度变短,使管胞的长径比发生重大变化。冲击力致使胞间层中的应力集中使管胞间或管胞发生分离和断裂。管胞间断裂可以分为胞间层分离和管胞撕裂两种情况。胞间层分离是由于管胞壁内纤维产生的非均匀性和各向异性造成的相邻层间应力与刚度不平衡,在受外力作用下管胞间易产生分离。管胞撕裂主要是由于木材在外力作用下,大多从细胞次生壁外层与中层之间的滑移而继发产生的,原因在于两层的微纤丝排列方向明显不同。在剪切力的作用锯屑颗粒内所含的管胞长度逐渐变短,在摩擦力和压缩力的共同作用下,使受外力的颗粒内部产生裂纹,使加工初期的颗粒具有三维方向的尺寸减少到只具有二维方向的尺寸,且颗粒内存在裂纹。
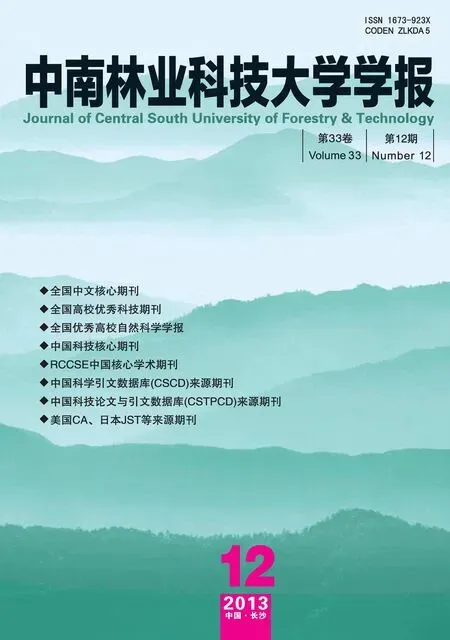
随着粉体粒径逐渐变小,粉体颗粒承受形变的能力逐渐加强,使其发生断裂的能量则需更大。在加工至200目左右时加工系统供给的能量大于纤维间的结合力,使颗粒在受到较大的剪切、冲击作用后发生变形,变形的程度未达到使纤维断裂的临界状态时,却可以使纤维发生剥离,从而在显微镜观测200目木粉时粉体大都呈棒状,且在边缘处还会观测到丝状,如图1(a)所示。将木粉加工至400目左右时加工系统供给的能量趋于稳定,加工箱中的物料变化量也趋于恒定,加工原料颗粒在各个方向上受到的力大小概率较为接近,单个颗粒所承受力的大小和方向比较均匀。在摩擦剪切过程中,颗粒的棱角被相互间的作用力而磨平,颗粒变得比较光滑,棒状程度与200目时的木粉相比要差些,如图所示1(b)所示为400目木粉形态。
木屑颗粒的长径比随着颗粒的径向断裂和管胞间分离使粉体的粒径逐渐减小,木粉的目数逐渐增大。采用有限元法计算胞间应力场,用平均胞间层正应力判据来确定管胞分离的应力大小。当平均胞层间正应力达到胞间层拉伸强度时,胞间层分离,即:
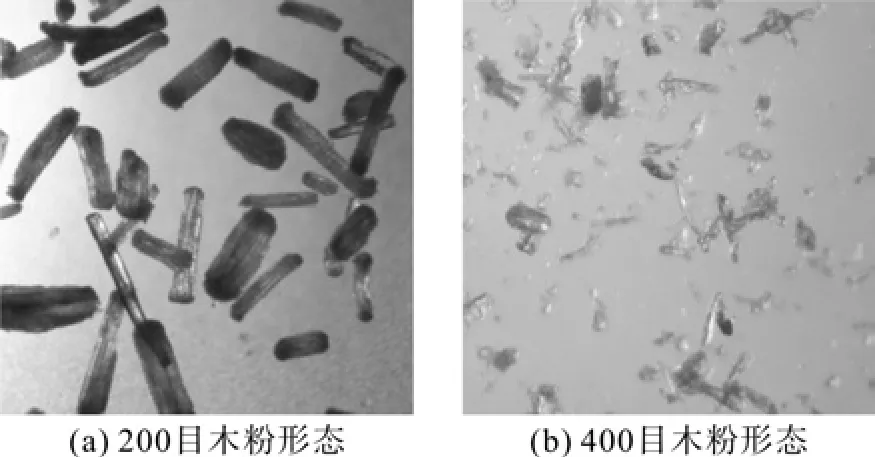
图1 传统木粉形态Fig.1 Traditional wood powder morphology

式(1)中:h0为特征长度,可取细胞壁的厚度。
此时采用胞间层正应力和剪应力的复合型判据,即:

式(2)中:τ0为细胞壁的剪切强度。
胞间层所受应力应用断裂力学中的叠加定理来进行计算,假设在加工过程中单个木粉颗粒承受拉伸载荷,则胞间层的分离起始应变为:

式(3)中:t为胞间层的厚度;E*为胞间层沿一个管胞壁或多个管胞壁面完全分离后若干组管胞壁的轴向模量。

式(4)中:Ei是管胞壁厚度为ti的管胞的轴向模量;E1am、1am分别为胞间层的理论轴向模量和试验测得模量;GC为临界能量释放率。
在实际加工过程中木屑颗粒受应力与剪应力共同作用,致使管胞间分离时主要承受的是Ⅰ型和Ⅰ型的力,因此可得到混合受力时管胞间的层间分离判据为:

式(5)中:GⅠ、GⅡ分别为Ⅰ型和Ⅱ型断裂时的能量释放率。
2.2 超细木粉目数与细胞裂解间的关系
对木屑颗粒粉碎加工过程的评价,单个木颗粒的破碎比和单位能耗是评价粉碎过程的重要参数[9]。在原料颗粒的破碎比相同时,单位能耗越低,粉碎效率就越高,表明粉碎效果越好;而颗粒粉碎在单位能耗相同时,破碎比越大,粉碎效率就越高,粉碎效果也就越好。在进行粉体加工时粉碎参数的确定一定要综合考虑木粉颗粒的破碎比和单位能耗两个因素。当木粉粒径在800目以上时,单个颗粒内裂纹个数较少,如只简单的增加外部施力方式难以使颗粒继续粉碎,因此需提高整体粉体加工设备的能量,图2(a)所示为800目木粉形态。它与400目木粉相比,其相对粒径的长度更短,在宽度上尺寸变化不大,图2 (b)图所示1 000目木粉,这时在木粉中可见整体球形度较好的颗粒。
对木屑颗粒粉碎加工过程的评价,单个木颗粒的破碎比和单位能耗是评价粉碎过程的重要参数[10-11]。在原料颗粒的破碎比相同时,单位能耗越低,粉碎效率就越高,表明粉碎效果越好;而颗粒粉碎在单位能耗相同时,破碎比越大,粉碎效率就越高,粉碎效果也就越好。在进行粉体加工时粉碎参数的确定一定要综合考虑木粉颗粒的破碎比和单位能耗两个因素。当木粉粒径在800目以上时,单个颗粒内裂纹个数较少,如只简单的增加外部施力方式难以使颗粒继续粉碎,因此需提高整体粉体加工设备的能量,图2(a)所示为800目木粉形态。它与400目木粉相比,其相对粒径的长度更短,在宽度上尺寸变化不大,图2 (b)图所示1 000 目木粉,这时在木粉中可见整体球形度较好的颗粒。
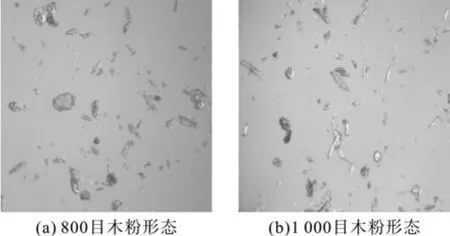
图2 超细木粉形态Fig.2 Superf i ne wood powder morphology
能量理论是研究颗粒断裂的最有效分析方法之一。由于木材细胞的结构特点使得对于800目以上的木粉受到外部能量使其断裂时,颗粒内原裂纹尖端处的裂纹扩展并不一定沿原裂纹面行进,而可能会沿着一个新的方向,形成裂纹分叉,使裂纹尖端发生钝化,纤丝间发生位错产生滑移。在加工过程中颗粒内裂纹所承受的载荷可能是拉伸载荷、剪切载荷和扭转载荷即Ⅰ型、Ⅱ型和Ⅲ型载荷,即出现复合型裂纹。研究复合型裂纹的断裂,主要解决两个问题,一是裂纹在复合型载荷作用下,起裂后的扩展方向;另一个是裂纹进行扩展时载荷的临界条件,在这里应用能量释放率理论主要进行第一个问题的讨论。
木材细胞的结构形态决定了在加工过程中细胞壁的断裂形式,即加工过程中细胞壁上的裂纹形态及扩展方向,原裂纹尖端的结构在受力过程中的变化不但决定了断裂能量而且还决定了裂纹扩展机理。在复合型裂纹情况下,计算单个颗粒断裂所需能耗较为困难,但颗粒中出现裂纹则会增加一个新表面,此表面具有表面能,系统所释放的能量U的一部分将会转化为表面能。根据能量的交换关系,可以得到:

式(6)中:W为外力功;A裂纹表面面积;S表面能。
将式6的左边可写为:

式(7)中:G为能量释放率,N/M;GC为临界值。
G是与结构的受力形式、裂纹尺寸和形式等有关的一个力学参数,G为裂纹扩展一个单位长度时所需要的力,也就是裂纹扩展力。颗粒发生断裂时,裂纹沿着能产生最大能量释放率的方向起裂扩展,且当这个方向上的能量释放率达到一个临界值时,裂纹起裂扩展。为了计算裂纹分叉后的能量释放率,假设裂纹的扩展是连续的,即在原裂纹尖端处分叉如图3所示。图3中支裂纹长度为,数值很小则可认为在分叉后的裂纹尖端o点的应力、位移、应变场仍等于未分叉前该点原有的应力、位移、应变场;,是以分支裂纹尖端为原点的新坐标系中的坐标值;、为分支裂纹扩展方向和角度。
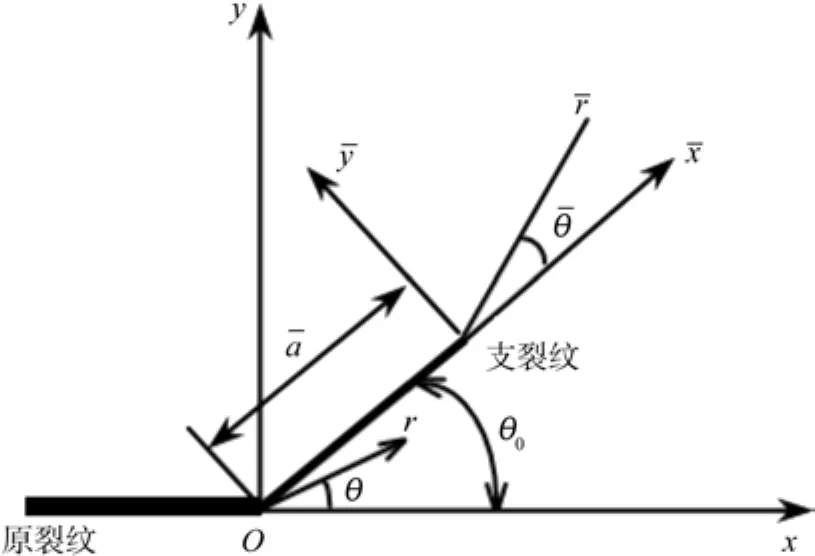
图3 分叉后的裂纹Fig.3 Crack after bifurcation expressed in coordinate system
分叉后的裂纹能量释放率为:

则分支裂纹沿θ=θ0方向的能量释放率为:

由此可以看出,对于一个受Ⅰ—Ⅱ型复合载荷作用的裂纹,开始分叉扩展的瞬间能量释放率由未扩展前的应力状态和分叉扩展的方向角决定。满足裂纹开始分叉扩展的方向角θ表达式为11式。

满足式(11)所求得的方向角也将是σθ为最大值,θ为其极值的方向。由式(9)、式(10)和式(11)可知,应有ΙΙ=0。因此,由式(11)可得到能量释放率为:

因此,在加工超细木粉的过程中欲使目数高的粉体颗粒发生断裂,就是使颗粒上的原微观裂纹在外部能量的作用下沿其滑移面扩展形成多条支裂纹。颗粒在机器中经过反复加工吸收能量使颗粒继续破碎以达到要求的更高目数。
2.3 不同目数木粉与加工工艺间的关系
通过对不同目数木粉形态尺寸的比较可以得出,在用兴安落叶松锯屑进行超细木粉的加工试验过程中,木粉的目数随时间的变化并不显著,如图4所示。在加工开始就可得到目数较低的木粉,这是由于加工原料在加工过程中受到外部施加的机械能变成原料颗粒的应力能,应力能根据物质的几何形状和内部裂纹形式,使颗粒裂开而破碎。随着颗粒的破碎,颗粒的粒径越来小,其内部裂纹也变得越来小越来越少,如果外界施加的机械能不能满足更小颗粒的断裂能,则无论加工时间延长多少都很难使颗料继续破碎。

图4 加工时间与木粉目数的关系Fig.4 Relation of processing time and wood powder mesh
欲提高木粉的目数可以通过减小加工刀具刀片间距离,如图5所示。减小刀具刀片间距离可使木粉的目数有所增加,刀片间距与目数之间并非线性,刀片间距有一极值,当达到间距极值时,木粉目数就不再增加,同时刀具设计难度也增大。当高速旋转的刀具与颗粒之间产生高频率的碰撞并使颗粒与刀片间产生强剪切作用,使加工颗粒受到多次撞击和强剪切而粉碎,但在设计中如果只减小刀具刀片间距离而不能提高颗粒在加工过程中的碰撞速度,也很难提高木粉的目数。
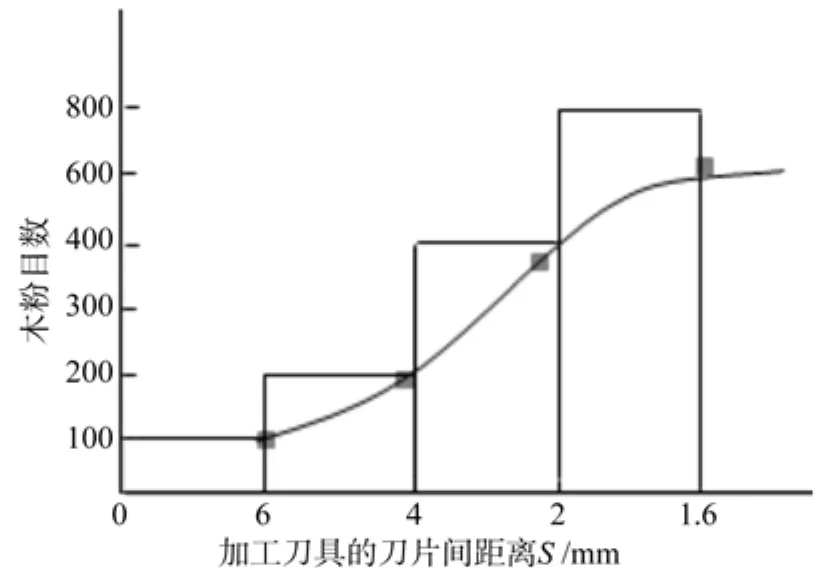
图5 加工刀具的刀片间距离与木粉目数的关系Fig.5 Relation of distance between cutting blades and wood powder meshes
在试验中取一定量的锯屑进行加工,并将收集区所得木粉进行显微镜观测比较,可得出图6和图7。随着目数的增加收集到木粉量就越来越少,但在400目左右出现极值。这是由于兴安落叶松早材管胞平均弦向直径40 µm,晚材管胞平均弦向直径36 µm,而400目颗粒的粒径大约是38 µm,500目颗粒的粒径大约是25 µm。在收集到的400目左右的木粉时其中会有许多晚材细胞没有破壁,没有破壁的细胞所需的外部能量就较少,而总体比例占很大。而高于400目就需要细胞都破壁,则所需的外部能量就较大,而总体比例占得相对就较小。随着木粉目数的增加,细胞壁的完整度也就逐渐降低,目数越高细胞的完整度也就越差,则细胞壁上的显著特征纹孔的完整度也就越差。但从图7中所示可以看出它们近似呈线性关系增长,这与木材本身结构特点有关。欲加工出高目数的木粉仅提高加工设备的一项性能是不能够实现的,这需要提高整个试验设备的机械性能。

图6 样品比例与木粉目数的关系Fig.6 Relation between sample ratio and wood powder meshes

图7 细胞壁纹完整度与木粉目数的关系Fig.7 Relation between cell wall texture integrity and wood powder meshes
3 结 论
将传统木粉机加工的木粉与超细木粉机加工的木粉进行木粉粒径与形态的比较,并将不同目数的木粉通过显微观测,确定出在加工初期锯屑颗粒主要受到冲击力和剪切力作力,使锯屑颗粒内出现的微裂纹,在外力作用下管胞间易产生分离,管胞间的分离破坏了针叶材在横断面上的蜂窝结构,可加工出的木粉目数较低。随着加工时间的延长粉体的粒径逐渐减小,木粉的目数逐渐增大,颗粒内裂纹数量越来越少,所需的单位能耗将不断增大,在颗粒内所含的纹孔和木射线这些位置处就容易形成应力集中,这些木材加工中的薄弱组织在外力作用增大时就会使其破坏,使木粉粒径进一步缩小,在较高目数加工过程中起主要作用的是摩擦力和剪切力。因此,低目数的木粉棒状形态显著,而高目数的木粉没有尖锐的棱角且有一定的球形度。
[1]Obernberger Ι, Thek G. Physical characterisation and chemical composition of densified biomass fuels with regard to their combustion behaviour[J]. Biomass & Bioenergy, 2004, 27(6)∶ 653-669.
[2] 杨春梅,吴全会,马 岩,等.动压射流制备微纤丝实验设备动静磨盘的设计[J].中南林业科技大学学报, 2013,33(10)∶ 135-140.
[3]Laemsak N. Properties of binderless boards from steamexploded fi bers of oil palm frond[J]. J Wood Sci. 2000,46(4)∶322-326.
[4]Motoe Ando, Masatoshi Sato. Manufacture of plywood bonded with kenaf core powder[J]. The Japan Wood Research Society. 2009,55(1)∶283-288.
[5]M. Le Baillif, K.Oksman. Progress in Wood and BioFibre Plastic Composites [M]. Canada∶ Toronto ,2006,5.
[6]张海荣,庞 浩,石锦志,等.木粉及其组分的多元醇酸催化热化学液化[J].林产化学与工业,2012,32(2)∶14-20.
[7]Zhang H R, Ding F, Luo C R, et al. Liquefaction and characterization of acid hydrolysis residue of corn cob in polyhydric alcohols[J]. Ιndustrial Crops and Products, 2012, 39∶ 47-51.
[8] 孙 鹏,陈慧清,盖国胜.对木粉加工技术研发与装备状况的认识 [N].中国建材报 , 2009-10-19(03).
[9] 朱再胜,盖国胜,吴成宝,等.不同含水量木质生物质的粉碎特性研究[J].中国粉体技术,2012,18(2)∶7-11.
[10] 翁星星,盖国胜,吴成宝,等.林木生物质剪切粉碎特性及其机理分析[J].林产化学与工业,2012,32(1)∶19-24.
[11] Matuana L M, Jin S, Stark N M, et al. Ultraviolet weathering of HDPE/wood-f l our composites coextruded with a clear HDPE cap layer[J].Polymer Degradation and Stability,2011,96(1) ∶ 97-106.
[12] Gregorova A, Hrabalova M, Kovalcik R, et al. Surface modification of spruce wood flour and effects on the dynamic fragility of PLA/wood composites[J]. Polymer Engineering and Science, 2011, 51(1)∶ 143-150.
[13] Laemsak N.Development of boards made from oil palm frond ΙΙ∶ properties of binderless boards from steamexploded f i bers of oil palm frond[J]. J Wood Sci. Okuma M. ,2000,46∶322–326.
[14] Zhang H R, Pang H, Ji H G, et al. Ιnvestigation of Liquefied Wood Residues Based on Cellulose,Hemicellulose and Lignin[J].Journal of Applied Polymer Science,2012, 12(3)∶850-856.
[15] 周先雁,王兰彩.碳纤维复合材料(CFRP)在土木工程中的应用综述[J].中南林业科技大学学报,2007,27(5)∶26-32.
[16] 李 坚.木材科学 [M].北京∶高等教育出版社,2002.
Study of wood powder processing mesh size and cell lysis mechanism
YANG Dong-xia1,2, FAN Chang-sheng1,YANG Chun-mei1
(1. Northeast Forestry University, Harbin 150040, Heilongjiang, China; 2. College of Harbin, Harbin 150086, Heilongjiang, China)
According to wood powder’s mesh size and morphology, they are applied in different materials f i elds and can produce a lot of high value-added products with many new characteristics. Ιn the course of the experiments, with larch sawdust as the raw materials, based on the theoretical analysis and experimental results, the relationship among the wood powder with different meshes, the wood cell lysis and the processing technology were determined. The test results prove that the wood particles produced by traditional wood powder machine primarily showed a rod shape, the fracture of sawdust particles is mainly attributable to the energy of processing system supply being more than the binding force between f i bers and to the radial separation among tracheids, which made the particle aspect ratio gradually decreased with radial fracture; The energy that super f i ne wood powder machine provided made the interf i brillar to be dislocation and slippage and resulted in that the lateral structure destruction of the wood cell, thus the wood powder particle size was smaller. The relations between wood powder with different meshes and machining time, machining tool and the processed sample of different mesh size of wood powder were analyzed and the wood powder morphology and particle size were observed with microscope. This provides great signif i cance test data and theoretical support for softwood tracheids’ broken-cell and future producing nano wood powder.
larch wood powder; wood powder morphology; wood powder processing mesh size; length to diameter ratio of particle; mechanism of cell lysis
S781
A
1673-923X(2013)12-0140-06
2013-03-29
国家自然科学基金项目(31070500)和黑龙江省教育厅科学技术研究项目(12533043)共同资助
杨冬霞(1976-),女,内蒙古自治区人,博士研究生,讲师,主要从事木材微细加工方面的研究
[本文编校:文凤鸣]