基于ANSYS的冷剪切机偏心轴强度分析
2013-12-23张皖菊刘智
张皖菊, 刘智
(安徽工业大学a.材料科学与工程学院实验中心;b.机械工程学院,安徽 马鞍山243002)
1 引 言
由国内引进图纸制造的850MN 冷剪切机,其结构形式为平行刀片式,剪切机构主要由偏心轴、连杆、刀台等零件组成。剪切产品规格为φ14~φ50mm 圆棒,剪切钢种为合金钢。包括GCr15 轴承钢、不锈钢、弹簧钢、合金结构钢等。其中,GCr15 轴承钢最具抗剪能力。本文针对φ50mm规格GCr15 轴承钢的剪切,校核最大剪切力下剪切机偏心轴的力能状态。
2 偏心轴静力矩计算
轧件在剪切过程中,可分为两个阶段:压入和滑移阶段,剪切过程由压入阶段过渡到滑移阶段时剪刃对轧件的压力P 即为剪切该轧件的剪切力。
已知剪切力850MN,轧件为φ50mm 规格GCr15 轴承钢,据此可求偏心轴上的静力矩。

力矩;Mkon-空载力矩。
考虑摩擦的剪切机构受力简图如图1。
令M′j=Mp+Mf,根据几何关系可以求得:

式中,P-剪切力;C-考虑摩擦后,连杆作用力PAB对偏心轴中心的力臂,C=Rcos(α-β-γ-90°)+ρA+ρ0。
其中,ρA-铰链点A 处的摩擦圆,是摩擦系数μ 与偏心轴半径RA的乘积,μ=0.03,ρA=μRA;ρ0-偏心轴轴颈处摩擦圆半径,ρ0=μR0。

图1 剪切机构受力简图

取Mkon=0.1M′j,则Mj=779.35kN·m。
3 偏心轴校核
3.1 理论校核
由于偏心轴中间偏心部分短而粗(图2),受载后变形较小,故可将作用在偏心轴上的连杆力看作均布载荷。根据对某些大型的偏心轴轴颈接触应力的有限元计算结果,可认为支点距离轴承的实际支撑内侧约为轴颈直径的1/10。同时,由于传动齿轮对偏心轴的作用力远远小于连杆力,可以忽略不计[2]。偏心轴计算简图如图3 所示。

图2 偏心轴三维图

图3 偏心轴计算简图
A-A 断面受弯扭联合作用,但由于弯矩比扭矩大得多,故可忽略扭矩的影响,其误差为3%~5%[2]。A-A 断面弯矩及弯曲应力σ分别为
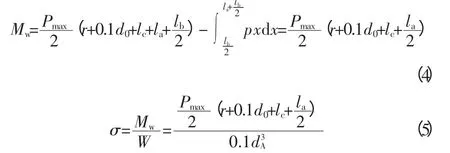
式中,Pmax-最大剪切力,Pmax=8.5MN;dA-偏心轴偏心部分直径,dA=570mm;r-圆角半径,r=20mm;d0-偏心轴轴颈直径,d0=420mm。
B-B 断面可按纯扭矩计算,其剪应力τ 为

计算可得,σ=132MPa,τ=53MPa。偏心轴材料为40CrNiMo,屈服强度835MPa[3]。
偏心轴的许用应力可按下式计算

式中,[σ]-许用弯曲应力;[τ]-许用剪应力;nσ-安全系数,nσ=2.5~3.5,取nσ=3;σs-材料屈服极限,σs=835MPa。
算得许用应力[σ]=278MPa,[τ]=209MPa,σ<[σ],τ<[τ],故偏心轴强度满足使用要求。
3.2 有限元校核
由于偏心轴断面复杂,倒角甚多,为保证分析结果的准确性,在三维建模软件中严格按照图纸尺寸建立偏心轴三维模型,不作简化。再将其导入ANSYS 有限元软件中,建立有限元模型。划分网格时,采用手动控制,对倒角、尖角等易造成应力集中处进行网格细化处理。施加约束时,在连杆和偏心部分接触处施加周向约束。理论校核时,载荷简化为集中力,在ANSYS 中则施加余弦力,在轴颈处施加径向约束,在近齿轮的偏心轴端面施加轴向约束。将扭矩计算好后以周向力的形式施加在偏心轴与齿轮接触面的节点上。具体方式如图4 所示,偏心轴Von Mises 应力图及Y 向(重力方向)应变图如图5、图6 所示。

图4 偏心轴加载及约束图

图5 偏心轴Von Mises 等效应力图

图6 偏心轴Y 向位移图
图5 显示,偏心轴最大Mises 等效应力值为182MPa,小于40CrNiMo 许用应力值,因此,偏心轴强度满足使用要求。最大等效应力位于偏心轴与连杆接触部分阶梯处,并非理论计算所得到的危险截面处,这是因为理论计算时做了很多假设,例如,将剪切力简化为线上的均布载荷,实际受力情况则是加载在偏心轴和连杆接触面上的余弦力。同时,计算时也未考虑过渡圆角处的应力集中。图6 显示,偏心轴Y 向(竖直方向)变形较小,最大不超过0.05mm;同时,变形在水平方向呈对称分布。
4 结 论
理论计算得到σmax=132MPa,偏心轴所受弯矩的危险截面在偏心轴偏心部分正中间,但是,经过ANSYS 有限元分析,得出实际最大应力位于偏心轴与连杆接触部分阶梯处,最大应力σmax=182MPa。由此可知,通过理论计算得到的危险截面不是应力最大处,原因是在理论分析时做了很多假设,且未考虑阶梯倒角处的应力集中。对于复杂零件的校核,理论计算无法精确、全面地得出结论,而有限元软件则可做到,并且只要加载、约束等合适,结果是可信的。
[1] 邹家祥.轧钢机械[M].北京:冶金工业出版社,2007: 268-272.
[2] 邹家祥,施东成.轧钢机械理论与结构设计(下册)[M].北京:冶金工业出版社,1993:70-73.
[3] 成大先.机械设计手册(第一卷)[M].北京:化学工业出版社,2008:3-35.
