钼板热拉深成形研究
2013-12-23王锦,李晶,武洲
王 锦,李 晶,武 洲
(金堆城钼业股份有限公司技术中心,陕西 西安 710077)
0 前 言
钼的冲压成形在钼加工领域应用广泛,主要是在电光源等行业中制作发光元件,这种产品是采用厚度为0.08 ~0.2 mm 的薄板室温下冲压出各种零件。而厚度为2 mm 以上的钼板则不能进行简单的室温冲压加工,这是由于金属钼在室温下塑性差,延伸率较低,尤其是厚度大于3.0 mm 钼板的杯突值在1 ~3 mm 之间,因此,钼舟的成形只能在一定温度下进行热拉深。
厚度大于3.0 mm 的钼板在高温下可以进行冲压等压力加工,本文主要对较厚的钼板进行不同温度的力学性能研究,找到适合的工艺参数进行热拉深成形。
1 试 验
采用粉末冶金法制备出钼板坯,随后轧制成厚度为3.2 mm 的钼板材。分别对轧制出的板材进行高温拉伸试验,确定板材具有较好的拉深成形性能的工艺温度。将轧制好的板材按国标要求的尺寸加工出拉伸试样,在200 ℃、300 ℃、400 ℃、500 ℃、600 ℃、700 ℃、800 ℃、900 ℃做高温拉伸实验,实验数据见图1。
2 结果及分析
2.1 力学性能判定依据
对轧制板材进行拉伸试验,验证板材的性能,进而对拉深钼舟时工艺的确定提供依据。通常利用板材的单向拉伸试验可以得到与板材冲压性能密切相关的试验值,具体指标为:(1)屈服点σs。材料拉伸曲线没有明显的屈服点,可以取残余应变0.002 时的名义应力。屈服极限σs一般与拉伸类成形性能成反比关系,且σs愈低其成形形状稳定性愈高。(2)抗拉强度σb。在拉伸过程中,当拉伸力达到最大值时,试样的拉伸变形由均匀变形阶段进入局部变形阶段,这种状态为塑性拉伸失稳。在塑性拉伸失稳时,出现缩颈。抗拉强度σb较高者其拉深成形力更大。(3)屈强比。一般情况下可以认为,当屈强比较小时,板材的屈服点低,进行拉深变形的范围较大,而且在曲面零件拉深成形时,容易获得较大的拉应力,使成形的形状得以稳定,减小回弹和消除松弛。屈强比除了影响拉深成形外,还与拉伸类成形极限成负相关关系。
2.2 分 析
图1 为钼板在200 ~900 ℃时的抗拉强度实验曲线,从应力-应变曲线看出,钼金属较脆,因此没有明显的屈服现象,进入拉伸阶段即开始塑性变形,直到材料达到最大的应力点;随着拉伸的继续进行,材料显示出一定的塑性,出现颈缩,这时强度呈现下降的趋势,在达到材料的最大允许应力时出现断裂。值得注意的是钼板在200 ℃下进行拉伸时,材料并没有直接达到最大的应力点,在材料达到最大的应力时出现断裂,这与钼板在室温下的拉伸应力曲线是一致的,说明材料在这个温度下仍然延续着钼本身的脆性,不具有良好的加工性能。表1 列出了抗拉强度值、屈强比、延伸率等数值,根据数值可以判定材料的性能,依据不同的温度材料的力学性能呈现出不同的趋势,图2 为不同温度下各参数随温度的变化曲线。
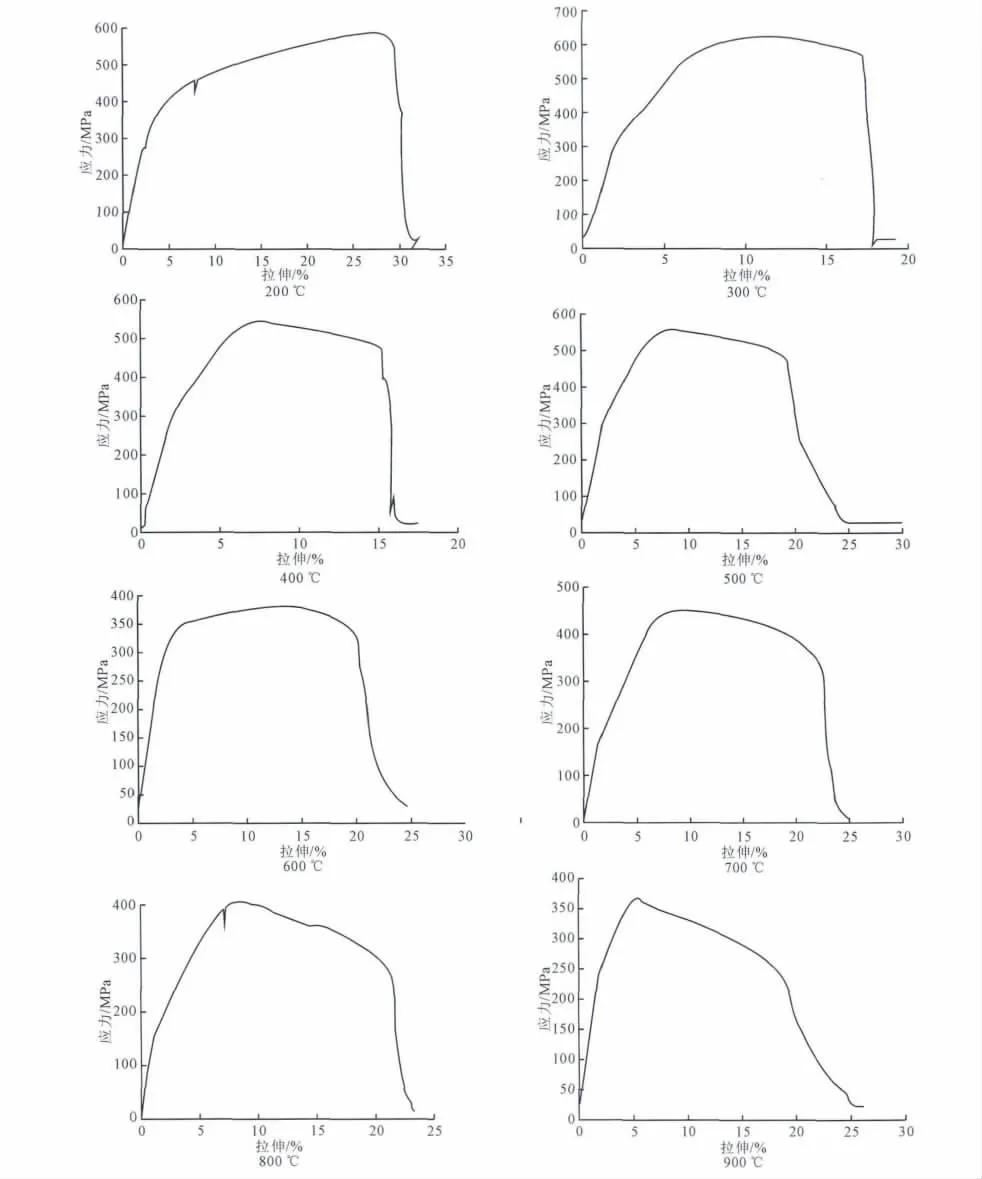
图1 不同温度下高温拉伸实验曲线
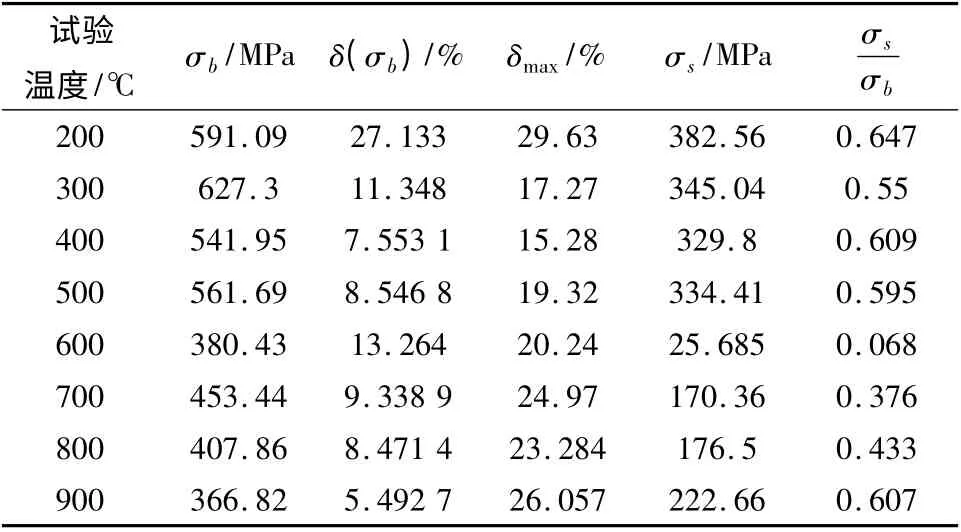
表1 拉伸数据
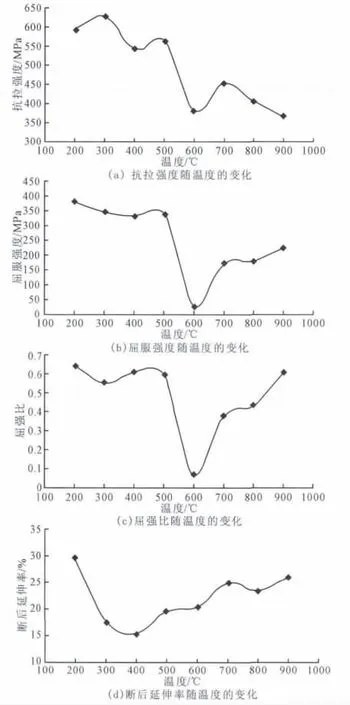
图2 不同温度各参数随温度变化曲线
通常在进行拉深零件加工时,板材的抗拉强度越低,抵抗变形的力越小,越有利于板材的成形;板材的延伸率越高,变形时越容易成形不易开裂。根据试验数据可以看到,钼板的抗拉强度随着温度的升高呈现降低的趋势,单从抗拉强度曲线来看,900 ℃时抗拉强度最低,600 ℃的抗拉强度与其接近,这时金属变形时抵抗变形的力较小,有利于零件的拉深成形。钼板的断后延伸率随着温度的升高呈现增加的趋势,900 ℃的延伸率最高,这个温度点进行拉深成形,零件不易开裂。这也符合钼的特性,随着温度的升高,钼的塑性越好,越有利于钼板的拉深成形。600 ℃时板材的屈服强度最低,说明在这个温度下进行拉深成形其成形形状稳定性最高。同样在600 ℃下的屈强比最小,其成形的形状稳定。综合以上分析得到,在600 ℃下进行拉深,板材具有较大的塑性变形稳定性,可以稳定地进行钼舟拉深成形。

图3 不同温度下拉深成形的钼舟
根据实验数据进行钼舟的拉深,如图3 所示,600 ℃下钼舟成形较好,符合实验结果。
3 结 论
(1)厚度大于3.0 mm 的钼板在高温下可以进行拉深成形。
(2)厚度为3.2 mm 的钼板在600 ℃时屈服强度最低,屈强比最小,具有较高的延伸率,可以稳定地进行钼舟拉深成形。
[1] 向铁根. 钼冶金[M].长沙:中南大学出版社,2009.
[2] 彭志辉. 稀有金属材料加工工艺学[M]. 长沙:中南大学出版社,2003.
[3] 罗振中,杨晓青,廖利波. 国内钼冶炼及加工技术最新进展[J]. 中国钼业,2008,32(1):14-18.
[4] 罗振中. 钼的应用及其发展[J]. 中国钼业,2003,27(2):7-10.