基于MasterCAM X6 的圆柱凸轮的建模与数控仿真*
2013-12-23卢志伟
卢志伟,曹 岩
(西安工业大学 机电工程学院,西安 710032)
0 引言
随着自动化、高速机械的快速发展,各种空间凸轮机构被广泛的应用在机械设备的各种领域,通过凸轮的空间曲线轮廓将旋转运动转化为从动件的复杂运动,来满足各种场合的不同要求。机械设备中使用的凸轮机构中既有平面凸轮机构,又有空间凸轮机构,其中空间凸轮机构中的关键零件空间凸轮加工一直是机械加工的难点,周期长,加工精度低,对操作工人的技术水平要求高[1]。圆柱凸轮是自动控制机构广泛应用的重要机械元件,圆柱凸轮属空间凸轮,基于圆柱凸轮在加工原理方面的特殊要求,加工圆柱凸轮的数控机床必须是带有回转工作台的机床[2]。圆柱凸轮机构与平面凸轮机构相比,具有体积小、结构紧凑、刚性好、运转可靠、传动转矩大等优点,因而在自动机械中被广泛应用。
随着计算机技术与数控技术的发展,圆柱凸轮的加工正日渐普遍地采用计算机辅助设计与制造,它能有效地提高设计与加工的速度及质量。但由于专业凸轮CAD/CAM 编程软件价格昂贵,所以国内圆柱凸轮的编程主要采用手工编写,这无疑影响了凸轮的加工效率及加工质量。Mastercam X6 软件是当前最流行的CAD/CAM 软件之一,其集二维建模、三维建模、刀具路径模拟与仿真、NC 后处理等功能于一体,不仅可以完成产品的设计、模拟仿真加工、显示走刀路径及生成NC 程序,而且还可以及时修改不合理或错误走刀,避免因错误走刀轨迹给零件的实际加工带来材料浪费,加快机床上的编程和减少程序的空运行时间问题[3-4]。本文研究的数控加工的圆柱凸轮形状和尺寸如图1 所示。
1 圆柱凸轮的数控加工工艺分析
1.1 加工任务要求
图1 所示是一个待加工的圆柱凸轮零件,圆柱凸轮的槽宽为10 ±0.02mm,槽深10mm,凸轮槽在φ100mm 圆柱面上的展开图如图2 所示。其中,x =226.661-0.872t,y =80(cos(0.7854-r)+1),r =0.28(3t-sin(3t)),t 在0 ~360°之间变化。

图1 圆柱凸轮的模型尺寸
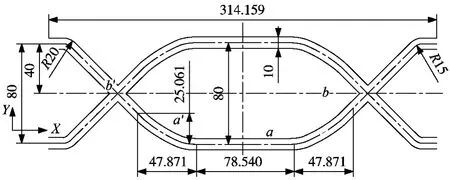
图2 圆柱凸轮槽在φ100 圆柱面上的展开图
1.2 工艺方案
根据圆柱凸轮的加工要求,其加工工艺方案规划如表1 所示。

表1 圆柱凸轮的加工工艺方案
2 圆柱凸轮加工模型构建
在Mastercam X6 软件中编制加工程序时,首先要进行被加工零件的CAD 造型,针对上述所要加工的圆柱凸轮槽,需要按照如图2 所示的尺寸要求,构建凸轮槽中心轨迹在φ100 圆柱面上的展开曲线。
其展开图形的具体构建操作步骤为:进入Mastercam X6 系统,按照图2 所示的尺寸要求,绘制凸轮槽中心轨迹在φ100 圆柱面上的展开曲线,关键是创建图2 所示的公式曲线ab、a'b'。首先选择菜单栏中的“设置”→“运行应用程序”命令,系统弹出“打开”对话框,选择该系统默认路径“chooks”下的“fplot.dll”文件;然后单击按钮,弹出“打开”对话框,选择“凸轮.EQN”文件,在“打开”对话框中,鼠标右键单击“凸轮. EQN”文件并在弹出的快捷菜单中选择“打开方式”为“记事本”打开方式,在“凸轮.EQN—记事本”的窗口中分别设定以下与曲线ab 相关的参数:
(1)step_var1 =t * 自变量t。
(2)step_size1 =0.1 * 自变量t 的步距。
(3)lower_limit1 =160 * 自变量t 的最小值。
(4)upper_limit1 =215 * 自变量t 的最大值。
(5)geometry=nurbs * 生成NURBS 曲线。
(6)angles=degrees * 自变量t 的角度单位为度。
(7)origin=0,0,0 * 曲线的起点。
(8)r=0.28* (3* t-sin(3* t))* 中间变量。
(9)y=80* (cos(0.7854-r)+1)* 变量y 值。
(10)x=226.661-0.872* t * 变量x 值。
其次关闭“凸轮. EQN—记事本”窗口后,在“打开”对话框中选择“凸轮. EQN”文件,单击按钮,此时系统弹出如图3a 所示的“FPlot”对话框,单击“Set Variables”(参数设置)按钮后接着弹出“变数”对话框,可以在该对话框中修改对应的变量参数。在“FPlot”对话框中,单击“Origin”按钮选择视图原点为绘图原点,再单击“Plot it”按钮,生成如图2所示的公式曲线ab。

图3 “FPlot”对话框和“变数”对话框
最后通过两次“镜像”,即可生成如图4 所示的凸轮槽中心轨迹在φ100 圆柱面上的展开曲线。

图4 凸轮槽中心轨迹在φ100 圆柱面上的展开曲线
3 圆柱凸轮的数控加工仿真
3.1 刀具、工件材料的设定
选择主菜单栏中“机床类型”→“铣削”→“默认”命令,建立铣削加工组;选择“刀具路径”→“刀具管理器”命令,显示“刀具管理器”对话框,按工艺方案表1 设置刀具;选择“刀具路径”→“材料管理器”菜单命令,选择工件材料为“STEEL mm—303 STAINLESS”。
3.2 刀具路径轨迹规划
在本文中重点研究在Mastercam X6 中如何创建圆柱凸轮槽加工工序30.01 ~30.06 的刀具路径轨迹规划。
(1)工序30.01 运用钻孔操作即可创建点钻入刀孔的刀位轨迹,选择主菜单栏中的“刀具路径”→“钻孔”命令,选择φ5mm 中心钻;在“旋转轴控制”选项中,分别选中“替换轴”、“替换X 轴”和“顺时针”单选钮,在“旋转轴的直径”文本框中输入100mm(即在φ100mm 圆柱上包覆);在“共同参数”选项中,设置工件表面为0mm,深度为5.5mm。
(2)工序30.02 通过复制工序30.01 点孔的操作来创建钻入刀孔的刀位轨迹,设置刀具为φ9mm钻头,“共同参数”选项设定工件表面为:2mm,加工深度为:-10mm 等相关选项。
(3)工序30.03 运用轮廓铣削加工操作,来创建凸轮槽粗加工的刀位轨迹,选择主菜单栏中的“刀具路径”→“外形铣削”命令;刀具选择φ8 平底刀,在“旋转轴控制”选项中分别选中“替换轴”、“替换X轴”和“顺时针”单选钮,在“旋转轴的直径”文本框中输入100mm;在“共同参数”选项中分别设定安全高度为25、参考高度为20mm、下刀位置为10mm、加工深度为—10mm 等。
(4)工序30.04、30.05 和30.06 通过复制工序30.03 轮廓铣削加工的操作来创建30.04、30.05 和30.06 的立铣刀凸轮槽的刀位轨迹,分别修改刀具为φ9mm、φ9.8mm 和φ10mm 平底刀,其他参数设置保持不变。最终生成的圆柱凸轮槽的刀具路径轨迹如图5 所示。

图5 圆柱凸轮槽的刀具路径轨迹
3.3 加工仿真
Mastercam X6 软件中集成了“加工仿真”模块,在NC(数控)后置处理生成NC(数控)代码之前进行刀位轨迹的加工仿真,以便检查加工中出现的刀具与工件、夹具之间的碰撞、干涉和过切等现象。在“刀具路径”选项中,选择所要进行加工仿真的操作后,单击“加工仿真所选择的操作”按钮,进入“加工仿真”对话框;单击按钮,显示“加工仿真设置”对话框,选中“圆柱”单选钮,分别设定加工零件的毛坯形状为圆柱、直径为100mm、圆柱轴沿Y 方向、Y方向尺寸为-20mm ~100mm 等参数;单击(开始)按钮,进行加工仿真,仿真切削加工过程如图6所示,其中a 为点钻开始加工,b 为立铣刀粗加工进行中,c 为立铣刀精加工结束;若发现问题,可以及时修正,单击“加工仿真”对话框中的按钮,结束加工仿真操作,完成切削校验过程。这样就很好的解决空间凸轮加工的难题,充分体现了CAD/CAM 软件在数控加工中的重要作用。

图6 加工仿真切削校验过程
4 NC 后置处理分析
通过刀具路径的合理设置分别生成了图5 的刀具轨迹和图6 的实体加工仿真,确定其是否符合圆柱凸轮数控加工要求;然后进行数控加工的后置处理。NC 后置处理技术是数控加工编程中的关键技术之一,Mastercam X6 系统提供了后置处理模块,可针对不同类型的数控系统生成所需的NC 程序。本文运用MasterCAM X6 的4 轴加工对圆柱凸轮零件进行了的数控铣削编程加工,相对于圆柱凸轮零件运用手工编程或少于四轴的编程软件,特别是针对这种具有空间曲线零件需要人工进行复杂计算填补其中一些相关数据,这样不仅非常浪费编程人员的时间而且还不能保证编程的正确性。本文运用Mastercam X6 系统的四轴加工能够很好地而且非常有效率的解决以上问题,单击“后置处理”按钮即可生成NC 程序如P0101 程序所示。

5 结论
本文通过对圆柱凸轮加工要求进行分析,对其工艺分析加工方案进行了规划,采用MasterCAM X6软件建立圆柱凸轮槽中心轨迹的几何模型,对其刀具路径进行了规划,最后对规划进行了数控加工仿真,并迅速生成NC 代码。这样不仅缩短编程人员的编程时间,特别对复杂零件的数控程序编制,可大大提高程序的正确性和安全性;而且解决了空间凸轮加工的难题,充分体现了CAD/CAM 软件在数控加工中的重要作用,提高了零件的加工效率,缩短了制造周期,降低了生产成本可以不断提升企业的工艺能力,为企业带来良好的经济效益。
[1]王瑞,李中凯,白涛,等. 凸轮参数化设计及有限元分析[J]. 煤矿机械,2011(12):105-107.
[2]杨昌明,张健伟. MasterCAM 在叶片泵数控加工中的应用于开发[J]. 机床与液压,2007(9):61-63.
[3]闫晓玲,王望龙. 基于MasterCAM 的圆锥正弦槽凸轮实体造型与数控加工[J]. 机床与液压,2009(8):102-105.
[4]陈塞克,刘江涛. 基于Solidworks 与MasterCAM 盘形凸轮的设计与数控加工[J]. 煤矿机械,2006(12):85-87.
