激光测量高精度铜带箔离线板形的开发与实践
2013-12-18姬海燕
姬海燕
(中铝上海铜业有限公司,上海 200940)
0 前 言
随着市场对高精度铜带箔材产品表面质量和板形要求的日益提高,箔材板形(即平直度)的好坏成为衡量铜带箔材质量的一项重要指标.目前现代化高精度铜带箔材冷轧机均配有在线测量的板形辊和板形控制系统,但是这种测量是基于轧制中大张力情况下的板形测量和板形控制.公司在调试进口高精度铜带多辊可逆精轧机时就曾经遇到在线板形只有几个“I”,但是轧制过后的带卷放到清洗机上,在张力释放后明显看出不良板形.针对目前离线板形主要靠肉眼观察判断,很难有精确数据分析的现状,开发了用一字形激光照射在离线微小张力的铜带箔材表面,通过机器视觉系统进行数字化处理而得出离线板形测量数据的装置.希望通过实践可以更好地帮助铜带箔材产品离线的质量检测,并且通过在线板形的数据和离线板形的数据进行对比与分析,更好地指导铜带箔材轧制工艺的改进和提高,生产出质量更高的铜带箔材产品.
1 铜带箔材产生不良板形的原因及类型
产品越薄,板形越难以控制.高精度铜带箔材板形的好坏取决于轧件宽度方向上各点纵向延伸是否相等.当发生不均匀变形时,变形体内的应力分布也呈不均匀分布,导致附加应力的产生,变形结束后留在变形体内形成残余应力.当变形体内残余应力间的相互作用不能抵消,且超过铜带箔材维持箔面刚性平衡的应力水平时,轧制中的铜带箔材将发生形状失稳,松弛不均匀变形产生的残余应力,使得铜带箔材表面的平直度遭到破坏.由于轧制变形区内变形情况的复杂性,易受外部其他因素的影响而具有很大的随机性,轧件均匀变形的可能性并不大,因此,实际生产出的铜带箔材或多或少都带有一定程度的不平度.
板形直观来说就是指板带材的翘曲度,其实质是板带材内部残余应力的分布.只要板带材内部存在残余应力,即为板形不良.如残余应力不足以引起板带翘曲,称为“潜在”的板形不良;如残余应力引起板带失稳,产生翘曲,则称为“表观”的板形不良.常见的板形缺陷有边部波浪、中间波浪、单边波浪、二肋波浪和复合波浪等多种形式.
2 板形定义及计算公式
定量地表示板形,既是生产中衡量板形质量的需要,也是研究板形问题和实现板形自动控制的前提条件.因此,可依据各自的研究角度及不同的板形控制思想,采取不同的方式定量地描述板形.目前主要有以下几种方法,即相对长度差表示法、波形表示法、张力差表示法、带材断面形状的多项式表示法和厚度相对变化量差表示法等.而最为通用的是相对长度差表示法,即取横向上最长与最短纵条之间的相对长度差作为板形单位,称为I,一个I相当于相对长度差的105.所以板形表示为:Σst=105×ΔL/L.图1为国际通用的板形测量定义.
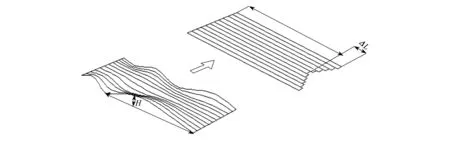
图1 平直度测量定义Fig.1 The definition of flatness
计算公式为:
(1)
假定正弦波:
(2)
(3)
3 离线板形测量开发的重要性和功能
在铜带箔材生产中,一些带卷存在中间和边缘部分不平直(即板形不好)的情况.由于在轧制过程中有较大的张力(为80~120 N/mm2),一般轧机的板形辊是用测量轧制中带材对板形辊压力的方法来在线测量及控制板形.而在后道工序,如清洗机上的张力是很小的,在张力很小的情况下,板形是不同的,找到两个相对应的函数关系或经验公式,就需要分别记录、对照来研究.为了解决这个问题,需要对带材在微张力或者离线的情况下进行测量.为此,公司开发了激光测量板形的装置,用它在轧制生产工艺以外的各个重要环节进行测量和记录.该装置可以筛选出最佳产品和普通产品来进行分类、分级,也可以挑选出不必进入下一道拉弯矫工序的产品,从而达到降低能耗和减少表面擦伤的目的.更重要的是可积累经验来改进将来产品的工艺条件,提高产品的质量.针对上述问题,提供了一种结构简单、运行方便、且成本低廉的测量装置,它采用激光反射技术来测量微张力下带材或箔材的平直度.
4 测量原理和方法
本装置使用基于光学三角测量原理的技术.当点状激光光源束照射到目标物体带材、箔材的表面形成一个反射,该反射光在线阵光敏探测器上产生一个亮点.当目标物体(带材、箔材)表面的反射角发生变化时,光敏探测器上的像点位置也发生相应的变化.所以,根据物像的三角形关系可以计算出带材、箔材表面的角度变化,也就是测量了带材、箔材的平直度的变化(即带材、箔材的板形的变化).如果板带表面是平坦的,则倾斜投射到板带上的激光线反映在图像中为直线;若板带表面有浪形,则倾斜投射到板带上的激光线反映到图像中时为曲线.然后将反射在固定荧光屏的曲线送入计算机进行处理,从而得出板形的数值.
5 应用方法
5.1 技术方案
在机器视觉系统中,关键技术有激光源照明技术(使用激光二极管)、激光投影屏、照相机和个人计算机(基于Windows记录曲线的应用程序)等方面.系统原理如图2所示.
5.2 原 理
本实践用距离铜材表面Hmm的一字形激光发光二极管以φ角度照射在小张力机列(清洗机、气垫炉等)或有标准微张力的测试检查台上的铜带箔材的表面.由于铜表面是一个良好的反射镜面,会将激光反射到离铜材表面距离h的屏幕上,再将屏幕上的投影拍下来.拍下的照片在个人电脑中将“jpg”文件转换成“bmp”文件[1],同时去除画面上无用的部分.将该图片送入用BCB编制的程序中,该程序会自动找到板形曲线并显示在计算机屏幕上.该程序也可将板形曲线的数值保存到“txt”文件中,然后将数据导入电子表格,从而使得电子表格中再现板形的曲线.由“jpg”文件转换到“bmp”文件格式和“txt”文件中的数据到“Excel”表格的板形曲线再现,用的是另外一个自编程序,它调用的是opencv的算法,该部分也可用windows附带的程序自行转换.
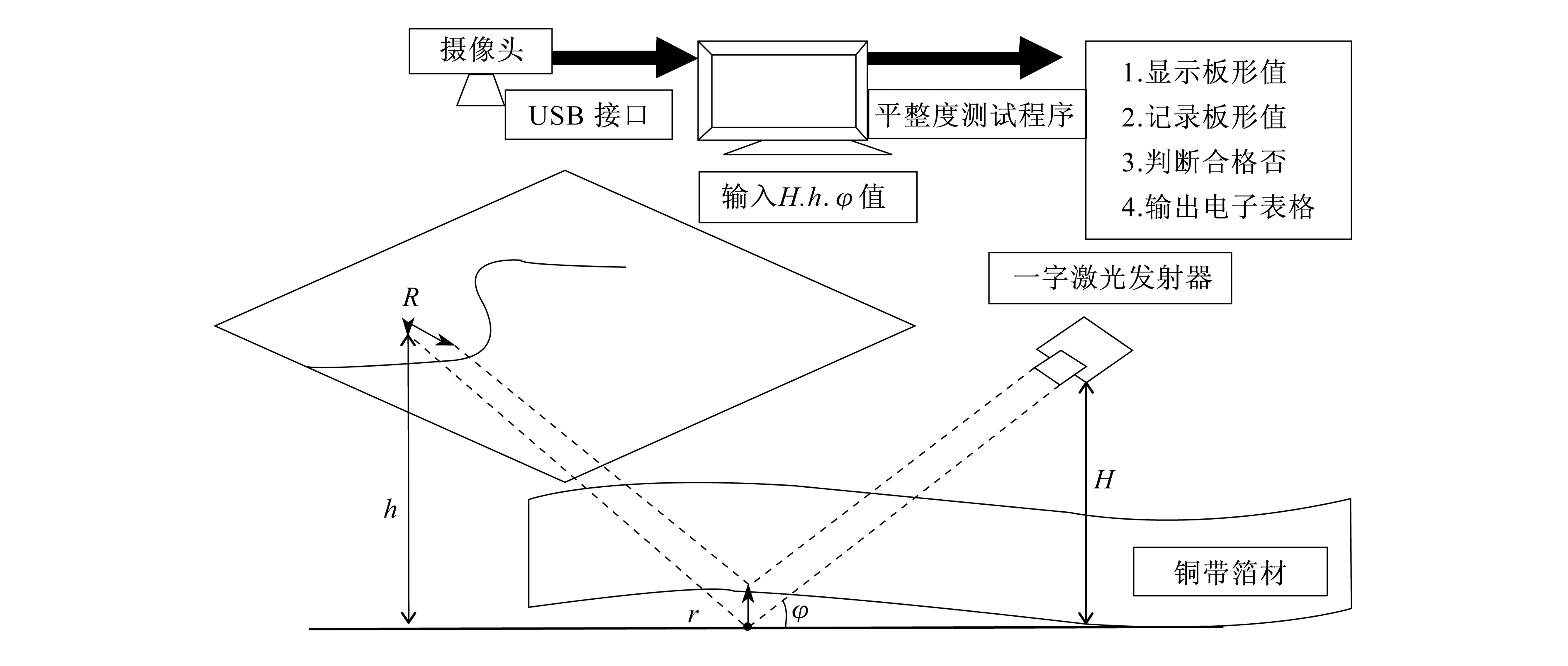
图2 系统原理图Fig.2 The diagram of the offline flatness measurement
投影的角度和高度不同,会产生不同的投影.根据光学原理,该映射具有光杠杆作用.光学反射原理:平面反射有两个对称,其一是发射光线与反射光线关于法线对称;其二是反射光线与入射光线关于界面对称.平面镜只改变光的传播方向,不改变会聚或发散程度.由于光杠杆能把微小的高度偏差放大,利用该方法可以提高测量的精度.程序中将投影高度与实际高度映射公式进行自动计算[2].
根据上述光学原理推导出角度转换公式如下:
r=R×(H×tgφ)/(H+h)
(4)
式中:R为图像中显示高度,r为板带箔带实际高度,φ为激光入射角,H为激光头离被测材料高度,h为影像投影屏幕离被测材料高度.
5.3 分 析
现场通过一字型激光照射铜带箔材表面并反射到固定平板上的曲线,用照相机拍摄的铜箔板形曲线图“6890曲线”,如图3所示.
图4为通过BCB编写的板形开发程序的一部分截图[3].
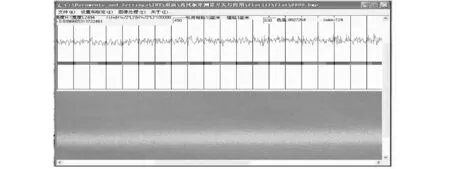
图3 用照相机拍摄的铜箔板形曲线图“6890曲线”Fig.3 The flatness curve(Curve 6890)of a copper foil photographed by a camera

图4 通过BCB编写的板形开发程序的一部分截图Fig.4 A part of the screenshot of the flatness measurement program written in BCB
图5为由图3通过BCB编写的板形开发程序,找出板形曲线并计算出的“I”值.从图5中可以看出,该曲线得出的板形值I=51.302 0.
该应用还可以将板形曲线的数值转换为“Excel”文件格式或“txt”文件格式进行输出.
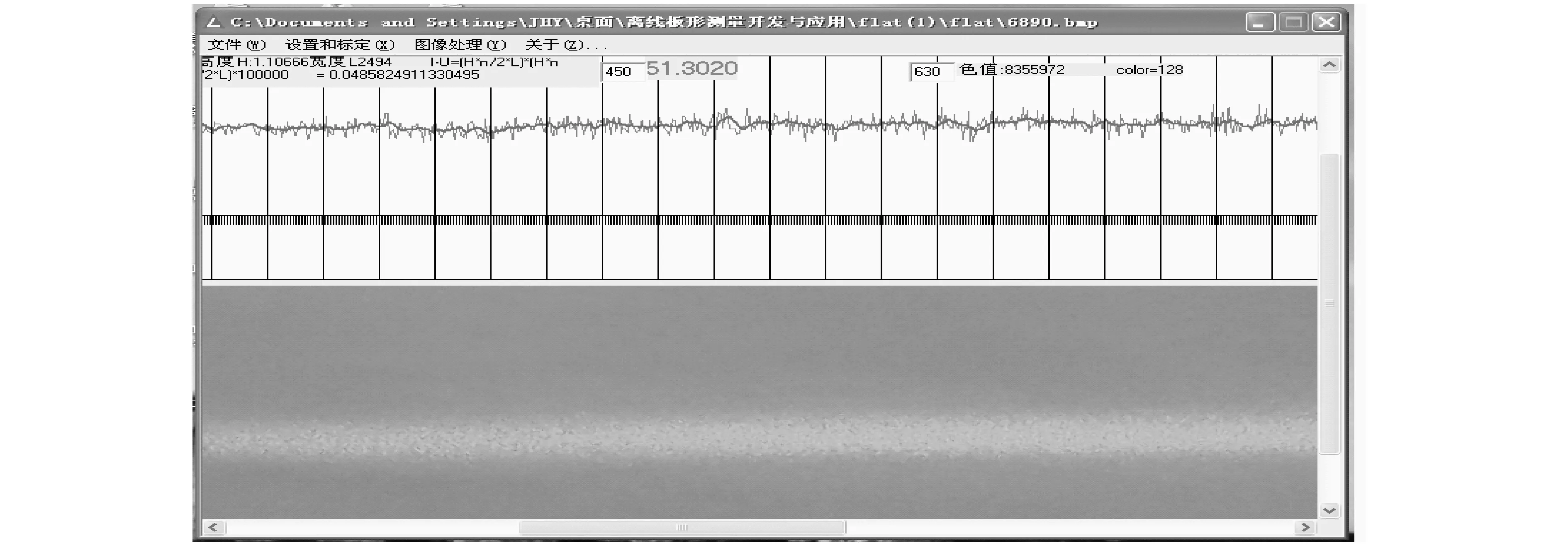
图5 拍摄的板形曲线图Fig.5 The photographed flatness curves
6 结 论
从一帧图像中获取板形信息,不存在对时间的积分问题,因此,从原理上解决了板带在辊道上运动时,由于跳动或摆动而引起的测量误差;而且可以获得沿板带宽度方向任意位置的板形信息.运用激光测量铜带箔材板形平直度的方法和装置,结构简单,便于制造、维护和操作,费用低,可以广泛地应用于各种铜带箔材卷在有或无张力生产的过程控制、品质检验等各个领域.
参考文献:
[1] 张铮,王艳平,薛桂香.数字图像处理与机器视觉-Visual C++与Matlab实现[M].北京:人民邮电出版社,2010.
[2] 吴贵芳,徐科,杨朝霖.钢板表面质量在线监测技术[M].北京:科学出版社,2010.
[3] 范逸之.C++Builder与RS-232串行通讯控制[M].北京:清华大学出版社,2002.