环保阀门材料C46500坯料裂纹形成的原因
2013-12-18侯玲玲付亚波黄圆圆陈学林
侯玲玲,付亚波,黄圆圆,陈学林
(1.台州学院物理与电子工程学院,浙江 台州 318000; 2.玉环县方正铜业有限公司,浙江 台州 317605)
0 前 言
阀门是用来控制管道内介质流动,并具有可动机构的机械产品的总称,是保证内燃机工作可靠性和耐久性的重要零件,对内燃机的动力性和经济性有很大的影响.但阀门的工作条件恶劣,排气阀头部要承受炽热燃气的高速冲刷,且不易散热.此外,阀门在开启和关闭的过程中,不断受到冲击载荷的作用.在高温条件下,阀门还要经受侵蚀介质的腐蚀,密封面极易破坏[1].阀体、阀盖和阀瓣是阀门的主要零件,直接承受介质压力,所用材料必须具有能在规定介质温度和压力下达到所需的力学性能以及良好的冷、热加工工艺性能[2-5].
锡黄铜C46500是美国ASTM标准的环保铜合金,铅的质量分数不大于0.20%,具有较好的耐腐蚀性和耐磨性,切削性能和力学性能好,适合作为制造环保阀门的坯料.红冲是阀门加工过程中的一道重要工序,具有成本低、生产效率高、制件品质优良以及适宜大批量生产等优点,在浙江沿海一带得到广泛应用.然而,C46500阀门坯料在红冲过程中经常出现裂纹(如图1所示),降低了成品率,也给阀门的使用造成了安全隐患,容易导致事故.所以研究坯料的裂纹形成原因具有重要的意义[6].
本文主要研究C46500坯料经过红冲后表面产生裂纹的原因,为防止坯料开裂提供一定的理论基础.

图1 开裂的阀门样品Fig.1 A valve specimen with cracks
1 试 验
取一个红冲后带有裂纹的C46500阀门,见图2.可以发现表面有一条较细的裂纹,在此处取样,然后将试样用S-4800型扫描电镜进行观察,加速电压为15 kV,工作距离为15.5 mm.

图2 取样的阀门坯料Fig.2 Sampled valve billet
2 结果与讨论
2.1 裂纹形貌
找到裂纹所在位置,将扫描电镜的放大倍数调到800倍,得到裂纹的形貌,如图3所示.由于加热后进行了大量的变形,表面划痕和氧化皮较多,坯料发生塑性变形的痕迹可见.但是,在纵向有一处与基体金属不连续的区域,形成了宽约60 μm、长约100 μm的裂纹,穿透了整个坯料,与周围基体金属存在明显区别,其中堆集了许多杂质.
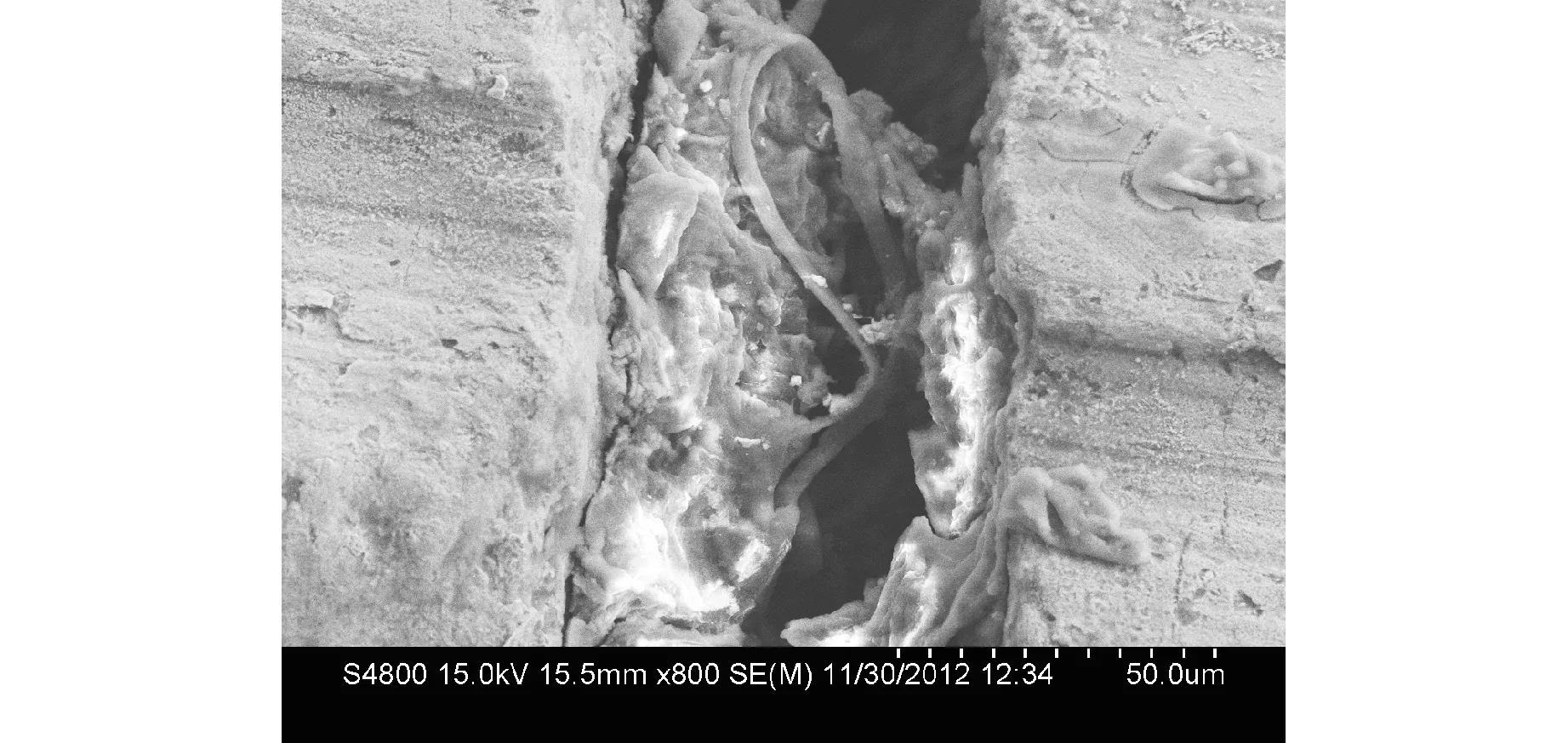
图3 裂纹形貌Fig.3 The micrograph of a crack
2.2 能谱分析
通过扫描电镜自带的能谱仪分析得到阀门无裂纹表面的各元素含量,见表1(见下页).成分分析的位置见图4所示的谱图2.裂纹内的各种元素含量见表2(见下页).成分分析的位置见图4(见下页)所示的谱图1.
将表2与表1对比发现,裂纹内C和O元素的质量分数,分别是无裂纹处的2.8倍和2.9倍,远远高于无裂纹阀门的表面,同时还新增加了杂质元素K和Mo.而裂纹内Cu的质量分数则大幅度下降,甚至不含Zn.由此可推断,各种氧化物和碳元素的存在是造成阀门开裂的原因之一,这些元素的增加可能是在铸造C46500坯料的过程中带入的.
3 裂纹的形成机理
裂纹的形成机理可以解释为:基体中的C和O形成的化合物是一种脆性物质,强度较低,可视为在合金基体中产生了微小的孔洞,割断了基体的连续性,成为应力集中源,构成弱化微区.在滑移面上的切应力作用下,位错在此处受阻形成位错塞积.当切应力达到某一临界值时,塞积头处的位错互相挤紧,聚合成为一定尺寸的裂纹或孔洞.如果塞积处的应力集中不能被塑性变形所松驰,则塞积头处的最大拉应力能够等于理论断裂强度而形成裂纹,这就是位错塞积理论[7].由于形成脆性夹杂物的强度低,造成位错无法继续滑移而在此塞积,应力达到断裂强度就形成了上述提到的裂纹.所以,制备C46500材料时应减少杂质的混入,防止裂纹的产生.

表1 无裂纹位置的元素化学成分Tab.1 Chemical compositions at places other than cracks
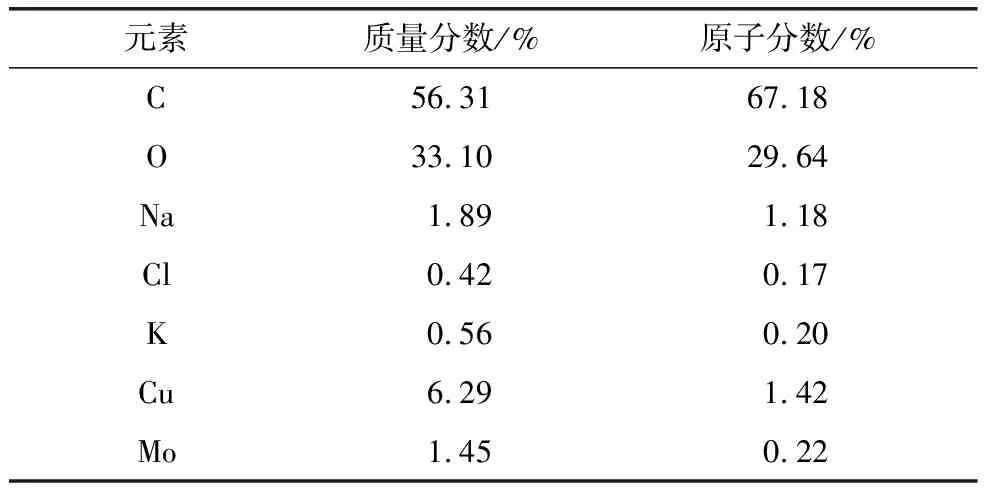
表2 有裂纹位置的元素化学成分Tab.2 Chemical compositions at cracks
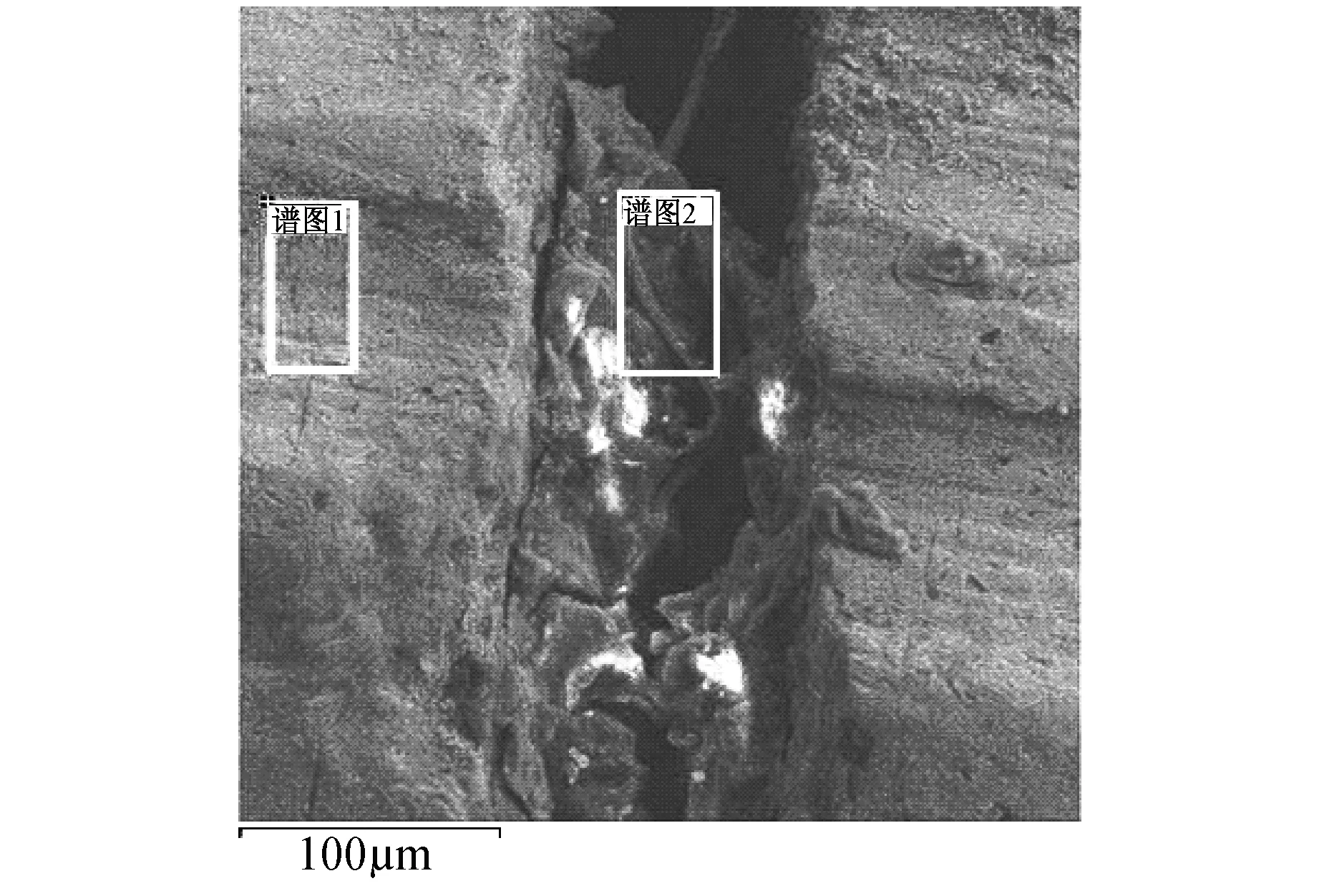
图4 能谱分析位置Fig.4 The energy spectrum analysis
4 结 论
研究了C46500坯料裂纹形成的原因,通过扫描电镜观察和能谱分析,得出以下结论:
(1)C46500坯料在形成裂纹前发生了塑性变形,裂纹的形成与C46500坯料的屈服强度有关,屈服强度越大,越不容易形成裂纹.
(2)裂纹处C和O元素的含量要明显高于无裂纹阀门表面,主要原因是裂纹处含有大量的C元素和氧化物,各种氧化物和碳元素的存在是造成阀门开裂的原因之一.杂质的带入,降低了材料的强度,增加了坯料的脆性,容易产生裂纹.可用位错塞积理论解释裂纹形成的机理.所以,制备C46500材料时应减少杂质的混入,以防止裂纹的产生.
参考文献:
[1] 徐晓,颜波,张河清.阀门堆焊产生气孔和裂纹原因的分析[J].焊接,2000(5):24-26.
[2] 陈国桢,肖柯则,姜不居.铸件缺陷和对策手册[K].北京:机械工业出版社,1996.
[3] 何瑞珍.不锈钢阀门的铸造工艺[J].铸造技术,2005,26(10):988-989.
[4] 李良巧.机械可靠性设计与分析[M].北京:国防工业出版社,1998.
[5] Chatterjee S K,Sengupta S P.An X-ray fourier line shape analysis in cold-worked hexagonal metals[J].JMaterSci,1975,10:1093-1104.
[6] 武彩虹,韩静涛.热轧带钢边部”翘皮”缺陷分析[J].塑性工程学报,2005,12(6):23-27.
[7] 束德林.工程材料力学性能[M].北京:机械工业出版社,2007.